Изобретение относится к тарной промышленности, в частности к станкам для сборки бочек, и может быть использовано в области бондарного производства.
Цель изобретения - расширение технологических возможностей.
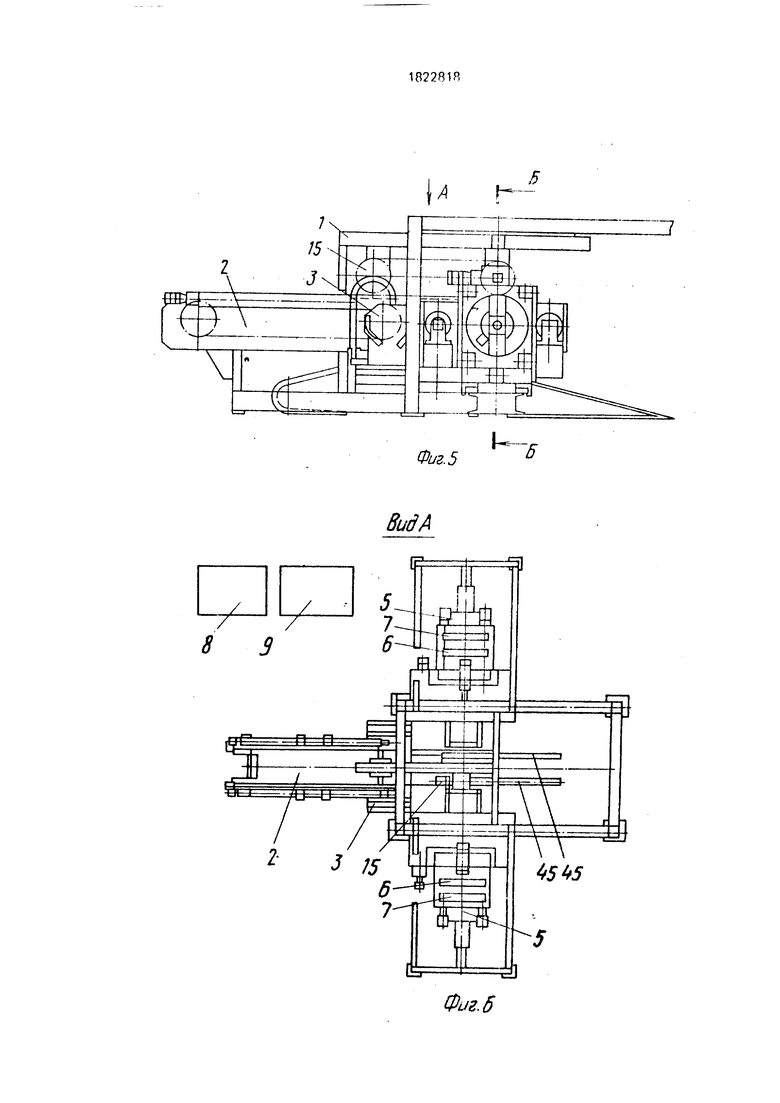
На фиг.1 показана кинематическая схема станка, правая часть; фиг.2 - схема механизма подачи клепки в улитку; фиг.З - схема направляющих стола; на фиг.4 - схема кассеты магазина; на фиг.5 - главный вид станка; на фиг.6 - вид по стрелке А на фиг.5; на фиг,7 - разрез Б-Б на фиг.5,
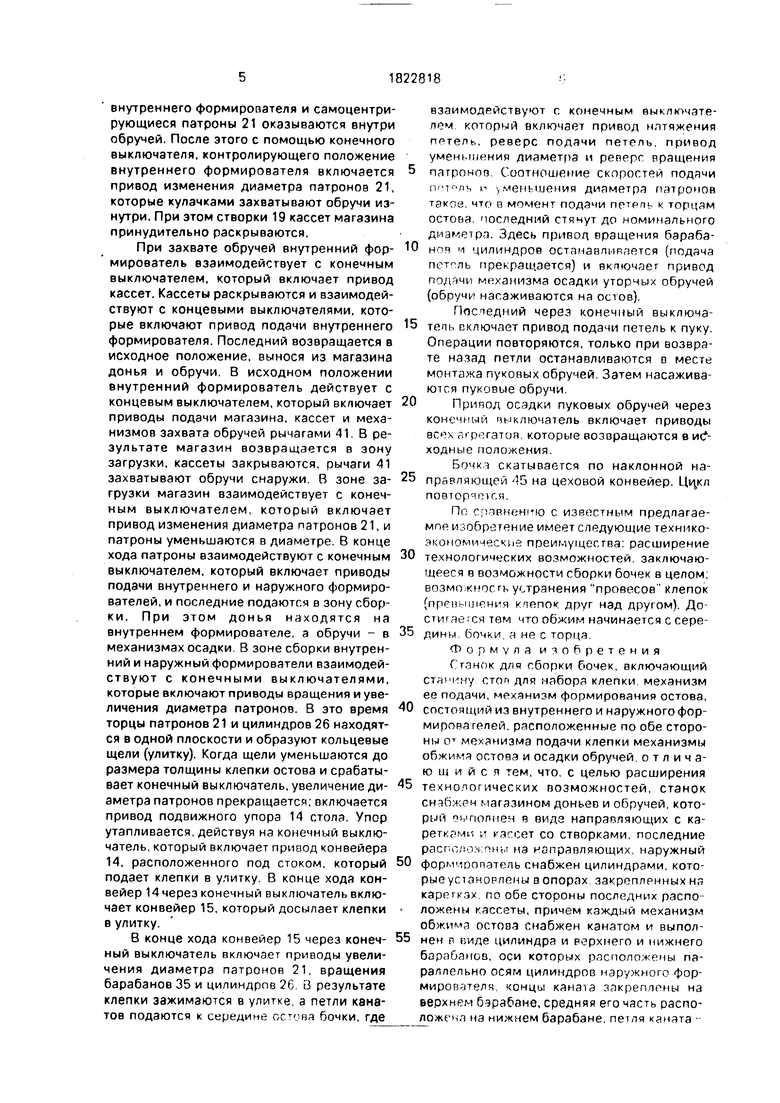
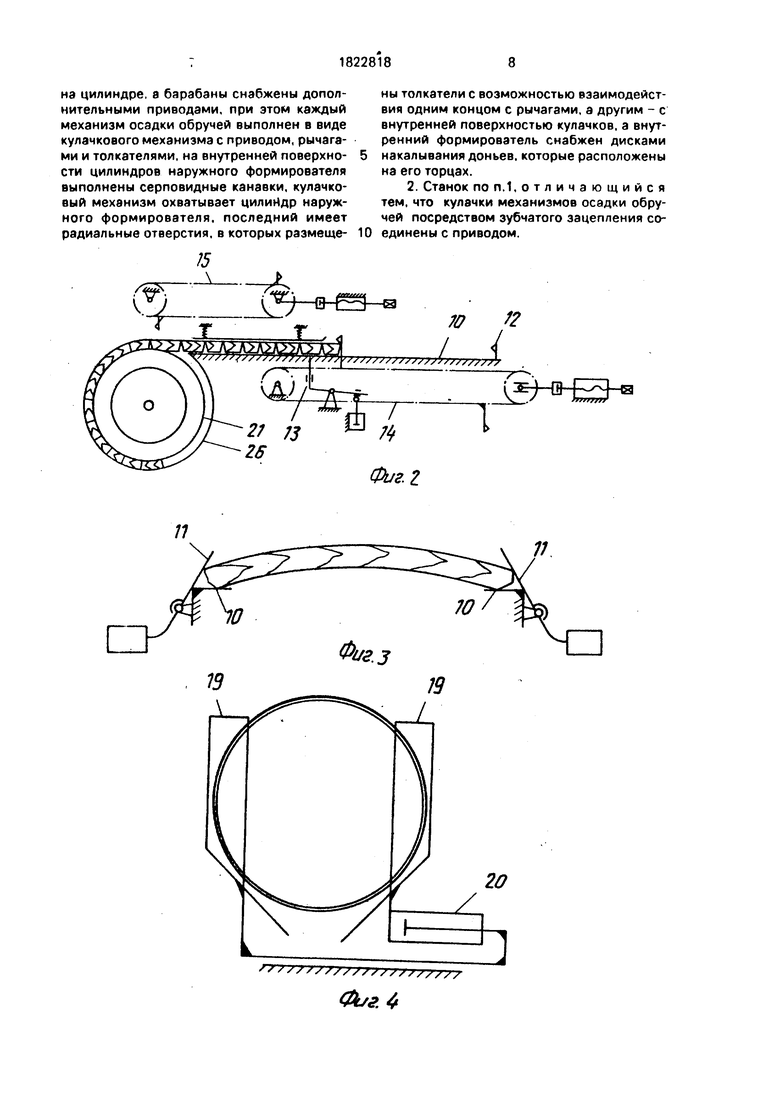
Станок включает станину 1 и установленные на ней стол 2 для набора клепки остова, механизм подачи клепки, механизм, состоящий из внутреннего 4 и наружного 5 формирователей, механизм б осадки утор- ных обручей и механизм 7 осадки луковых обручей, электропривод 8; гидропривод 9. Стол 2 включает неподвижные направляющие 10, подвижные направляющие 11с приводом, неподвижный упор 12, подвижный упор 13 с приводом. Механизм подачи клепки включает конвейеры 