Изобретение относится к металлургическому машиностроению, а именно к прокатному производству, и наиболее эффективно может быть использовано в гидравлических нажимных устройствах (ГНУ) листовых прокатных станов.
ГНУ листовых прокатных станов является частью системы автоматического регулирования толщины листового проката и определяет его качественные точностные характеристики.
В качестве аналога предлагаемого изобретения использована система измерения положения поршня гидроцилиндра ГНУ прокатной клети (см. патент Японии N 52-740, кл. 12C 211, 1977 г.). Эта система измерения содержит гидроцилиндр прокатной клети, поршень которого через дополнительный шток, проходящий через отверстие днища цилиндра, воздействует на датчик линейных перемещений, прикрепленный к днищу цилиндра.
Основным недостатком этой системы измерения является необходимость в специальном помещении под прокатной клетью, обеспечивающем доступ к датчику линейных перемещений поршня гидроцилиндра, что существенно увеличивает стоимость установки прокатной клети.
Известен также исполнительный гидроцилиндр нажимного устройства прокатной клети (см. патент РФ N 1397112, B 21 B 37/08), взятый в качестве прототипа. Устраняя недостатки аналога, он, однако, имеет следующий существенный недостаток.
В этом исполнительном гидроцилиндре датчик линейных перемещений поршня гидроцилиндра расположен внутри осевой расточки поршня, что существенно затрудняет доступ к нему, кроме того, существенно усложняется конструкция исполнительного гидроцилиндра.
Предлагаемое изобретение "Система измерения положения поршня гидроцилиндра нажимного устройства прокатной клети" устраняет перечисленные выше недостатки как аналога, так и прототипа тем, что в системе измерения положения поршня гидроцилиндра нажимного устройства прокатной клети, содержащей гидроцилиндр, расположенный между подушкой нижнего опорного валка и нижней поперечиной станины прокатной клети, а также датчик линейных перемещений, датчик линейных перемещений установлен на верхней поперечине станины прокатной клети, а его механическая связь с поршнем гидроцилиндра осуществляется через подпятник штока гидроцилиндра, подушку нижнего опорного валка, два кронштейна, закрепленных на ней, два толкателя и поперечину, расположенную в радиальных прорезях двух втулок, закрепленных на штоках двух установленных на верхней поперечине станины прокатной клети пневмоцилиндров.
Предлагаемое изобретение "Система измерения положения поршня гидроцилиндра нажимного устройства прокатной клети" изображено на чертеже.
Система измерения положения поршня гидроцилиндра нажимного устройства прокатной клети содержит гидроцилиндр 1, расположенный между подушкой 2 нижнего опорного валка и нижней поперечиной 3 станины 4 прокатной клети, датчик линейных перемещений 6, установленный на верхней поперечине 5 станины 4 прокатной клети. Механическая связь между датчиками линейных перемещений 6 и поршнем 7 гидроцилиндра 1 осуществляется через подпятник 8, установленный на штоке 9 гидроцилиндра 1, подушку 2 нижнего опорного валка 23, два кронштейна 10, жестко связанных с подушкой 2 нижнего опорного валка 23, два толкателя 11 и поперечину 14, расположенную в радиальных прорезях втулок 15. Втулки 15 закреплены на штоках 12 двух установленных на верхней поперечине 5 станины 4 прокатной клети пневмоцилиндров 13.
Поперечина 14 контактирует со штоками 12 пневмоцилиндров 13 через шарики 16.
Подвижный шток 17 датчика линейных перемещений 6 крепится к поперечине 14 с помощью стакана 18, пружины 19 и шарика 20.
Валковая система прокатной клети состоит из верхнего опорного валка 21, двух рабочих валков 22 и нижнего опорного валка 23.
Предлагаемое изобретение "Система измерения положения поршня гидроцилиндра нажимного устройства прокатной клети" работает следующим образом. Под действием давления сжатого воздуха, постоянно подводимого к поршневым полостям пневмоцилиндров, производится полная выборка зазоров в механической цепи между датчиком линейных перемещений 6 и поршнем 7 гидроцилиндра 1. При перемещении поршня 7 гидроцилиндра 1 механическая цепь передает его движение на датчик линейных перемещений 6, при этом усилие прижима от пневмоцилиндров 13 остается постоянным во всем диапазоне хода гидроцилиндра 1.
При перевалке валков давление сжатого воздуха подается только в штоковые полости пневмоцилиндров 13, они втягиваются и толкатели 11 снимаются.
После установки валковой системы в прокатную клеть опять устанавливают толкатели 11 и подают сжатый воздух в поршневые полости пневмоцилиндров 13.
Предлагаемое изобретение "Система измерения перемещения поршня гидроцилиндра нажимного устройства прокатной клети" позволяет обеспечить надежную и безотказную работу системы автоматического регулирования толщины листового проката.
