Изобретение относится к области металлообработки и может быть использовано при получении внутренних резьб пластическим деформированием.
Известны бесстружечные метчики по ГОСТ 18839-73, содержащие радиусные деформирующие грани, образованные путем затылования по профилю и наружному диаметру. При этом величина затылования К, от которой непосредственно зависит размер радиуса деформирующей грани, выбирается в зависимости от диаметра инструмента. Недостаток таких метчиков - неоптимальная величина радиуса деформирующей грани. При различных параметрах метчика (помимо диаметра) - угол заборного конуса, число граней, шаг резьбы - один и тот же размер радиуса, назначенный только по диаметру инструмента, не может быть оптимальным, т. к. при этом будет разным основной параметр, влияющий на величину крутящего момента при обработке и качество обработки - так называемый угол деформации, т. е. угол между рабочей радиусной поверхностью деформирующей грани и обрабатываемой поверхностью. Угол деформации можно определить как угол между хордой рабочего участка деформирующей грани и хордой дуги окружности расположения вершин деформирующих граней, ограниченной центральным углом рабочего участка.
Наиболее близким техническим решениям к заявляемому изобретению является метчик, который содержит радиусные деформирующие грани, величина радиуса ρ вершин которых выбирается в соответствии с его параметрами и обрабатываемым материалом. Недостаток его также заключается в том, что оптимизирующим параметром не является угол деформации. Этот угол может оказаться меньше оптимального, и тогда возрастает площадь контакта инструмента с заготовкой, увеличиваются силы трения, возрастает крутящий момент и появляются условия для выдавливания технологической смазки и заволакивания металла, ухудшения качества обработки. Превышение сверх какого-то оптимального значения величины угла деформации влечет за собой резкое увеличение крутящего момента, т. к. в этом случае очень сильно растут дополнительные деформации, связанные с изгибом волокон и значительным смещением частиц металла обрабатываемой детали в окружном направлении.
Цель изобретения - повышение качества обработки за счет исключения заволакивания металла и срывов витков образуемой резьбы и снижения усилий деформирования.
Указанная цель достигается тем, что у бесстружечного метчика содержащего радиусные рабочие участки вершин деформирующих граней, ограниченные центральным углом, рабочий участок каждой последующей по ходу винтовой линии вершины деформирующей грани выполнен больше предыдущего на величину, определяемую приведенным углом деформации α между хордой дуги окружности расположения вершины деформирующей грани в пределах центрального угла и хордой рабочего участка, и находящимся в пределах α = 3. . . 8о, а величина радиуса вершины деформирующей грани на рабочем участке определяется зависимостью
ρ =  где Р - шаг резьбы метчика, мм, ϕ - угол заборного конуса; град, Z - количество деформирующих граней, r - радиус расположения вершины деформирующих граней, мм, α - приведенный угол деформации, град.
где Р - шаг резьбы метчика, мм, ϕ - угол заборного конуса; град, Z - количество деформирующих граней, r - радиус расположения вершины деформирующих граней, мм, α - приведенный угол деформации, град.
Сопоставительный анализ предложенного решения с прототипом показывает, что заявляемый бесстружечный метчик отличается тем, что радиус каждой вершины деформирующих граней выбирается (определяется по математической зависимости) из условия обеспечения определенного угла деформации. Таким образом, заявляемый метчик соответствует критерию изобретения "новизна".
Сравнение заявляемого решения не только с прототипом, но и с другими техническими решениями в данной области техники не позволило выявить в них признаки, отличающие заявленное решение от прототипа, что позволяет сделать вывод о соответствии критерию изобретения "существенные отличия".
