Изобретение относится к металлообработке и может быть использовано при получении внутренних резьб холодным пластическим деформированием.
Целью изобретения является повышение точности накатываемой резьбы и уменьшение износа метчика.
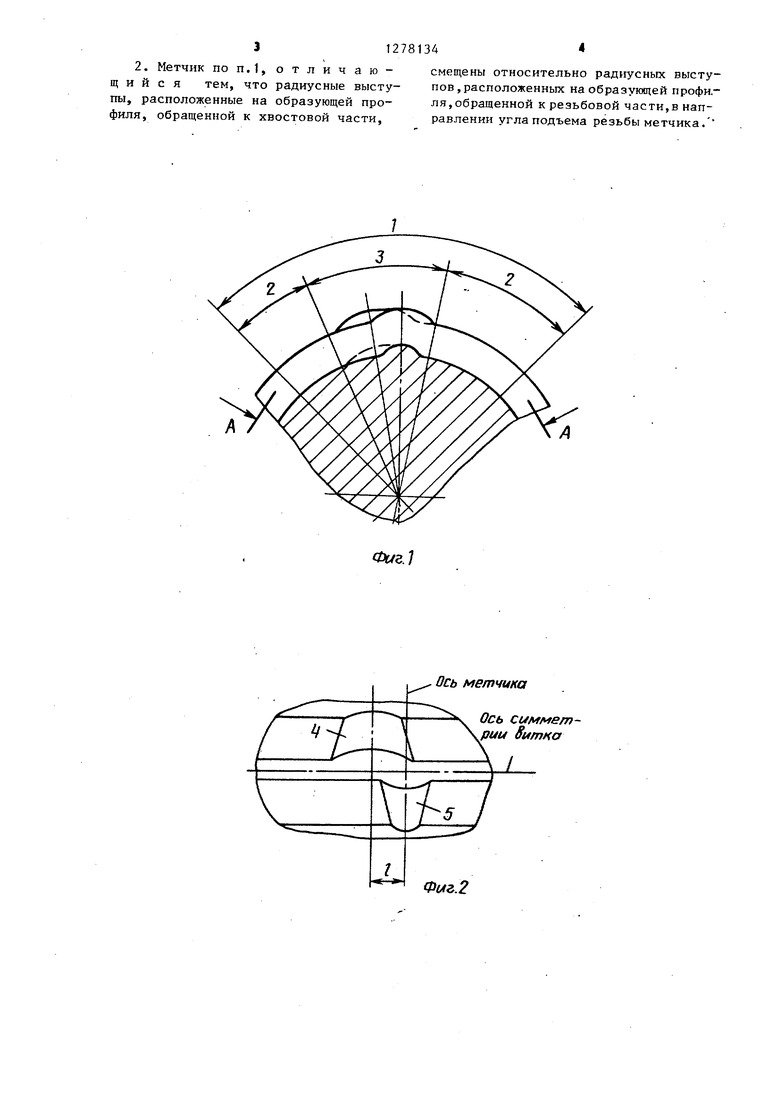
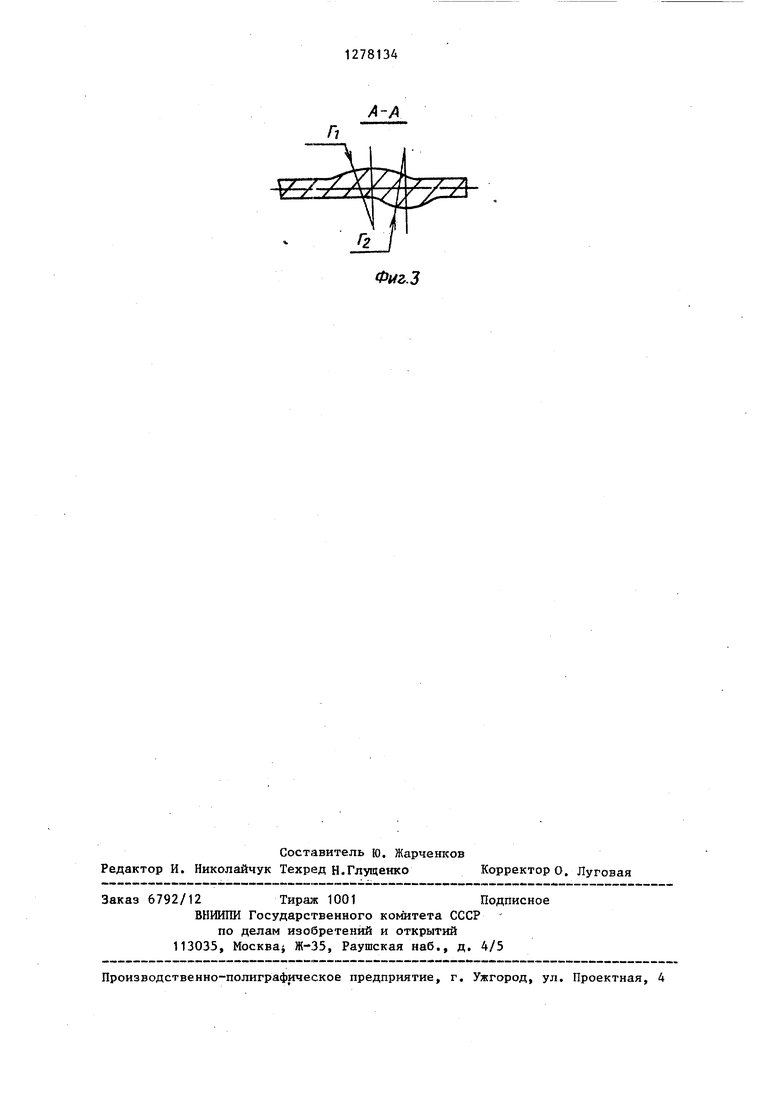
На фиг. 1 показана одна деформирующая грань метчика и ее вершина; на фиг. 2 то же, вид сверху; на фиг, 3 - дуговое сечение на фиг. 1(проекция на плоскость, параллельную оси метчика),
Метчик состоит из хвостовой и резьбовой части. На резьбовой части метчика выполнены заборная и калибрующая части, которые в поперечном сечении имеют вид многогранника с дефорьшрующими гранями 1, состоящими из нерабочих участков 2 и рабочих участков 3 - вершин деформирующих граней. Проекции дуговых сечений А-А каждой вершины деформируюнгих граней на плоскость, параллельную оси метчика (фиг. 3), пмеют вид песиммет- ричной относительно оси метчика, и оси симметрии витка фигуры. Радиус г, образующей 4 боковых сторон профиля, обращенных к хвостовой части, ВЕлполнен больше радиуса г, образующей 5 боковых сторон профиля, обращенных к резьбовой части. Радиусы г, и г связаны ме/году собой зависимостью Г( (2.. .4)г-, . Значение радиуса г принимается равным 0,5 Р, где Р -- 1лаг резьбы метчика. Меньше этого значения радиус г,, быть не может, так как в противном случае при изготовлении метчика профиль подреза ется резьбошлифовальным кругом, что приводит к искажению угла птюфиля резьбы метчика. Большие значения Tg ведут к возрастанию крутя.ингх момеп- тов при получении резьб. При г,,0,5 зна че.ния радиуса г находятся: в пределах от Р до 2 Р. Меньшее значение (Р) в практике изготовления бс.сстру- жечных метчиков принимается дпя инструмента, предназначенного для получения резьб в труднообрабатывае№11х стапях, большее (2 Р) - при получении резьб в цветных металлах и сплавах, высокопластичных станях.
Метчик работает следующим образом Вершины деформирующих граней заборной части метчика, начиная .с первой, последовательно вступают в контакт с металлом, образуя зз нем вин
