I1
Изобретение относится к пайке,, в шстностн. к способу пайки стальных изделий, и может быть использовано для пайки берд к ткацким станкам.
Целью изобретения является повышение прочности и коррозионной стойкости паяного соединения„
Пайку ведут, например, берд для ткацких станков, изготовляемьпс из легированной стали, погружением в ванну, в которой в качестве теплоносителя используется цинк
Цинк среди трех легкоплавких металлов (олова, свинца и кадмия) имеет нужную температуру плавления 419°С. Применение цинка без легирующих добавок позволяет избежать необходимости производить выплавку припоя
Рабочая температура теплоносителя, при использовании цинка, составляет .
В качестве флюса может быть использован широко распространенный . хлористый цинк с.небольшим содержанием соляной кислоты.
Использование цинка в качестве теплоносителя для пайки берд целесообразно из тех соображений, что процесс пайки длится 10-15 с, такое короткое время недостаточно для образования значительного слоя интерметаллических соединений железо-цинк,
Конструкция паяного соединения берда образует пространственное переплетение проволоки, металлической ленты и полосок металла, которые после пайки заполняются теплоносителем, и образует монолитное соединение, це51J
лесообразно работающее в условиях эксплуатации берда.
В связи с тем, что бердо работает в условиях повьшенной влажности, паяное соединение должно быть стойким в коррозийном отношении.
Учитывая, что цинк относительно железа почти при всех условиях обладает значительно более злектроотрицательньм потенциалом, то он во всех
случаях обеспечивает защиту черных меЙеталлов от коррозии и сам является коррозийно стойким.
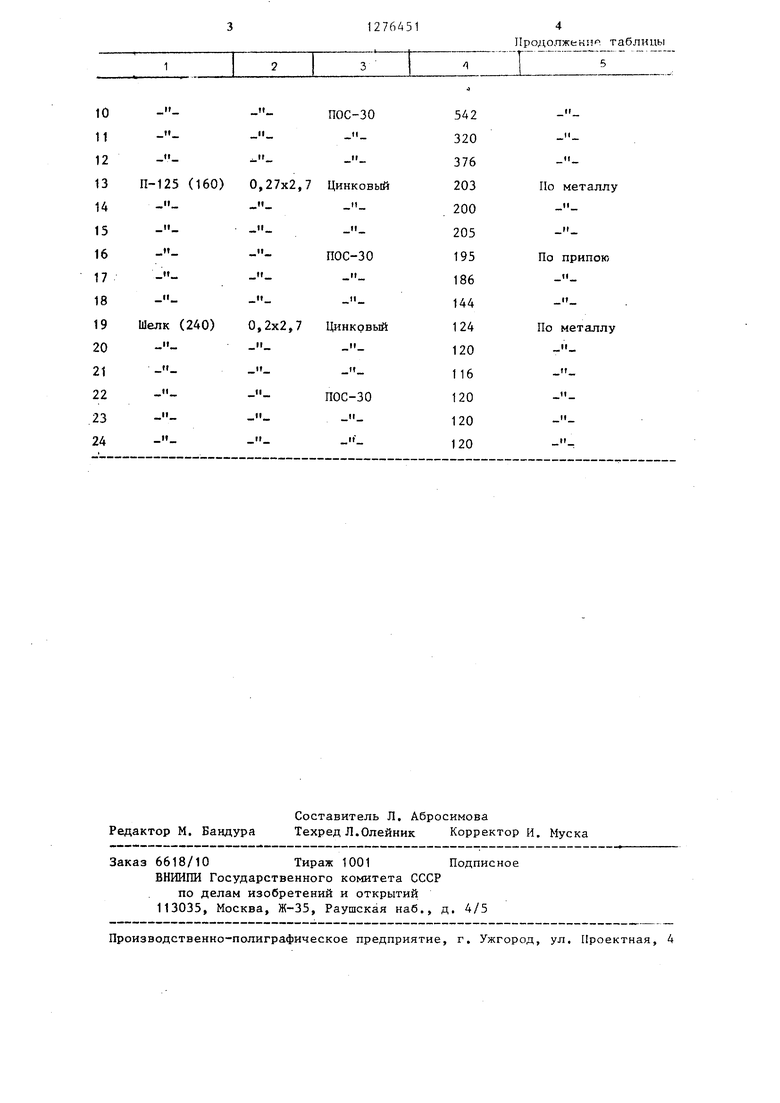
Для сравнения свойств паяного соецинения были изготовлены образцы различных берд и запаяны оловяно-свинцовым припоем и цинком. Результаты приведены в таблице.
Как следует из таблицы, прочность образцов берд, спаянных цинком, в тех случаях, когда разрыв происходил не по металлу, а по паяному соединению, в 2-3 разя щэевосходила прочность образцов, спаянных оловяно-свинцовыми припоями.