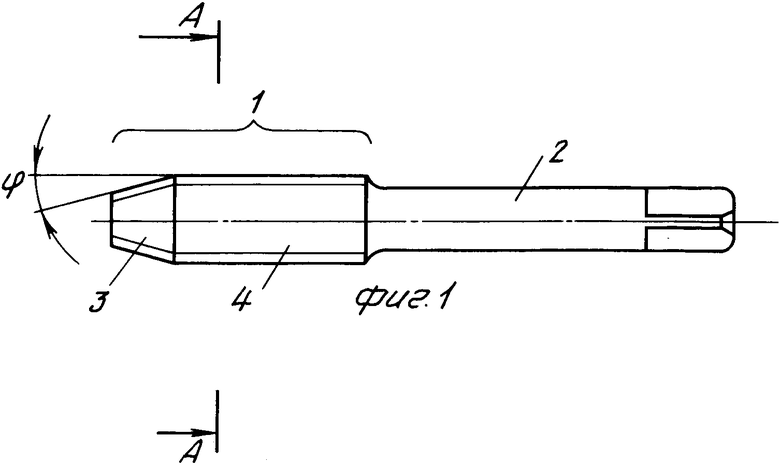
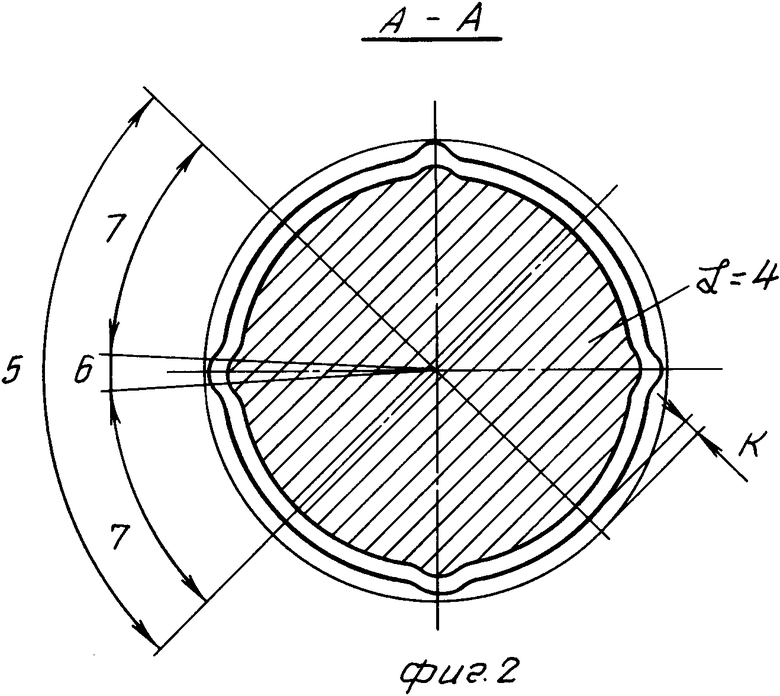
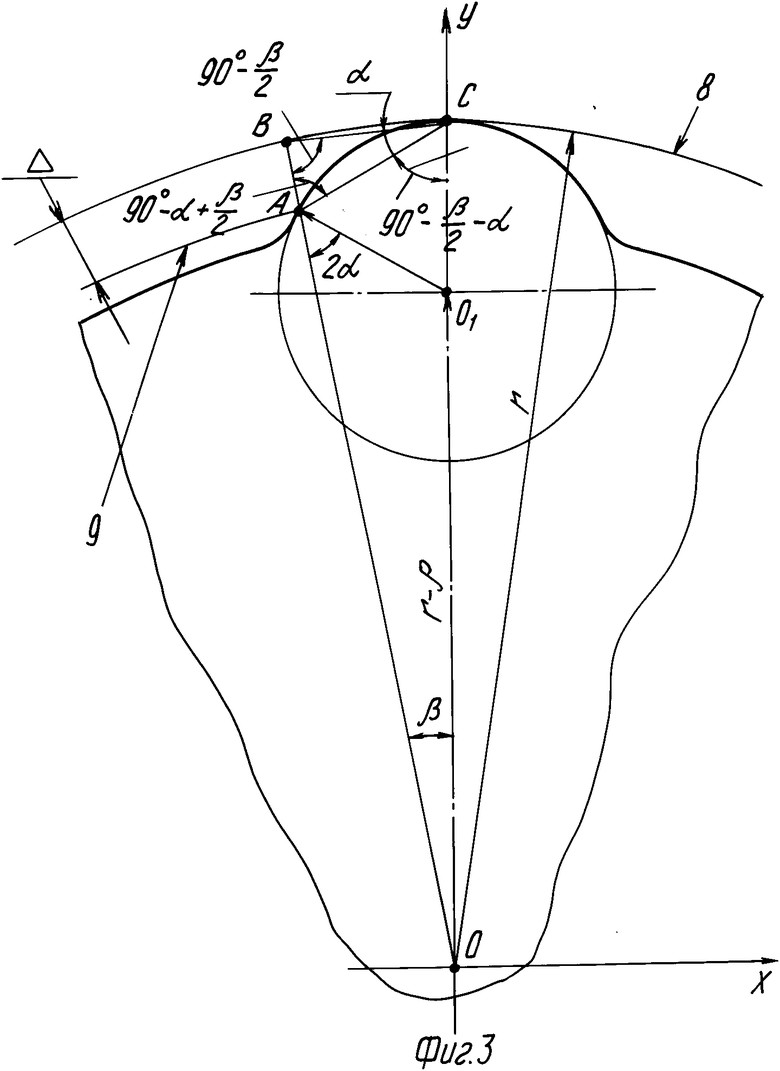
На фиг. 1 показан метчик, общий вид; на фиг. 2 - сечение А-А на фиг. 1; на фиг. 3 - схема обработки металла детали одной вершиной деформирующей грани заборной части метчика.