14 и 15. Магазин включает каретку 16 с двумя кассетами 17. Каретка может перемещаться по направляющим станины 1 в направлении конвейеров -приводом 18, Кассеты расположены по обе стороны от направления подачи клепки и включают в себя подвижные створки 19с приводом 20.
Внутренний формирователь состоит из двух агрегатов, расположенных симметрично направлению подачи клепки. Каждый агрегат включает в себя корпус 19, несущий на себе самоцентрирующий патрон 21 с приводом вращения 22 и приводом изменения диаметра 23. Агрегаты внутреннего формирователя могут перемещаться в осевом направлении по направляющим наружного формирователя 5 приводом 24. Наружный формирователь состоит из двух агрегатов, расположенных симметрично направлению подачи клепки. Каждый агрегат включает каретку 25, цилиндр 26, механизмы фиксации обручей 27 и 28, механизм обжима остова 29. Каретка 25 может перемещаться по направляющим станины 1 приводом 30. Она несет на себя все механизмы агрегатов наружного формирователя. Цилиндр 26 установлен в опорах, установленных на каретке 25 и может вращаться от привода 31. Внутри цилиндра расположены направляющие внутреннего формирователя. Механизмы захвата обручей включают в себя кулачковые пары (толкатели 32 и кулачки - зубчатые колеса 33. приводимые от двигателей 34, при этом кулачки выполнены в виде охватывающих цилиндр 26 зубчатых кплес наружного зацепления 33 с серповидными канавками на внутренней поверхности, а толкатели 32 свободно расположены в радиальных отверстиях цилиндра 26 с возможностью
контакта с кулачками 33.
Механизм обжима остова 29 включает барабан 35, с реверсивным приводом установленный на опорах на каретке 25: холостой барабан 36. установленный на опорах
на каретке 37, которая может перемещаться по направляющим каретки 25 от привода 38; каната 39, соединяющего оба барабана и цилиндр 26 таким образом, что оба конца каната обмотаны в противоположных на5 правлениях и закреплены на приводном барабане, средней частью канат охватывает холостой барабан 36, а «мной из ветвей сложена в петлю, которая охватывает цилиндр 26 (барабаны расположены по обе
0 стороны цилиндра).
