Изобретение относится к упаковочной технике и может быть использован например, в рыбной промьшшенности для затаривания рыбы в бочки,
Цель изобретения повьпиение качества укупорки за счет того, что донья подбирают по верхнему диа1 1етру бочки и исключается смеш.ение бочек относительно датчиков.
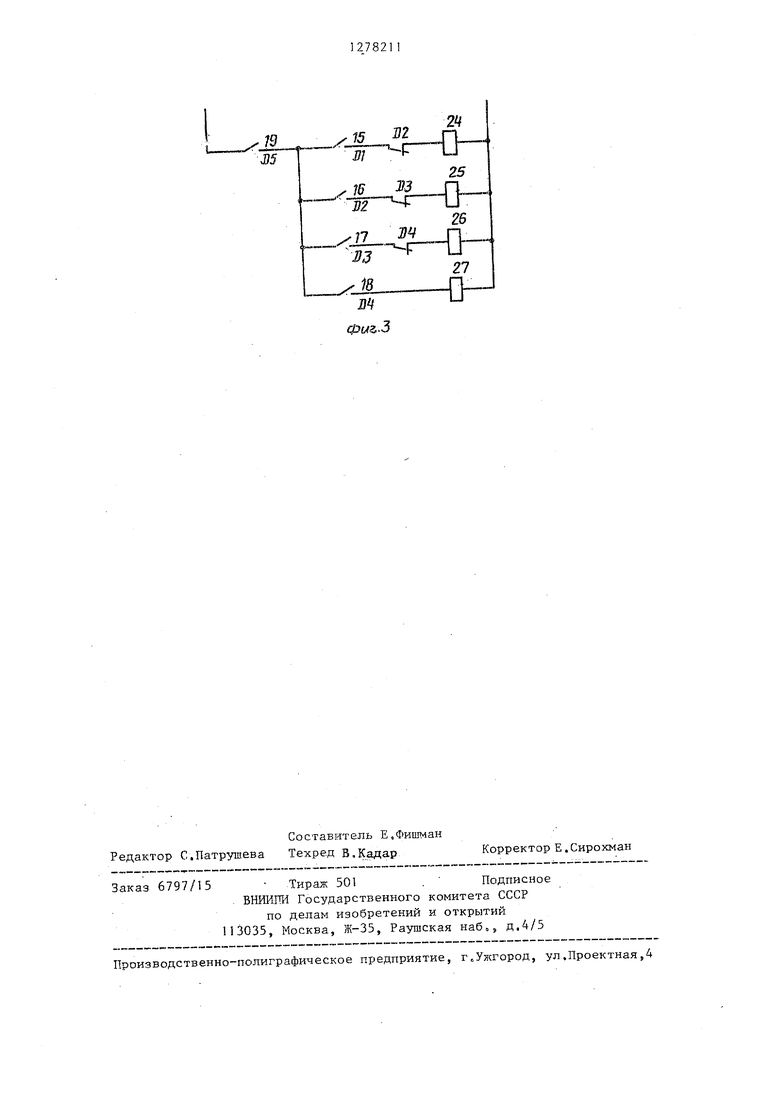
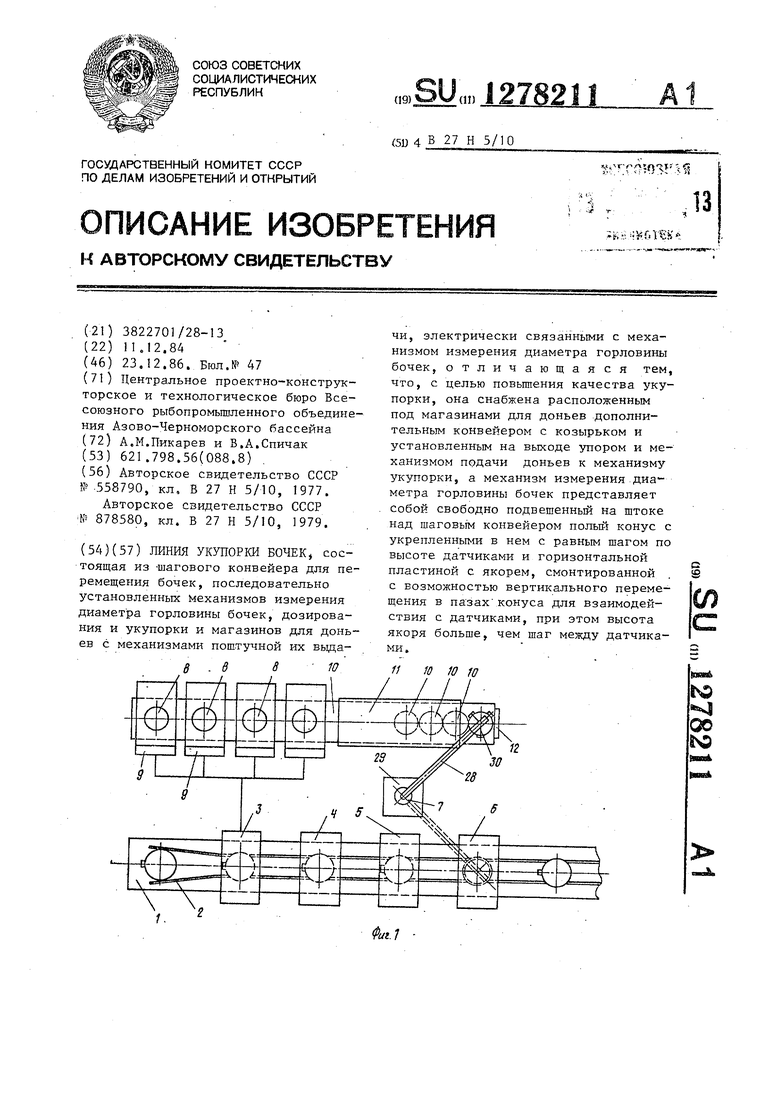
На. фиг,1 изобралсена принципиальная схема предложенной линии; на (})иг,2 -- механизм измерений диаметра горловнны бочки; на фиг.З - электрическая схема управления.
Линия состоит из шагового конвейера 1 с направляющдац- 2, последова- TejjbHo расположенных над, ним с тагом равньП его шагу, .механизма 3 измерения диаметра горловины бочки, механизма 4 дозирования и наполнения бочек , приспособления 5 для снятия уторного обруча и механизма 6 укупор и бочек., механизма 7 подачи доньев t механизму 6 укупорки бочек, магазинов 8 для доньев с механизмами У поштучной их выдачи, расположенного .под ними дополнительного конвейера 10 с козырьком П и установленными на выходе упором 12, при этом меха- низм 3 измерения диаметра горловины бочки представляет собой свободно подвешенный на пггоке 13 полый конус 14 с укрепленными па нем с равным шагом по высоте датчиками 15 - 19 и горизонтальной пластиной 20 с якорем 21, смонтированной с возможностью вертикального перемещения в пазах 22 конуса 14,, при этом высота Я1;о1ря 21 больше,, чем шаг между датчиками 15-18,
Предлагаемая линия работает следующим образом.
Т1редварительн.о рассортнрованные на размерные группы донья загружают в магазины 8 с механизмами 9 поштучной вылачи.