0
5
5
товую канавку, т.е. вытесняют металл в пространство между двумя соседними витками и таким образом формируют профиль резьбы. Продвигаясь вперед
за счет самозатягивания, метчик углубляет канавку до формирования резьбы полного профиля. При обратном ходе метчик выворачивается из.образованного резьбового отверстия.
Волнистость вит.ков резьбы, получаемой бесстру7кечными метчиками, образуется за счет отжатия осевыми силами метчика в направлении, противоположном его подаче. Отжатия циклич- ны и на каждом витке резьбы образуется столько волн, сколько имеет метчик деформируюшд-ix граней на одном витке своей резьбы. Следовательно, для ликвидации волнистости резьбы (увеличение ее точности) необходимо, чтобы осевые силы, действующие на метчик в направлении подачи, уравновешивали противоположные осевые силы и усилия отжатия. Поскольку боковые стороны 4 при контактировании с металлом заготовки опережают стороны 5, а радиусы г, больше радиусов Tj, усилия, действующие по направлению подачи метчика.,, уравновешивают противоположные усилия, предотвращая таким образом возникновение волнистости витков резьбы.
Расположение радиусных выступов ..только в области деформируюшдх граней уме35 ньшает крутяш -1Й момент на метчике п соответственно С П1жает его износ.
Метчик может изготовлен раздельным шлифованием и затылованием fQ нравых и левых боковых сторон образующих профиля.
Формула изобретения
г 1« Бесстружечный метчик, состоящий из хвостовой части и резьбовой части, содержащей деформирующие грани по вершин ам и радиусные выступы по образующим резьбового профиля, расположенные относительно друг друга со смещением, о т л и ч а ю щ и и с я тем, что, с целью повьш1ения точности резьбы, радиз сные выступы размещены в пределах каждой деформирующей грани, причем радиус выступа на образующей профиля, обращенной к резьбовой части метчика, меньше радиуса выступа на образующей профиля, обращенной к хвостовой части метчика.