Внутренний и наружный формирователи в положении, когда торцы патронов 21 и цилиндров 26 совмещены, образуют кольцевые щели (улитку) (фиг.2). Механизм осадки
5 уторных обручей состоит из двух агрегатов, расположенных симметрично оси стола 2. Каждый агрегат включает в себя суппорт 40, рычаги 41 и привод 42. Суппорт 40 охватывает цилиндр 26 и может перемещаться
0 вдоль него. Он несет на себе рычаги 41, равномерно распределенные по окружности. Рычаги расположены между внутренним формирователем и цилиндром 26 и через щели в последнем шарнирно соедине5 ны с суппортом 40.
Механизм 7 осадки луковых обручей аналогичен уторному.
Рычаги 26 взаимодействуют с толкателями 32 механизмов фиксации обручей.
0 Конвейер 15 расположен выше стола и служит продолжением конвейера 14.
Бочка собирается в одной позиции в горизонтальном положении. Донья и обручи вручную в кассеты 17 магазина 3, а клепки
5 остова - на стол 2 на направляющие 10 между неподвижным 12 и подвижным 13 упорами.
После загрузки магазина включают привод подачи, и магазин подается в зону раз0 грузки, где останавливается соосно с будущей бочкой. После загрузки стола клепки с предварительно нарезанными уторами фиксируются подвижными направляющими 11. После остановки магазина в зоне раз5 грузки с помощью конечного выключателя включается привод подачи агрегатов внутреннего формирователя. Внутренний формирователь вводится в кассеты магазина до упора в донья. При этом донья накалываются иглами 43, закрепленными на дисках 44
внутреннего формирователя и самоцентрирующиеся патроны 21 оказываются внутри обручей. После этого с помощью конечного выключателя, контролирующего положение внутреннего формирователя включается привод изменения диаметра патронов 21, которые кулачками захватывают обручи изнутри. При этом створки 19 кассет магазина принудительно раскрываются.
При захвате обручей внутренний формирователь взаимодействует с конечным выключателем, который включает привод кассет. Кассеты раскрываются и взаимодействуют с концевыми выключателями, которые включают привод подачи внутреннего формирователя. Последний возвращается в исходное положение, вынося из магазина донья и обручи. В исходном положении внутренний формирователь действует с концевым выключателем, который включает приводы подачи магазина, кассет и механизмов захвата обручей рычагами 41. В результате магазин возвращается в зону загрузки, кассеты закрываются, рычаги 41 захватывают обручи снаружи. В зоне загрузки магазин взаимодействует с конечным выключателем, который включает привод изменения диаметра патронов 21, и патроны уменьшаются в диаметре. В конце хода патроны взаимодействуют с конечным выключателем, который включает приводы подачи внутреннего и наружного формирователей, и последние подаются в зону сбор- ки. При этом донья находятся на внутреннем формирователе, а обручи - в механизмах осадки В зоне сборки внутренний и наружный формирователи взаимодействуют с конечными выключателями, которые включают приводы вращения и увеличения диаметра патронов. В это время торцы патронов 21 и цилиндров 26 находятся в одной плоскости и образуют кольцевые щели (улитку). Когда щели уменьшаются до размера толщины клепки остова и срабатывает конечный выключатель, увеличение диаметра патронов прекращается; включается привод подвижного упора 14 стола. Упор утапливается, действуя на конечный выключатель, который включает привод конвейера 14, расположенного под стоком, который подает клепки в улитку. В конце хода конвейер 14 через конечный выключатель включает конвейер 15, который досылает клепки в улитку.
В конце хода конвейер 15 через конечный выключатель включает приводы увеличения диаметра патронов 21, вращения барабанов 35 и цилиндров 26 В результате клепки зажимаются в улитке, а петли канатов подаются к середине остова бочки, где
взаимодрйствуют с конечным выключателем который включает привод нлтяжения петель, реверс подачи петель, привод уменьшения диаметра и реперг вращения 5 патронов Соотношение скоростей подачи :)тг ль н менниения диаметра патронов такое что в момент подачи печень к торцам остова последний стянут до номинального диаметрл. Здесь привод вращения бараба0 и цилиндров останавливается (подача петель прекращается) и включает привод подачи механизма осадки уторчых обручей (обручи насаживаются на остов).