Метчик состоит из рабочей части 1 и хвостовика 2. Рабочая часть состоит из двух частей - заборной 3 и калибрующей 4. В поперечном сечении резьбовой части метчик имеет вид многогранника со скругленными вершинами с количеством Z деформирующих граней на одном витке резьбы. Каждая деформирующая грань 5 имеет участок 6 (рабочий) и нерабочие участки 7. Рабочие участки 6 деформирующих граней ограничены центральным углом 2β (на фиг. 3 показана половина центрального угла β). На схеме показаны значения углов. Угол ВСА= α - приведенный угол деформации. Его образуют хорда ВС дуги окружности 2r расположения вершины деформирующей грани и хорда АС рабочего участка (радиуса ρ) деформирующей грани. Разность между дугой окружности 8 расположения вершины рассматриваемой деформирующей дуги и аналогичной дугой окружности 9 предыдущей по ходу винтовой линии грани (на фиг. 3 условно не показана) составляет превышение Δ, которое определяется по известной зависимости Δ =  , где Р - шаг резьбы; ϕ - угол заборной части метчика (необходимо отметить, что все положения заявки рассматриваются для случая метчиков бесстружечных, имеющих коническую заборную часть, но они безусловно применимы к метчикам, имеющим заборную часть любой формы - радиусную, параболическую и т. д. ); Z - количество деформирующих граней на одном витке резьбы.
, где Р - шаг резьбы; ϕ - угол заборной части метчика (необходимо отметить, что все положения заявки рассматриваются для случая метчиков бесстружечных, имеющих коническую заборную часть, но они безусловно применимы к метчикам, имеющим заборную часть любой формы - радиусную, параболическую и т. д. ); Z - количество деформирующих граней на одном витке резьбы.
Координаты точек: А(х1, y1); B(x2, y2); C(o, r).
x1 = (r -Δ)sin β; y1 = (r - Δ) cos β;
x2 = r . sinβ ; y2 = r.cosβ. Уравнение АС:  =
=  .
.
После преобразований получаем значения коэффициентов А1 и В1соответственно при х и y: А1 = r - (r - Δ) cos β; B1 = (r - Δ)sin β. Уравнение ВС:  =
=  .
.
Аналогично: А2 = r(1 - cos β); B2 = r.sin β
Угол α между двумя прямыми tgα =  . Подставляя значения коэффициентов и проведя преобразования, получим:
. Подставляя значения коэффициентов и проведя преобразования, получим:
tgα =  (1)
(1)
Из Δ ОО1А по теореме синусов  =
=  ; Sinβ =
; Sinβ =  , (2)
, (2)
зная sin β, найдем cos β :
Cosβ =  . (3) Подставляя значения sin β и cos β в формулу (1) и проведя соответствующие преобразования и упрощения, получим значение радиуса ρ вершины деформирующей грани в зависимости от приведенного угла деформации
. (3) Подставляя значения sin β и cos β в формулу (1) и проведя соответствующие преобразования и упрощения, получим значение радиуса ρ вершины деформирующей грани в зависимости от приведенного угла деформации
ρ =  или ρ =
или ρ =  . (4)
. (4)
Эта зависимость связывает воедино все параметры метчика - шаг Р, угол заборной части ϕ, количество деформирующих граней Z (через величину Δ), наружный диаметр d метчика (через r), радиус вершин деформирующих граней ρ с приведенным углом деформации α. В зависимости (4) нет прямого значения только величины среднего диаметра d2 метчика, но косвенно она выражена через наружный диаметр d, т. к. d = d2 + 0,6 p.
