часть коллектора грязного газа, металл1тческий кожух 7, теп:;аоизоляци- онньй слой 8, огнеупорньй слой 9, крепежные элементы 10-13, металлические листы I4, армирующие элементы I5 и I5 , упоры I6, надрезы и кром . ку Н, боковые кромки и ВК, отверстия П. Листы первого ряда собирают по порядку,вначале устанавливают первый частично закрепляют один из углов при помощи крепеж ных элементов, затем устанавливают следующий лист внахлест боковой кромкой на предьщущйй и так до поИзобретение относится к разработке теплов ьг: агрегатов и может быть 1спользо11ано для предохранения метап- л1-гческих конструкций и деталей ма- . шины от абразивного, кислотного и . температурного воздействий, например для футеров.ки газовоздушных, трактов конвейерных машин для обжига железорудные: окатышей при наличии оксядов серы, фосфора и других агрессивньк газовых сред.
Целью изобретения является повышение надежности эксплуатации футеровки, а также упрощение изготовления, монтажа и демонтажа металл1гческих листов и повышение плотности стыковки кромок.
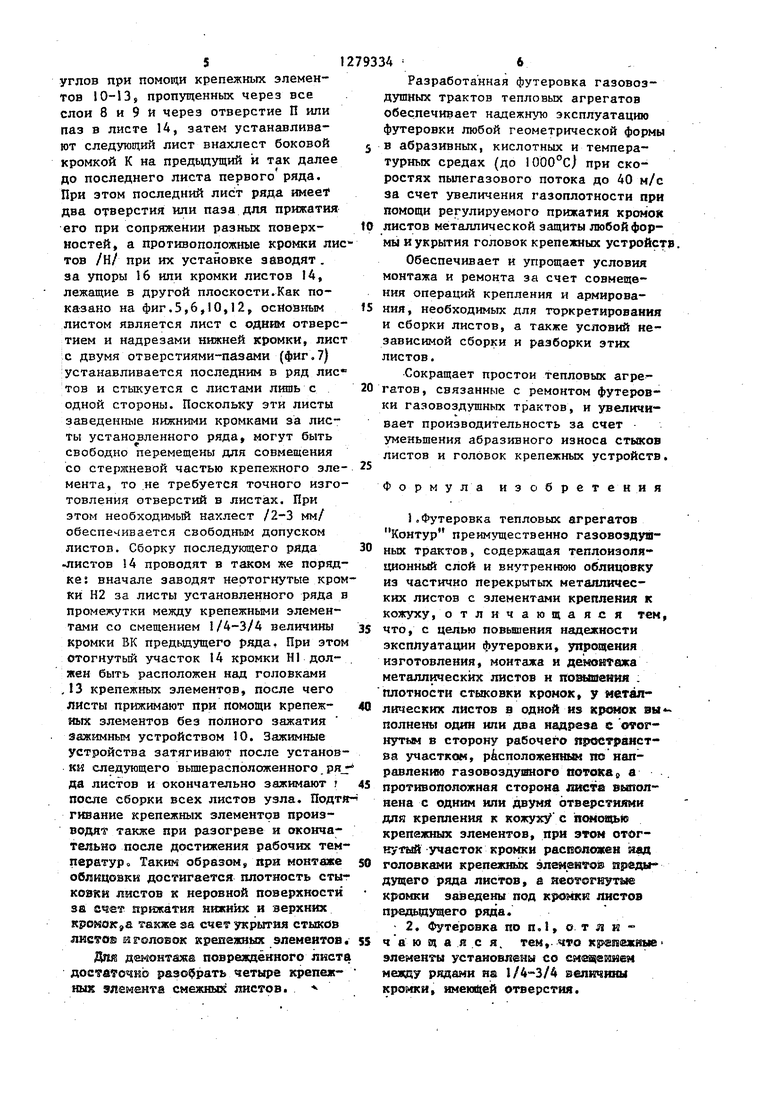
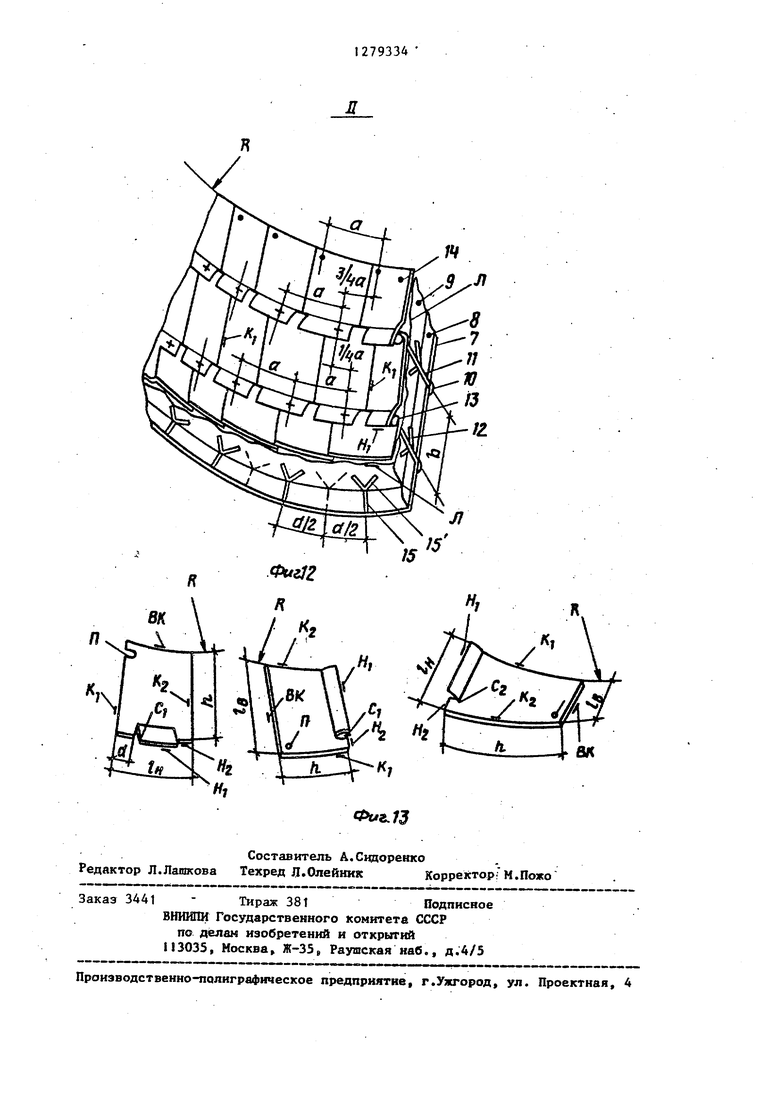
На фиг.1 показана футеровка газовоздушного тракта обжиговой конвейерной машины, поперечный разрез; на фиг,2 - сечение А-А на фиг.1; на фиг.З - сечение Б-Б на фиг.1; на фиг.4 сечение В-В на фиг.1; на фиг.5 показано пространственное . соединение элементов футеровки, узел 1 на фиг„1; на фиг.6 - вид по стрелке А на фиг.5; на фиг.7 - показана конфигурация металлического листа прямоугольной (или квадратной) форумы; на фиг.8 - сечение Г-Г на фиг.7; на фиг с 9 - варианты конфигурации листов йа фиг.10 - показан фрагмент монтажной схемы футеровки; на фиг.II разрез Д-Д на фиг.10; на фиг.12 - пространственное изображение криволинейного участка футеровки, узел II