Поспедний через конечный выключа5 тепь включает привод подачи петель к пуку. Операции повторяются, только при возврате назад петли останавливаются о месте монтажа луковых обручей. Затем насаживаются пуковые обручи
0Привод осадки луковых обручей через
конечный выключатель включает приводы всех афегатоа которые возвращаются в ис4 ходные положения.
Бочкз скатывается по наклонной на5 прйвляющей 45 на цеховой конвейер. Ццкл повторяется.
По сравнению с известным предлагаемое изобретение имеет следующие технико- экономические преимущества: расширение
0 технологических возможностей, заключающееся в возможности сборки бочек в целом, возможность устранения провесов клепок (превышения кпепок друг над другом). Достигается тем что обжим начинается с сере5 дины бочки а не с торца
Формула изобретения ( танок для сборки бочек, включающий станину стоп для набора клепки механизм ее подачи, механизм формирования остова,
0 состоящий из внутреннего и наружного формирователей, расположенные по обе стороны от механизма подачи клепки механизмы обжима остова и осадки обручей отличающийся тем, что, с целью расширения
5 те нологических возможностей, станок снабжен магазином доньев и обручей, который ьтюлпеч ч виде направляющих с каретками и кассет со створками, последние распело нь- на направляющих, наружный
0 формчропэтель снабжен цилиндрами, которые установлены в опорах закрепленных на каретках по обе стороны последних расположены кассеты, причем каждый механизм обжига остова снабжен канатом и выпол5 нем п виде цилиндра и верхнего и нижнего барабанов, оси которых расположены параллельно осям цилиндров наружного фор- мировзтелк концы каната закреплены на верхнем барабане, средняя его часть расположена на нижнем барабане, петля каната на цилиндре, а барабаны снабжены дополнительными приводами, при этом каждый механизм осадки обручей выполнен в виде кулачкового механизма с приводом, рычагами и толкателями, на внутренней поверхности цилиндров наружного формирователя выполнены серповидные канавки, кулачковый механизм охватывает цилиндр наружного формирователя, последний имеет радиальные отверстия, в которых размеще0
