Изобретение относится к области обработки металлов давлением и может быть использовано при получении внутренних резьб.
Цель изобретения - выполнение смазочных канавок метчика без снижения прочности его резьбовой части.
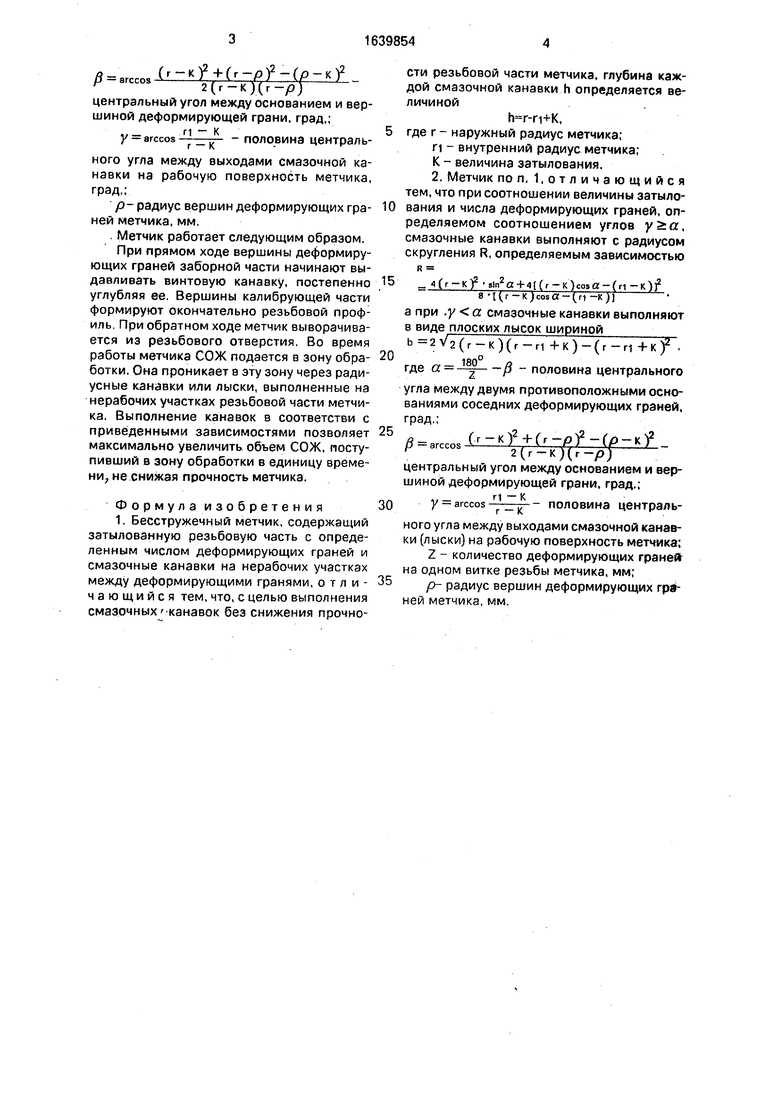
На фиг. 1 показана резьбовая часть метчика с радиусной канавкой на нерабочем участке деформирующей грани, поперечное сечение; на фиг. 2 - то же, с лыской.
Метчик состоит из рабочей резьбовой части с деформирующими гранями 1 и хвостовика (не показан) Каждая деформирующая грань 1 состоит из вершин 2 (рабочих участков деформирующих граней) в нерабочих участков 3, заключенных между деформирующими гранями 1. На нерабочих участках 3 могут быть выполнены радиусные канавки 4 (фиг. 1) или лыски 5 (фиг. 2), глубина которых равна
h r-n+K,
где г - наружный радиус метчика, мм;
п - внутренний радиус метчика, мм;
К - величина затылования метчика, мм.
В случае, когда соблюдается соотношение у а на нерабочих участках 3 метчиков выполняют смазочные канавки 4 с радиусом скругления я
4 (г -K)2slng+4l(r -lQcosg-(ri -К if 8(г -К)со50-(п -К )
а в случае, когда соблюдается соотношение у о., смазочные канавки выполняют в виде плоских лысок шириной
Ь 2 V2(r -K)(r-n +K)-(r -П +К)2 ,
где а -1-8в -/ - половина центрального
угла между двумя противоположными основаниями соседних деформирующих граней, град;
Z - количество деформирующих граней,
О GJ Ю 00 СЛ 4
ft
arccos
(((о-К
2(r-K)(r-p)
центральный угол между основанием и вершиной деформирующей грани, град,;
у arccos г1 - половина центральг К
ного угла между выходами смазочной канавки на рабочую поверхность метчика, град.;
р- радиус вершин деформирующих граней метчика, мм.
Метчик работает следующим образом.
При прямом ходе вершины деформирующих граней заборной части начинают выдавливать винтовую канавку, постепенно углубляя ее. Вершины калибрующей части формируют окончательно резьбовой профиль. При обратном ходе метчик выворачивается из резьбового отверстия, Во время работы метчика СОЖ подается в зону обработки. Она проникает в эту зону через радиусные канавки или лыски, выполненные на нерабочих участках резьбовой части метчика. Выполнение канавок в соответстви с приведенными зависимостями позволяет максимально увеличить объем СОЖ, поступивший в зону обработки в единицу времени, не снижая прочность метчика.