следнего листа первого ряда. Сборку последующего ряда проводят в таком порядке: вначале заводят недтогну- тые кромки за листы установленного ряда в промежутки между крепежными элементами со смещением 1/4-3/4 величины кромки ВК предьщущего ряда. При этом отогнутый участок 14 кромки Н, должен быть расположен над головками крепежг ых элементов, после чего листы прижимают при помощи крепежных элементов. Зажимные устройства затягивают окончательно после сборки . всех листов. 1 з.п. ф-лы. 13 ил.
на фиг.1; на фиг.13 - конфигурация листов для криволинейного участка футеровки.
Газовоздушный тракт (фиг.1) обжиговых конвейерных машин соединяет горн 1 для сжигания топлива и коллектор грязного газа и расположен под подвижной колосниковой решеткой 2, на которой находится обжигаемый мзтериал в виде кусков или гранул. Газовоздушный тракт состоит из бункерной части 3 газовоздушной камеры, патрубка 4 и бункерной части 5 коллектора грязного газа 6, имеющих сложные
геометрические формы (фиг,2,3 и 4).
Футеровка этих узлов (фиг.1-5 и 2) содержит металлический кожух 7, с внутренней стороны которого расположены теплоизоляционные 8 и огнеупорные 9 слои футеровки,вьтолненные из торкрет-бетона, крепежные элементы 10-13 и металлические листы 14. Огнеупорный слой 9 футеровки (фиг.5) имеет неровную криволинейную поверхность Л. Она защищена от абразивного износа пылегазового потока, образованного пылью и обломками обжигаемого материала при 100-1300 С и движущегося со скоростью до 40 м/с металлическими листами 14, прижатыми крепежными элементами к кожуху.