ны толкатели с возможностью взаимодействия одним концом с рычагами, а другим - с внутренней поверхностью кулачков, а внутренний формирователь снабжен дисками накалывания доньев, которые расположены на его торцах.
2. Станок по п. 1,отличающийся тем, что кулачки механизмов осадки обручей посредством зубчатого зацепления соединены с приводом.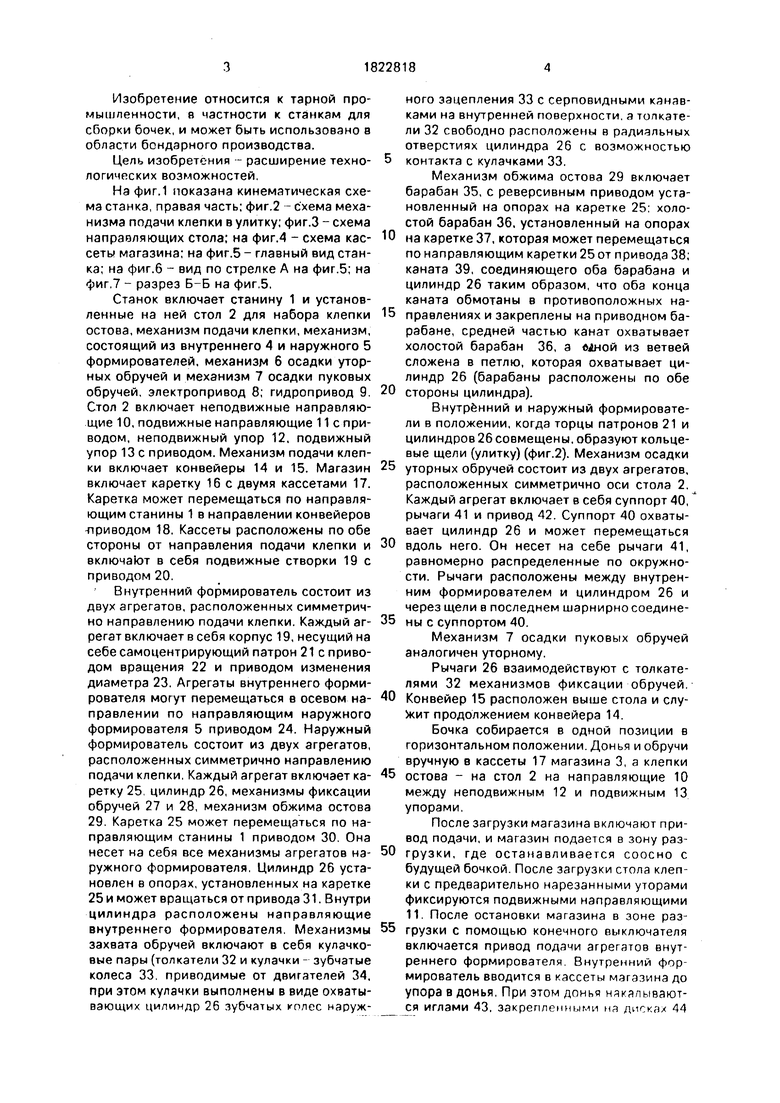
| название | год | авторы | номер документа |
|---|---|---|---|
| Станок для сборки остовов бочек | 1989 |
|
SU1703458A1 |
| Устройство для обжима остова бочек | 1990 |
|
SU1763180A1 |
| Донносшивной станок | 1989 |
|
SU1813639A1 |
| Устройство для установки обручей | 1988 |
|
SU1630888A1 |
| Донносшивной станок | 1988 |
|
SU1703459A1 |
| Устройство для вскрытия и укупорки бочек | 1974 |
|
SU558790A1 |
| Линия для изготовления доньев бочек | 1983 |
|
SU1147566A1 |
| Донносшивной станок | 1990 |
|
SU1765000A2 |
| Донносшивной станок | 1990 |
|
SU1764999A2 |
| Станок для сборки бочек из клепки | 1955 |
|
SU105064A1 |

Использование: в тарной промышленности, в частности в станках для сборки бочек, и может быть использовано в бондарном производстве. Сущность изобретения: станок включает станину 1 и установленные на ней стол 2 для набора клепки, механизм подачи клепки, механизм формиК Т JS 39 -Я Г Фиг.1 3S рования остова, состоящий из внутреннего и наружного формирователей механизма осадки уторных обручей, механизма 7 осадки пуковых обручей и механизм обжима остова. Магазин для доньев и обручей включает в каретку 16с двумя кассетами 17. Каретка 16 перемещается по направляющим станины 1. Кассеты 17 разнесены.по обе стороны от направления подачи клепки и состоят из подвижных створок 19с приводом. Наружный формирователь состоит из двух агрегатов, расположенных симметрично направлению подачи клепки. Каждый агрегат включает каретку 25, цилиндр 26, механизмы фиксации обручей, и механизм обжима остова. 1 з.п. ф-лы. 7 ил. 26П 24 Ё Ы СО ю ND 00 00 77
JO V
т „т .л , /
/ 4
к x/v/j/v/v/ /v J / / /v//v/
. т.---.
4Ьг4
JO V
/
I
(я) Ш
Фиг. г
SS///S
n
ее
oo
CV
CM CO
Ц Й
i
«o
Ч
| Станок для сборки остовов бочек | 1989 |
|
SU1703458A1 |
| Прибор с двумя призмами | 1917 |
|
SU27A1 |