30
50
55
31278134
2. Метчик ПОП.1, отличаю-смещены относительно рад(гусньгх выстущ и и с я тем, что радиусные высту-пов,расположенных на образующей профи.пы, расположенные на образующей про-ля,обращенной к резьбовой части,в напфиля, обращенной к хвостовой части,равлении угла подъема резьбы метчика. 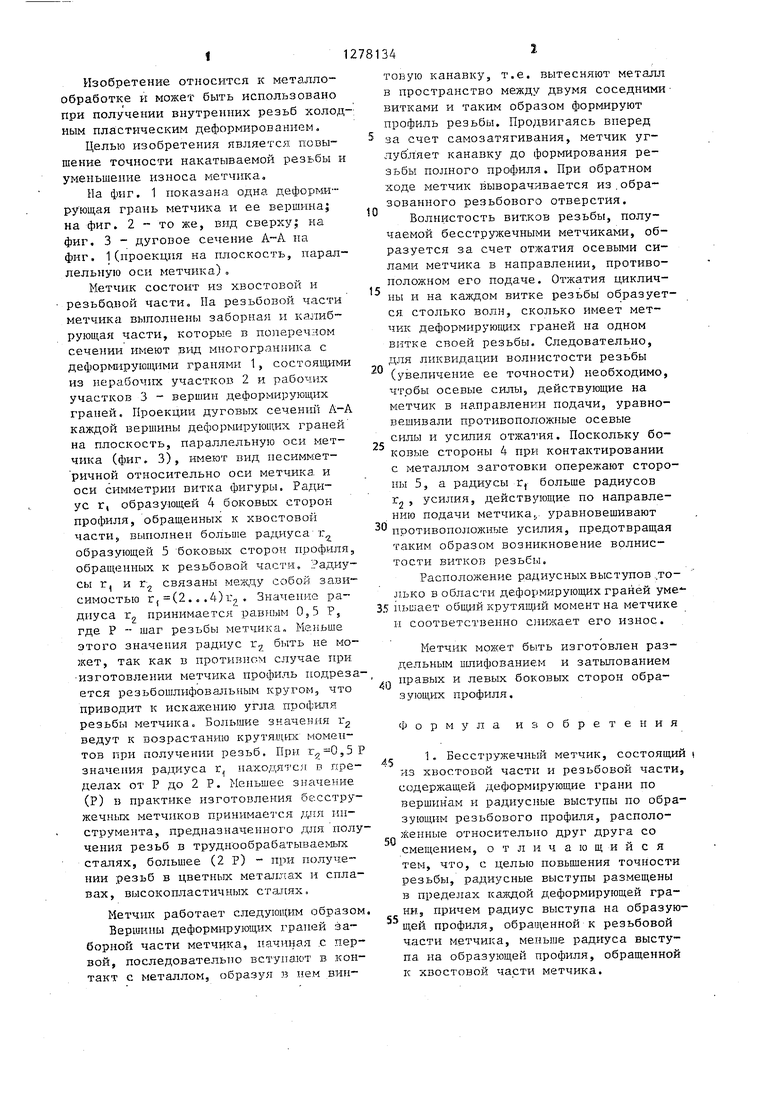
| название | год | авторы | номер документа |
|---|---|---|---|
| Деформирующий метчик | 1985 |
|
SU1407710A1 |
| Бесстружечный метчик | 1986 |
|
SU1466859A1 |
| МЕТЧИК БЕССТРУЖЕЧНЫЙ | 1991 |
|
RU2009750C1 |
| Бесстружечный метчик | 1981 |
|
SU997933A1 |
| Бесстружечный метчик | 1988 |
|
SU1639854A1 |
| Метчик | 1987 |
|
SU1516207A1 |
| Бесстружечный метчик | 1977 |
|
SU735369A1 |
| Метчик бесстружечный | 1981 |
|
SU1036483A1 |
| Метчик | 1980 |
|
SU1134321A1 |
| Способ изготовления бесстружечных метчиков | 1987 |
|
SU1523237A1 |
Изобретение может быть использовано в обработке металлов давлением и позволяет повысить точность накатывания резьбы и уменьшить износ накатного инструмента-метчика. Для этого на боковой поверхности профиля метчика, имеющего деформирующие гра;ни, размещены радиусные выступы. Ра- диусы деформирующих выступов, разме:щенных на различных боковых поверхностях профиля, выполнены различными. Радиус выступа на боковой поверхности,- обращенной к резьбовой части, меньше радиуса выступа на боковой стороне, обращенной к хвостовой части. Боковые стороны с большими радиусными выступами при выворачивании метчика опережают боковые стороны с меньшими радиусами. Усилия, действующие по направлению метчика и «вызывающие волнистость резьбы, уравновешивают противоположные усилия. Уменьшение износа метчика обеспечивается за счет смещения радиусных выступов на боковых сторонах профиля от положения противофазы. 1 з.п. ф-лы, 3 ил. с с ел 1чЭ ч 00 ЦваЛ 00 
Ось метчика
п
Ось симмет- рии Вмтна
I
г
Ф{Аг,.2
Фиг.З
| Бесстружечный метчик | 1977 |
|
SU735369A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