Металлические листы вьтолняются различной геометрической формы (фиг.7,9 и 13). Каждый лист, кроме
первого ряда Ml, 2 и 3, имеет на одной из кромок Н один или два надречя Cl и С2 глубиной С и отогну- т;.п в сторону рабочего пространства Р„ участок HI под углом 10-45° по напраплению газовоздушного потока. Противоположная сторона листа ВК имеет одно или два отверстия, паза II для крепления к кожуху. При этом боковые кромки К) и К2 листов могут быть расположены под углами 30-90 к двум другим Кромкам ВК и Н,- образуя геометрию любой формы: квадрат, прямоугольник, ромб, трапецию, треугольник и т.д. - с разными основаниями t. , fн .
Угол 10-45 для надрезов определен из следующих соображений. При углах меньше I0° головки крепежных элементов будут касаться отогнутых кромок, препятствуя сборке листов. При углах более АЗ проходящий газовоздушньА поток создает под отогнутыми кромками завихрения, приводящие к вибратши и разрушению мест крепления листов.
Углы 30-90 боковьк кромок К1 и К2 необходимы для выполнения сопржений сложной поверхности футеровки данного теплового агрегата. При углах менее 30° листы превращаются в полосы, клинья, изготовление и установка которых были бы трудоемкими и нецелесообразными. При проектировании футеровки теплового агрега-- та сложной формы его поверхность
разбивается на оптимальные по геометрии листы. На фиг.9 показаны варианты конфигураций листов.
Надрезы С1 и С2 кромки Н металлических листов 1А расположены парал- лельно боковым кромкам К1 и К2. и на расстоянии d от них, а отверстия П. на противоположной стороне ВК листа расположены относительно боковых кромок К1 и К2 на расстоянии d/2 от них и С/2 от этой кромки ВК листа.
Крепежные элементы для прижатия листов 1А пропущены через все слои футеровки и расположены в рядах с тагом а по горизоитали и & по вер- тикалиi при этом каждый последующий ряд по горизонтали смещен на 1/4-3/4 величины кромки ВК, имеющей отверстия или пазы (фиг.65 10 и 12),
Крепежные элементы для прижатия листов имеют зажимные регулируемые уст5Юйства 10, расположенные со стороны кожуха, стержневую (цилиндричес279П4
кую)
10
t5
20
25
35
0 5
0
5
часть 1I, расположенную по нормали к кожуху и пропущенную через все слои футеровки,усы-анкеры 2 для армирования слоя торкрет-бетона и го- лочку 13.
Усы-анкеры I2 прикреплены к стержневой части крепежных элементов и образуют -угол I0-90 с осью крепления и развернуты под углом 0-180 в поперечной плоскости к этой оси. При углах менее 10 армирующий эффект от усов недостаточен, а при углах более 90 не обеспечивается армирование слоя, примыкающего к листам. Усы-анкеры.12 крепежных элементов совместно с армирующими элементами 15 и 15 образуют поле армирования (фиг.ГО) с шагом Р /2 и S-/2 для слоя торкрет-бетона, при этом расположение усов-анкеров I5 армирующих элементов аналогично расположению усов-анкеров 12 крепежных элементов. Монтаж футеровки осущестиляется в следующем порядке (Лиг.10). Вначале устанавливают и закрепляют в рядах с шагом 1/4-3/4 о по горизонтали и 1/26 по вертикали армирующие элементы I 5 в сочетании со стержневой частью М крепежных элементов.
Смещение рядов обеспечивает плотную стыковку листов, защиту головок крепежных элементов и стыков смежных листов. При этом, если смещение меньше 1/4 и больше 3/4 величины кромки листа предыдущего ряда, имеющей отверстие, то сборка листов невозможна из-за того, что неотогнутая часть кромки упрется прч сборке в крепежный.элемент, что не обеспечивает стыковку листов.
Затем надевают слой 8 теплоизоляции толщиной S, , приваривают усы- анкеры I 2 и 1 5 .