| название | год | авторы | номер документа |
|---|---|---|---|
| Гидравлическое нажимное устройство прокатной клети | 1986 |
|
SU1319959A1 |
| Вертикальная клеть прокатного стана | 1989 |
|
SU1690869A1 |
| Исполнительный гидроцилиндр нажимного устройства прокатной клети | 1986 |
|
SU1319958A1 |
| Исполнительный гидроцилиндр нажимного устройства прокатной клети | 1986 |
|
SU1397112A1 |
| Гидравлическое нажимное устройство | 1990 |
|
SU1750762A1 |
| ПРОКАТНАЯ КЛЕТЬ ЛИСТОВОГО СТАНА КВАРТО | 2009 |
|
RU2399445C1 |
| НАЖИМНОЕ УСТРОЙСТВО ПРОКАТНОЙ КЛЕТИ | 1998 |
|
RU2164182C2 |
| ГИДРОМЕХАНИЧЕСКОЕ НАЖИМНОЕ УСТРОЙСТВО | 1997 |
|
RU2125917C1 |
| Механизм предварительной установки валков прокатного стана | 1988 |
|
SU1570812A1 |
| Устройство для регулирования раствора валков прокатной клети | 1983 |
|
SU1128995A1 |
Изобретение относится к металлургическому машиностроению, а именно к прокатному производству, и наиболее эффективно может быть использовано в гидравлических нажимных устройствах листовых прокатных станов. Сущность: система измерения перемещения поршня гидроцилиндра нажимного устройства содержит гидроцилиндр, расположенный между подушкой нижнего опорного валка и нижней поперечиной станины прокатной клети, и установленный на верхней поперечине станины прокатной клети датчик линейных перемещений, механическая связь от которого к поршню гидроцилиндра осуществляется через подпятник штока гидроцилиндра, подушку нижнего опорного валка, кронштейны, закрепленные на ней, толкатели и поперечину, установленную в радиальных прорезях втулок, закрепленных на штоках двух пневмоцилиндров. Сами пневмоцилиндры крепятся на верхней поперечине станины прокатной клети и обеспечивают выборку зазоров в механической цепи между датчиком линейных перемещений и гидроцилидром. Изобретение обеспечивает надежную и безотказную работу системы автоматического регулирования толщины листового проката. 1 ил.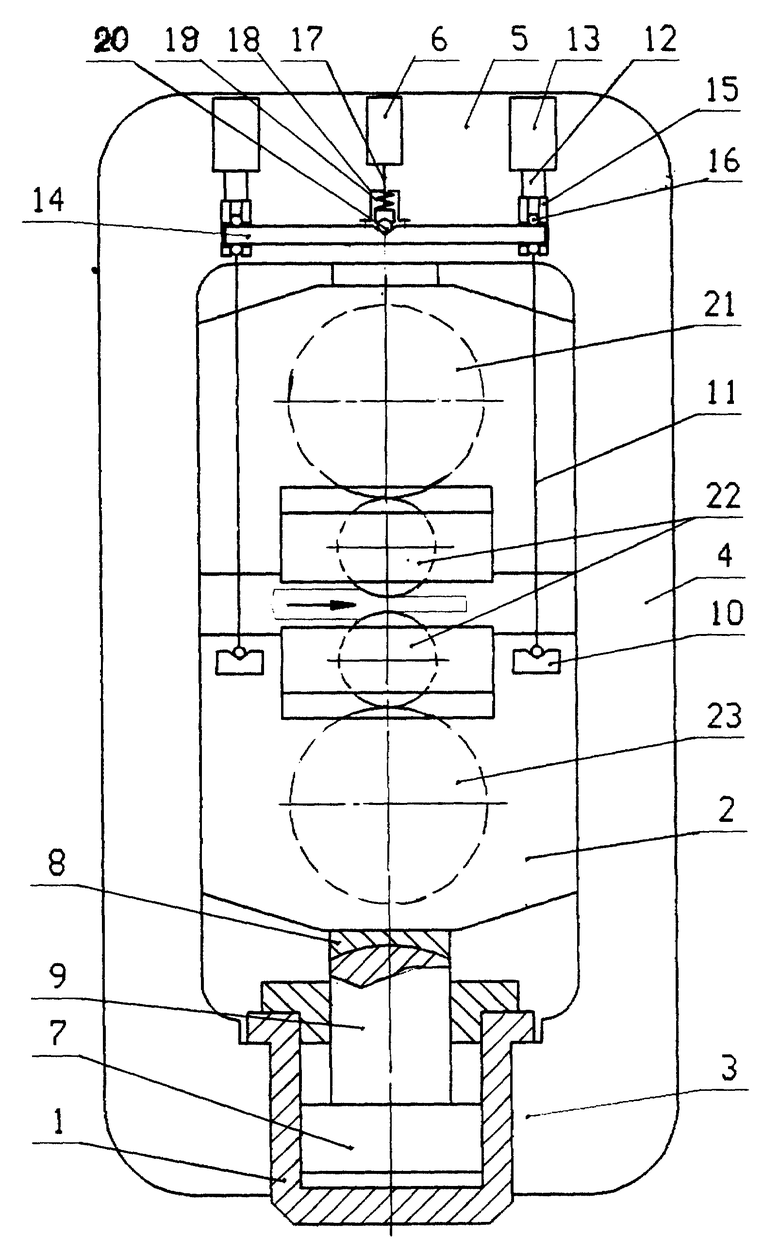
Система измерения положения поршня гидроцилиндра нажимного устройства прокатной клети, содержащая гидроцилиндр, расположенный между подушкой нижнего опорного валка и нижней поперечиной станины прокатной клети и датчик линейных перемещений, отличающаяся тем, что датчик линейных перемещений установлен на верхней поперечине станины прокатной клети, а его механическая связь с поршнем гидроцилиндра осуществляется через подпятник штока гидроцилиндра, подушку нижнего опорного валка, два кронштейна, установленные на подушке нижнего опорного валка, два толкателя и поперечину, расположенную в радиальных прорезях двух втулок, закрепленных на штоках двух установленных на верхней поперечине станины прокатной клети пневмоцилиндров.
| Исполнительный гидроцилиндр нажимного устройства прокатной клети | 1986 |
|
SU1397112A1 |
| СПОСОБ УПРАВЛЕНИЯ ПРИВОДОМ ПОДАЧИ ЗУБОПРОКАТНОГО СТАНА | 1992 |
|
RU2069110C1 |
| Устройство для устранения мешающего действия зажигательной электрической системы двигателей внутреннего сгорания на радиоприем | 1922 |
|
SU52A1 |