Бочки 23 устанавливают на шаговы конвейер 1 между нанравляющими 2, который перемещает их к механизмам, В момент остановки после катедого шага конвейера 1 бочка 23 последовательно останавливается под механизмми 3-6 соответственно. При этом направляющие 2 предохраняют бочку 2 от смещения, В результате при остановке бочки 23 ее горловина находится строго под соответствуюш,им механизмом. При остановке бочки 23 под
10
78211
механизмом 3 измерения диаметра горловины срабатывает магнитный пускатель, управляющий электродвигателем конвейера 1 (не показаны. По сигналу от магнитного пускателя об остановке конвейера ) шток 13 с конусом 14 начинает перемещаться вниз. Нижний конец конуса 14 входит в горловину бочки 23..Гланка 20 при этом упирается в верхнюю кромку бочки 23 и при последующем опускании конуса 14 в бочку 23 проходит в пазах 22 конуса .14, оста1 аясь неподвижной. Таким образом происходит автоматическая настройка механизма 3 на возможный разброс высот и диаметров горловины бочек..,
При дальнейшем движении вниз конуса 14 якорь 21 носледовательно входит в зону чувствительности датчиков 15 - 19, Датчики при этом выда(5
20
ют сигнал, но исполнительные приводы 24 - 27 механизмов 9 поштучной вьщачи доньев не срабатывают, так
как разомкнут контакт датчика 19. При полной посадке конуса 14 в бочку 23 он останавливается. При этЬм якорь 21 находится в зоне чувствительности одного или двух со.седних датчиков 15 - 18. Так как Ь oi , то исключена, возможность установки якоря 21 в мертвой зоне - зоне нечувствительности измерительных датчиков .Шток 1 3 продолжает снижаться,заходит в полость конуса 14 и попадает в зону чувствительности датчика 1 9 Датчик 1 9 при этом срабатывает и замыкает цепь соответствующего исполнительного привода механизма 9 поштучной выдачи доньев. Например, якорь 21 остановился в зоне действия датчика 17. Тогда контакт для датчика 17 замкнется и при срабатывании датчика 19 замкнется его контакт, В результате сработает ис- /
полнительный привод, 26 соответгтвзто- щего механизма 9, который выдает из магазина донышко. Диаметр вьщанного донышка будет соответствовать диаметру гоиловины измеряемой бочки 23.
В случае остановки якоря 21 в зоне чувствительности одновременно двух соседних датчиков, например 16 и 17, сработает исполнительный привод-26 магазина с большим диаметром доньев, так как нормально замкнутый контакт датчика 7 в цепи привода 25 разомкнется , т.е. будет вьщано только одно доньшко.
3
в результате донышко из соответствующего магазина падает на конвейер 10, конус 14 поднимается, бочка 23 перемещается на следующую позицию - под механизм А дозирования и наполнения, а под измерительный механизм 3 поступает следующая бочка 23, к которой аналогичным образом подбирается доньшко соответствующего диаметра. При этом конус 14 осущ ствляет надежную центровку горловины бочки 23 относительно датчиков 15 - 18, что повышает точность обмера ее диаметра, а исключение загрязнения датчиков 15-19 рассолом Ьбеспечивает их четкую работу, что повьппает надежность срабатывания механизмов 9 поштзгчной выдачи доньев из магазинов.
Поскольку ролики конвейера IО вращаются непрерывно, а скорость их вращения подобрана такой, что за время одного измерения диаметра горловины бочки 23.доньш1ко проходит путь, равный месту, занимаемому магазинами доньев с механизмами 9 их поштучной вьщачи. Поэтому к моменту выдачи второго доньшгка первое уже займет место под козырьком 11. При переходе первой бочки 23 на тре тью позицию - снятие уторного обруча, вторая бочка 23 станет под механизм 4, а третья - под механизм 3.: это время первое доньцпко до10
15
78211
идет до упора 12, второе войдет под козырек 11, а после измерения диаметра горловины третьей бочки на конвейер 10 упадет и третье доньпико. Все
три доньш1ка расположены в той же последовательности, что и измеренные бочки 23. При очередном шаге конвейера 1 первая бочка 23 попадает под механизм 6 укупорки. По сигналу от магнитного пускателя об остановке конвейера приводится в движение механизм 7 подачи доньев. Штанга 28 под действием основания 29 опускается на разгрузочный конец конвейера 10 перед упором 12, при помощи захвата 30 поднимает первое доньшгко и опускает его на первую бочку. 23 под механизм 6 укупорки. После укупорки первая бочка 23 перемещается на следующую операцию (не показана), а под механизмом 6 укупорки останавливается вторая бочка 23. В то же время на место первого Доньш1ка на разгрузоч25 ный конец конвейера 10ч к упору 12 из-под козырька 11 постзтгает второе донышко, подобранное ко второй бочке 23. Козырек 11 при этом обеспечивает взаимодействие захвата 30 штанги 28 только с тем доньшжом, которое находится у упора 12, т.е. диа,метр которого соответствует диаметру горловины бочки 23, которая в этот момент находится под меха низмом 7 уку- порки.