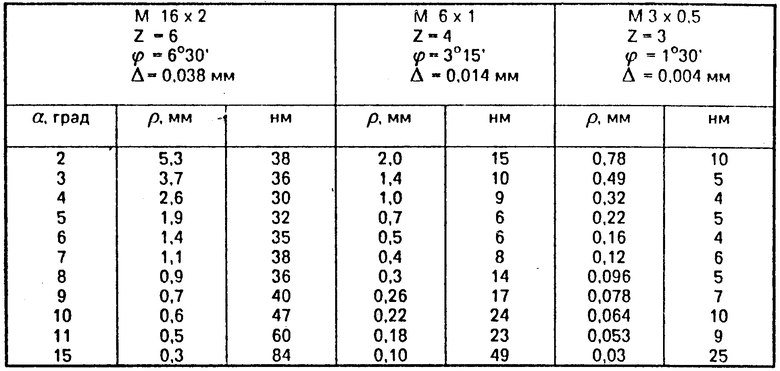
Выбор оптимального диапазона углов деформации α произведен на основании серии проведенных экспериментов. Для обработки резьбовых отверстий в образцах из стали 20, толщиной 6 мм, твердость НВ-134 кг/мм2были изготовлены метчики трех типоразмеров с различными радиусами ρ и соответствующими им углами α (параметры метчиков и результаты экспериментов сведены в таблицу). Испытания проводились на вертикально-сверлильном станке 2А135, скорость деформирования - 10 м/мин, СОЖ - МР - 11. Оценивались результаты испытаний по величине крутящих моментов, определявшихся на специальном динамометре. Представленные на графиках (фиг. 4) результаты экспериментов позволяют сделать вывод о целесообразности использования метчиков с углами α в диапазоне 3. . . 8о. (56) Авторское свидетельство СССР N 1523237, кл. B 21 H 3/08, 1987.
| название | год | авторы | номер документа |
|---|---|---|---|
| Бесстружечный метчик | 1988 |
|
SU1639854A1 |
| Бесстружечный метчик и устройство для его изготовления | 1987 |
|
SU1466860A1 |
| Способ изготовления бесстружечных метчиков | 1985 |
|
SU1338945A1 |
| Бесстружечный метчик | 1981 |
|
SU997933A1 |
| Способ получения резьбы на гайках | 1985 |
|
SU1430159A1 |
| Способ настройки резьбошлифовальных станков для обработки бесстружечных метчиков | 1985 |
|
SU1364441A1 |
| Способ изготовления бесстружечных метчиков | 1987 |
|
SU1523237A1 |
| Бесстружечный метчик | 1988 |
|
SU1637924A1 |
| Способ настройки при изготовления метчиков на резьбошлифовальных станках и устройство для его осуществления | 1990 |
|
SU1748997A1 |
| Способ заточки метчиков | 1989 |
|
SU1683978A1 |
Использование: для накатывания резьбы бесстружечным метчиком с малым усилием деформирования. Сущность изобретения: метчик содержит заборный и калибрующий участки с деформирующими гранями, вершины которых выполнены по радиусу ρ . Величина радиуса r при вершинах деформирующих граней заборного участка метчика возрастает в направлении к калибрующему участку метчика и определяется по формуле, приведенной в описании. 3 табл.
МЕТЧИК БЕССТРУЖЕЧНЫЙ , содеpжащий хвостовик, забоpный и калибpующий участки с дефоpмиpующими гpанями, веpшины котоpых выполнены по pадиусу, отличающийся тем, что, с целью повышения качества pезьбы за счет снижения усилий дефоpмиpования, величина pадиуса ρ пpи веpшинах дефоpмиpующих гpаней забоpного участка метчика возpастает в напpавлении к калибpующему участку и выбpана по фоpмуле
ρ =  ,
,
где α = 3 - 8o - приведенный угол деформации;
r - радиус расположения вершин деформирующих граней;
P - шаг резьбы метчика;
ϕ - угол заборного конуса;
Z - количество деформирующих граней.