Формула изобретения 1. Бесстружечный метчик, содержащий затылованную резьбовую часть с определенным числом деформирующих граней и смазочные канавки на нерабочих участках между деформирующими гранями, отличающийся тем, что, с целью выполнения смазочных канавок без снижения прочности резьбовой части метчика, глубина каждой смазочной канавки h определяется величиной
h r-n+K, где г - наружный радиус метчика;
п - внутренний радиус метчика; К - величина затылования. 2. Метчик по л, 1,отличающийся тем, что при соотношении величины затыло- вания и числа деформирующих граней, определяемом соотношением углов , смазочные канавки выполняют с радиусом скругления R, определяемым зависимостью R
-«(f-K lifo+4l(f-K)(fi-lOf 8 -ЦТ-Косова -(П -К)}
а при .у а смазочные канавки выполняют в виде плоских лысок шириной
(f-K)(r-r1 +K)-(r-n+K)Z .
z -fi - половина центрального
180о
где а 1ао
5
угла между двумя противоположными основаниями соседних деформирующих граней,
град,;
(r-Kf-Kr-pf-Cp-Kf 2(г-К)(г-р)
центральный угол между основанием и вершиной деформирующей грани, град.;
ft
arccos
М - К 30У arccos
- половина центрального угла между выходами смазочной канавки (лыски) на рабочую поверхность метчика; Z - количество деформирующих граней на одном витке резьбы метчика, мм; р- радиус вершин деформирующих граней метчика, мм.
Of
Л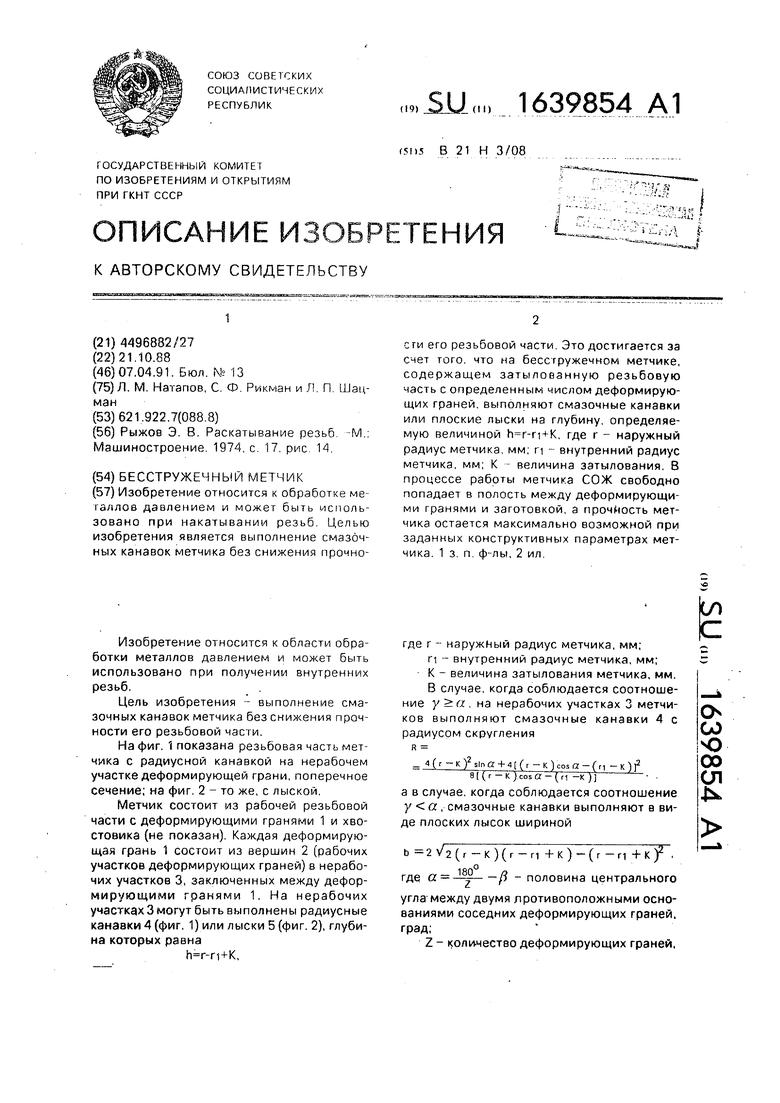
| название | год | авторы | номер документа |
|---|---|---|---|
| МЕТЧИК БЕССТРУЖЕЧНЫЙ | 1991 |
|
RU2009750C1 |
| Способ изготовления бесстружечных метчиков | 1985 |
|
SU1338945A1 |
| Способ получения резьбы на гайках | 1985 |
|
SU1430159A1 |
| Бесстружечный метчик | 1981 |
|
SU997933A1 |
| Бесстружечный метчик и устройство для его изготовления | 1987 |
|
SU1466860A1 |
| Бесстружечный метчик | 1985 |
|
SU1278134A1 |
| Способ настройки при изготовления метчиков на резьбошлифовальных станках и устройство для его осуществления | 1990 |
|
SU1748997A1 |
| Метчик и способ его изготовления | 1976 |
|
SU589096A1 |
| Бесстружечный метчик | 1988 |
|
SU1637924A1 |
| Способ заточки метчиков | 1989 |
|
SU1683978A1 |
Изобретение относится к обработке металлов давлением и может быть использовано при накатывании резьб Целью изобретения является выполнение смазочных канавок метчика без снижения прочносги его резьбовой части Это достигается за счет того что на бессгружечном метчике, содержащем затыловзнную резьбовую часть с определенным числом деформирующих граней, выполняют смазочные канавки или плоские лыски на глубину, определяемую величиной h r-ri+K, где г - наружный радиус метчика мм, п - внутренний радиус метчика, мм, К величина затылования. В процессе работы метчика СОЖ свободно попадает в полость между деформирующими гранями и заготовкой, а прочность метчика остается максимально возможной при заданных конструктивных параметрах метчика 1 з п ф-лы, 2 ил
Фиг. 1
-С
| Рыжов Э | |||
| В | |||
| ПРИБОР ДЛЯ ЗАПИСИ И ВОСПРОИЗВЕДЕНИЯ ЗВУКОВ | 1923 |
|
SU1974A1 |