После этого изготовляют огнеупор ный слой 9 из торкрет-бетона толщиной S ,и по верху неровной поверхности Л устанавливают металлические листы 14, начиная с нижнего ряда крепежнмх элементов Ml, 2 или 3 ((Ъиг.|) каждого из узлов 3,4 ипи 5. .Установка листов производится в соответствии с их маркировкой Ml, 2 или 3 при этом первый ряд листов 14 не имеет надрезов и. отогнутых кромок- Листы первого ряда собирают по порядку :виачале устанавливают первый лист и частично, закрепляют один из
25
углов при помощи крепежных элементов 10-13, пропущенных через все слои 8 и 9 Я через отверстие П или паз в листе 14, затем устанавливают следующий лист внахлест боковой кромкой К на предьщущий и так далее до последнего листа первого ряда. При этом последний лист ряда имеет два отверстия или паза для прижатия его при сопряжении разных поверхностей, а противоположные KpOhocH листов /Н/ при их установке заводят . за упоры 16 или кромки листов 14, лежащие в другой плоскости.Как показано на фиг.5,6,10,12, ocHosmiiM листом является лист с одним отверстием и надрезами нижней кромки, лист с двумя отверстиями-пазами (фиг,7) устанавливается последним в ряд лис тов и стыкуется с листами лшпь с одной стороны. Поскольку эти листы заведенные нижними кромками за листы установленного ряда, могут быть свободно перемещены для совмещения со стержневой частью крепежного элемента, то не требуется точного изготовления отверстий в листах. При этом необходимый нахлест /2-3 мм/ обеспечивается свободным допуском листов. Сборку последующего ряда -листов 14 проводят в таком же порядке: вначале заводят нертогиутые кромки Н2 за листы установленного ряда в промежутки между крепежными элементами со смещением 1/4-3/А величины кромки ВК предыдущего ряда, При этом отогнутый участок 14 кромки HI дол- , жен быть расположен над головками .13 крепежных элементов, после чего листы прижимают при помощи крепежных элементов без полного зажатия зажимным устройством 10. Зажимные устройства затягивают после установки следующего вьшерасположенного ря да листов и окончательно зажимают г 45 ПОСЛЕ сборки всех листов узла. Подтя- гивание крепежных элементов производят также при разогреве и окончательно после достижения рабочих температур Таким образом, при монтаже облицовки достигается плотность стыг когкй листов к неровной поверхности за . прижатия нижних и зерхних крококу& также за счет укрытия стыков
1279334 6
Разработанная футеровка газовоз- дущных трактов тепловых агрегатов обеспечивает надежную эксплуатацию футеровки любой геометрической формы
5 в абразивных, кислотных и температурных средах (до 1000°С) при скоростях пьтегазового потока до 40 м/с за счет увеличения газоплотности при помощи регулируемого прижатия кромок
to листов металлической защиты любой формы и укрытия головок крепежных устройств.
Обеспечивает и упрощает условия монтажа и ремонта за счет совмещения операций крепления и армирова 5 ния, необходимых для торкретирования и сборки листов, а также условий независимой сборки и разборки этих листов.
Сокращает простои тепловых гатов, связанные с ремонтом футеровки газовоздушных трактов, и увеличивает производительность за счет уменьшения абразивного износа стыков листов и головок крепежных устройств.
30
Формула изобретения
1.Футеровка тепловых агрегатов Контур преимущественно газовоздуш35
4Q
ных трактов, содержа.щая теплоизоляционный слой и внутреннюю облицовку из частично перекрытых металлических листов с элементами крепления к кожуху, отличающаяся тем, что, с целью повьопения надежности эксплуатации футеровки, упрощения изготовления, монтажа и демонтажа металлических листов и пошааения : плотности стыковки кромок, у иетая- лических листов в одной из mfcttOK зы - полнены один или два надреза с отогнутым в сторону рабочего пространства участкгж, р сположепным по пап- равлению газовоздушного потокео а противоположная сторона листа выполнена с одним или двумя отверстиями для крепления к кожухУ с понощьво крепежных элементов, при этом отогнутый участок кромки рассоложен над 50 головками крепежных элеиентоё) предыдущего ряда листов, в неотогнутые кромкн заведены под крошек лнстов предьщущего ряда.
2. Футеровка по п., о т л к
листов иголовок крепежных элементоа. 55 ч а ю ЕД а я с я. тем, что крепежные
Дшз демонтажа повреждённого листа дос-гач-очно разобрать четыре крепеж- нык элемента смежных лнстов.
Формула изобретения
1.Футеровка тепловых агрегатов Контур преимущественно газовоздуш
ных трактов, содержа.щая теплоизоляционный слой и внутреннюю облицовку из частично перекрытых металлических листов с элементами крепления к кожуху, отличающаяся тем, что, с целью повьопения надежности эксплуатации футеровки, упрощения изготовления, монтажа и демонтажа металлических листов и пошааения : плотности стыковки кромок, у иетая- лических листов в одной из mfcttOK зы - полнены один или два надреза с отогнутым в сторону рабочего пространства участкгж, р сположепным по пап- равлению газовоздушного потокео а противоположная сторона листа выполнена с одним или двумя отверстиями для крепления к кожухУ с понощьво крепежных элементов, при этом отогнутый участок кромки рассоложен над головками крепежных элеиентоё) предыдущего ряда листов, в неотогнутые кромкн заведены под крошек лнстов предьщущего ряда.