20
30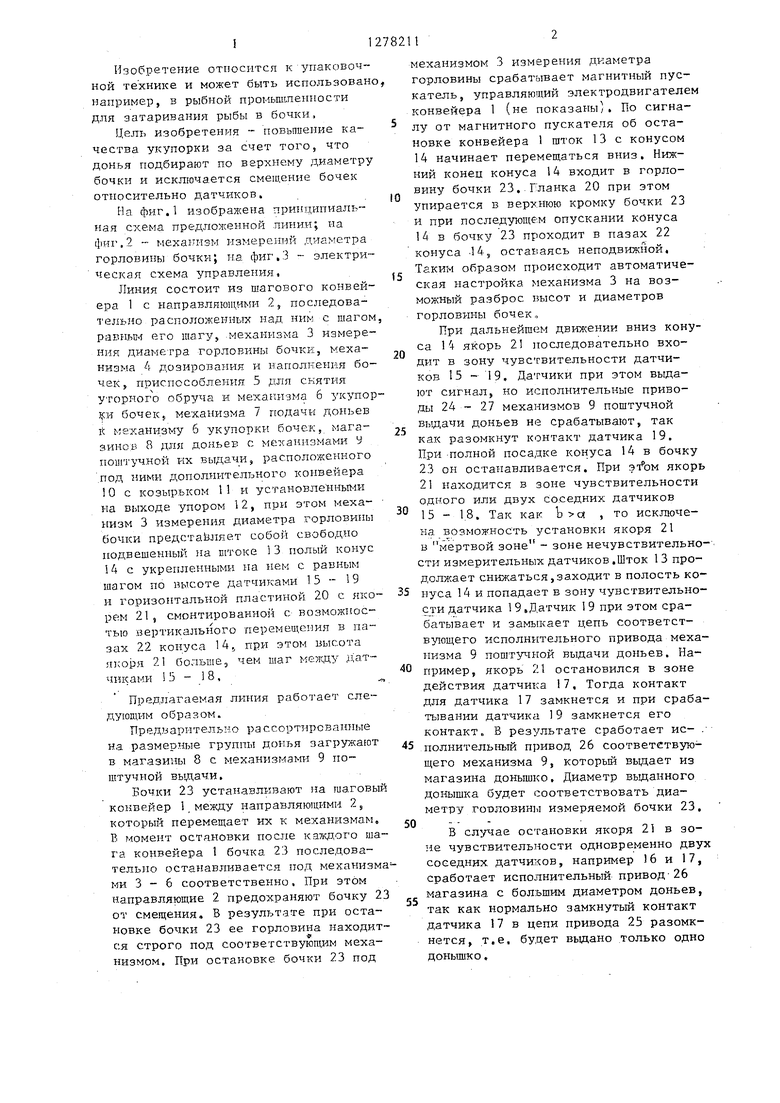

| название | год | авторы | номер документа |
|---|---|---|---|
| Линия укупорки бочек | 1979 |
|
SU878580A1 |
| Способ укупорки деревянных бочек и устройство для его осуществления | 1983 |
|
SU1122608A1 |
| Устройство для укупорки бочек | 1980 |
|
SU1018850A1 |
| Станок для сборки бочек | 1991 |
|
SU1822818A1 |
| УСТРОЙСТВО ДЛЯ УКУПОРКИ БОЧЕК | 1971 |
|
SU291809A1 |
| Устройство для вскрытия и укупорки бочек | 1974 |
|
SU558790A1 |
| УСТРОЙСТВО ДЛЯ УКУПОРКИ И ОТКУПОРКИ БОЧЕК | 1966 |
|
SU187610A1 |
| Устройство для формирования обратной стороны кольцевого сварного шва | 1987 |
|
SU1468704A1 |
| УСТРОЙСТВО для УКУПОРКИ БОЧЕК | 1966 |
|
SU180960A1 |
| Способ изготовления бумажного стаканчика и устройство для его осуществления | 1986 |
|
SU1452710A1 |
IS /i-
йл.г
6797/15
Тираж 501 , Подписное . BHHlirni Государственного комитета СССР
по делам изобретений и открытий 113035, Москва, Ж-35, Раушская набо д.4/5
Производственно-полиграфическое предприятие, г.Ужгород, ул.Проектная,4
| Устройство для вскрытия и укупорки бочек | 1974 |
|
SU558790A1 |
| Линия укупорки бочек | 1979 |
|
SU878580A1 |
| Прибор с двумя призмами | 1917 |
|
SU27A1 |