Формула изобретения
Способ пайки стальных изделий, преимущественно берд ткацких станков, включающий сборку паяемых деталей и пайку погружением в ванну с рас-, плавленным теплоносителем, о т л ичающий с я тем, что, с целью повышения прочности и коррозионной стойкости паяного соединения, в качестве теплоносителя берут цинк.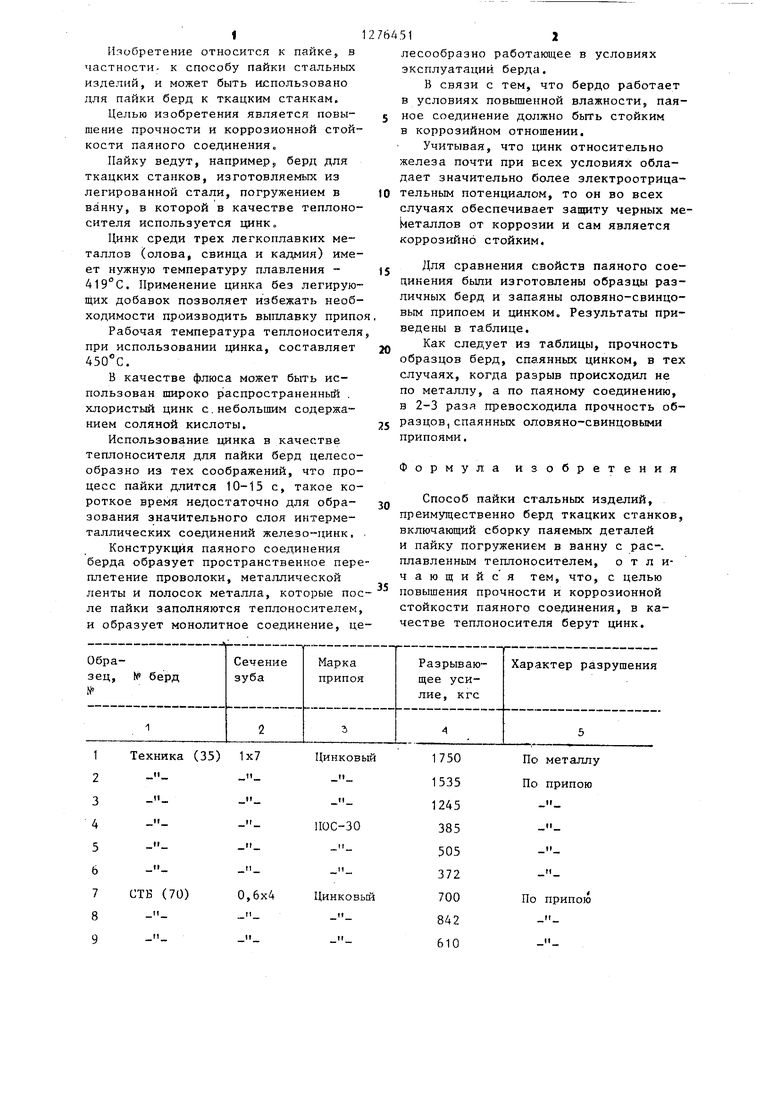
| название | год | авторы | номер документа |
|---|---|---|---|
| Флюс для контактного флюсования | 1988 |
|
SU1611666A1 |
| СОЕДИНИТЕЛЬНЫЙ ШОВ В ДЕТАЛЯХ ИЗ ЦИНКА И ЕГО СПЛАВОВ И СПОСОБ ЕГО ПОЛУЧЕНИЯ | 1996 |
|
RU2146190C1 |
| СПОСОБ ПОДГОТОВКИ К ПАЙКЕ ДЕТАЛЕЙ ИЗ КОРРОЗИОННО-СТОЙКИХ СТАЛЕЙ И СПЛАВОВ НИКЕЛЯ (ВАРИАНТЫ) | 2007 |
|
RU2359793C1 |
| СПОСОБ ПАЙКИ АЛЮМИНИЯ С ЖАРОПРОЧНЫМИ СТАЛЯМИ И СПЛАВАМИ | 1996 |
|
RU2101146C1 |
| ФЛЮС ДЛЯ ПАЙКИ И ЛУЖЕНИЯ ЛЕГКОПЛАВКИМ ПРИПОЕМ | 2000 |
|
RU2208505C2 |
| ПРИПОЙ ДЛЯ ПАЙКИ АЛЮМИНИЯ И ЕГО СПЛАВОВ | 2014 |
|
RU2596535C2 |
| Флюс для пайки меди и ее сплавов | 1989 |
|
SU1780969A1 |
| Припой для пайки меди | 1988 |
|
SU1562092A1 |
| ПРИПОЙ ДЛЯ ПАЙКИ СТАЛЬНЫХ ИЗДЕЛИЙ | 1996 |
|
RU2129062C1 |
| ПРИПОЙ ДЛЯ МЯГКОЙ ПАЙКИ АЛЮМИНИЯ И ЕГО СПЛАВОВ | 2010 |
|
RU2451587C1 |
Изобретение относится к пайке, в частности к способу пайки стальных изделий, преимущественно берд .ткацких станков погружением в ванну :С расплавленным припоем. Целью изобретения является повышение прочности и коррозионной стойкости паяного соединения. Пайку ведут погружением в ванну, в которой в качестве теплоносителя используется цинк. Рабочая температура пайки 450С. Прочность образцов берд, спаянных цинком в 2-3 раза по паяному соединению превосходит прочность образцов, спаянных оловянно-свинцовыми припоями. 1 табл.
Техника (35) 1x7
Цинковый
ПОС-30
-
-.
СТБ (70)
0,6x4 Цинковый
ti
По металлу По припою
По припою
Продолжен - таблицы
| Лашко Н.Ф.,Ляшко-Авакян С.В, Пайка металлов | |||
| М.: Машгиз, 1959, с.92-93 | |||
| Манко Г | |||
| Пайка и припой | |||
| М.: Машиностроение, 1968 с.195-197. |