2. Футеровка по п., о т л к
элементы установлены со смецеиием медду рядамн на геличины кромки, имеющей отверстия.
А-А
5-5
В-З
,,13 9 jФиг.
а
т /, / /
л
т.
%
вк
г-г
M«MH MMMHiB
в«
«I
X
U
Фиг.7
0itt.9
0W2j
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для крепления многослойной футеровки к кожуху печи | 1980 |
|
SU916945A1 |
| Способ монтажа тонкостенной сферической оболочки | 1984 |
|
SU1245386A1 |
| КОНСТРУКЦИЯ ОГРАЖДЕНИЯ С ТЕПЛОИЗОЛЯЦИЕЙ, АКТИВНЫМ УДАЛЕНИЕМ ВЛАГИ И ДЕКОРАТИВНОЙ ОТДЕЛКОЙ ФАСАДОВ (ВАРИАНТЫ), Z-ОБРАЗНЫЙ ПРОФИЛЬ, НАЩЕЛЬНАЯ ПЛАНКА, РЕЙКА (ВАРИАНТЫ) И ПРОФИЛИРОВАННАЯ МЕТАЛЛИЧЕСКАЯ ФАСАДНАЯ ПАНЕЛЬ (ВАРИАНТЫ) ДЛЯ НЕЕ | 2001 |
|
RU2229573C2 |
| СПОСОБ МОНТАЖА ТЕПЛОИЗОЛЯЦИИ ПРОМЫШЛЕННОГО ЭНЕРГООБОРУДОВАНИЯ | 1999 |
|
RU2157493C1 |
| СПОСОБ ФУТЕРОВКИ ШАХТЫ ДОМЕННОЙ ПЕЧИ, ХОЛОДИЛЬНЫЙ БЛОК ШАХТЫ ДОМЕННОЙ ПЕЧИ И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 2017 |
|
RU2682499C1 |
| ФУТЕРОВКА ТЕПЛОВОГО АГРЕГАТА | 2004 |
|
RU2256860C1 |
| Висячее покрытие | 1990 |
|
SU1747627A1 |
| ВОЗДУХОЗАБОРНИК ВЕРТОЛЕТНОГО ДВИГАТЕЛЯ С УВЕЛИЧЕННЫМ ОБХОДНЫМ ПОТОКОМ | 2013 |
|
RU2638055C2 |
| Пакет пластинчатого теплообменника | 1979 |
|
SU892186A1 |
| Защитная облицовка цилиндрических резервуаров | 1985 |
|
SU1283323A1 |

Изобретение относится к раара- бртке тепловых агрегатов и может быть использовано для предохранения W «хчяь/ металл гческих конструкций и деталей машин от абразивного, кислотного и температурного воздействий, например, для футеровки газовоздушных трактов конвейерных машин для обжига железорудных окатышей при наличии f оксидов серы, фосфора и других агрессивных газовых сред. Целью изобретения является повышение надежное- ти эксплуатации футеровки, а также упрощение изготовления, монтажа и демонтажа металлических листов и по- вымение плотности стыковки кромок; Для футеровки контур имеется горн для сжигания топлива, колосниковая решеткл, бункерная часть газовоздушной камеры, патрубок, бункерная СЛ С .и Ро СО СлЭ 00- 4 «7,,W
h
I //5
12
n №/uu
V
/5
м,г.з
Ф«/з.Л7.
fl/
5 c
ак
Составитель А.Сцдоренко Редактор Л. Лашкова Техред Д. ОлейникКорректор Г М.Пожо
Заказ 3441-Тираж 381Подписное
ВНИИПИ Государственного комитета СССР
по делам изобретений и открытий 113035, Москва Ж-ЗЗ, Раушская наб., д.4/5
Производственно-полиграфическое предприятие, г.Ужгород, ул. Проектная, 4
Фиг. 13
| СИСТЕМА ИЗМЕРЕНИЯ ПОЛОЖЕНИЯ ПОРШНЯ ГИДРОЦИЛИНДРА НАЖИМНОГО УСТРОЙСТВА ПРОКАТНОЙ КЛЕТИ | 1998 |
|
RU2152279C1 |
| Прибор с двумя призмами | 1917 |
|
SU27A1 |
