1
Изобретение относится к обр.чботке металлов давлением, конкретно к объемной штамповке, и предназначено для использования в колесопрокатном производстве.
Цель изобретения - повышение качества получаемых изделий.
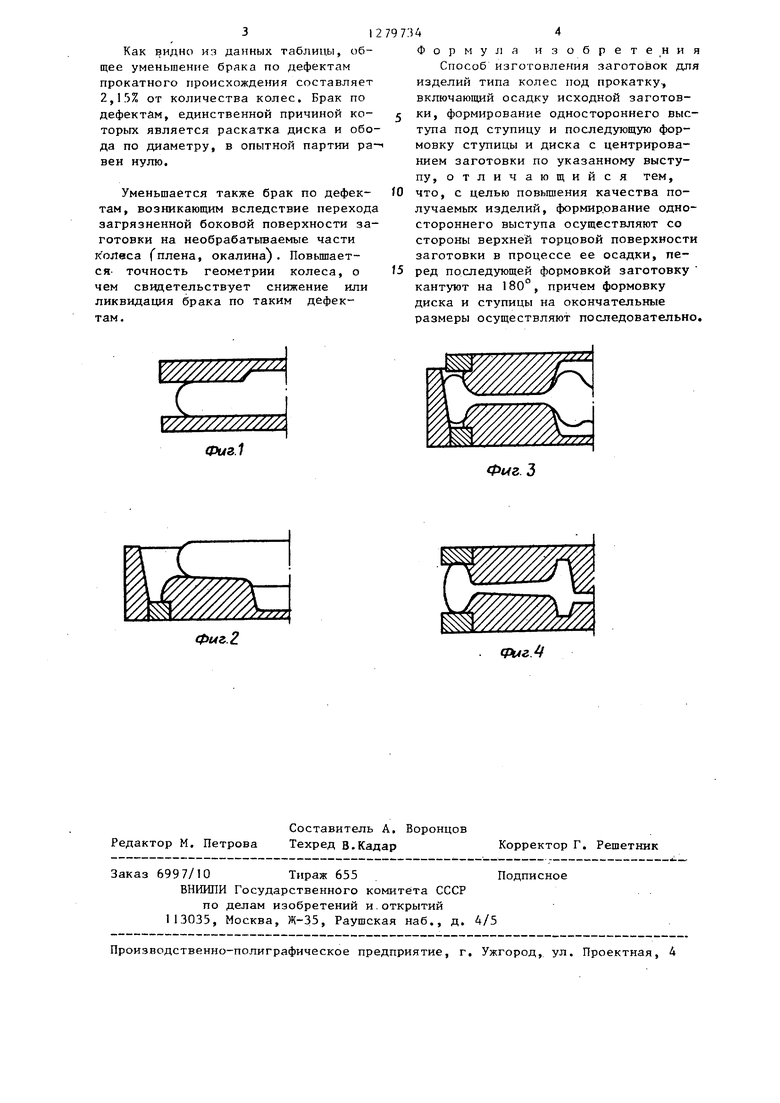
На фиг. 1 показана стадия осадки заготовки с формированием основания ступицы; на фиг. 2 - центрирование заготовки по основанию ступицы после кантовки на на фиг. 3 - формовка полномерного диска; на фиг. 4- формовка ступицы на окончательные размеры.
Способ осуществляют следующим образом.
При,осадке осуществляют формирование одностороннего выступа со стороны верхней торцовой поверхности заготовки. Затем заготовку кантуют на 180, центрируют ее по выступу и производят последовательную формовку диска и ступицы.
Вышедная из печи заготовка поступает для осадки неравномерно нагретой: нижняя часть заготовки, контактировавшая с псдом печи, имеет более
Всего по дефектам прокатного происхождения
Основные дефекты: малый наружный
диаметр
плена
окат« ча
закат
тонкий диск
ррзкий переход пи1 ка
p;i4H(if reniiof гь (iVTiHii H
10
7;) А2
низкую температуру, чем верхняя часть. Поэтому при осадке загрязненные дефектами литья боковые поверхности заготовки переходят преимуще- 2 ственно на нижнюю часть заготовки и после прокатки оказываются на внутренней механически необрабатываемой стороне диска колеса, что приводит к необходимости ремонта или браку колес. Предлагаемый способ позволяет в процессе деформирования переместить дефектные зоны на механически обрабатываемые поверхности колеса, ликвидировать поверхностные дефекты прокатного происхождения и искажения геометрических размеров колеса (центра), возникающие из-за раскатки диска и обода по диаметру: эксцентриситет ступицы; смятие обода; разнотол- щинность дискА по периметру.
Пример. Изготовили опытную партию колес 0950 мм. Количество колес в партии (три плавки) 617 щтук. Данные по браку колес из-за дефектов, отнесенных к нрессо-прокатному отделению, в опытной партии и в партиях колес, изготовленных по известному способу (в 1984 г.), приведены в таблице.
f5
20
25
5,40
0,38 1 ,36 0,61 0,29 0,32 0,08 0,18
3,2
Как видно из данных таблицы, общее уменьшение брака по дефектам прокатного происхождения составляет 2,15% от количества колес. Брак по дефектам, единственной причиной которых является раскатка диска и обода по диаметру, в опытной партии ра- вен нулю.
Уменьшается также брак по дефек- , возникающим вследствие перехода
там
загрязненной боковой поверхности заготовки на необрабатьтааемые части колеса (плена, окалина). Повьшает- ся точность геометрии колеса, о чем свидетельствует снижение или ликвидация брака по таким дефектам.
797344
ФормуЛсЧ изобретения Способ изготовления заготовок для изделий типа колес под прокатку, включающий осадку исходной заготов- 5 ки, формирование одностороннего выступа под ступицу и последующую формовку ступицы и диска с центрированием заготовки по указанному выступу, отличающийся тем.
что, с целью повышения качества получаемых изделий, формирование одностороннего выступа осуществляют со стороны верхней торцовой поверхности заготовки в процессе ее осадки, пе- ред последующей формовкой заготовку кантуют на 180 , причем формовку диска и ступицы на окончательные размеры осуществляют последовательно.
W//////
Y////////////7/A Фыг.1
. 3
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ получения заготовок железнодорожных колес | 1990 |
|
SU1750842A1 |
| СПОСОБ ШТАМПОВКИ ЗАГОТОВОК ДЛЯ ЦЕЛЬНОКАТАНЫХ КОЛЕС | 2006 |
|
RU2335373C2 |
| Способ изготовления железнодорожных колес | 1990 |
|
SU1729676A1 |
| Механизированная поточная линия для изготовления железнодорожных колес | 1989 |
|
SU1731379A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЦЕЛЬНОКАТАНЫХ ЖЕЛЕЗНОДОРОЖНЫХ КОЛЕС | 2008 |
|
RU2404009C2 |
| СПОСОБ ПРОКАТКИ ИЗДЕЛИЙ ТИПА КОЛЕС | 1994 |
|
RU2073577C1 |
| Способ изготовления колес | 1978 |
|
SU667298A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЦЕЛЬНОКАТАНЫХ ЖЕЛЕЗНОДОРОЖНЫХ КОЛЕС | 1993 |
|
RU2039626C1 |
| Механизированная поточная линия для изготовления штампокатаных колес | 1989 |
|
SU1750822A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЦЕЛЬНОКАТАНЫХ ЖЕЛЕЗНОДОРОЖНЫХ КОЛЕС | 2007 |
|
RU2355502C1 |
Изобретение относится к обработке металлов давлением, а именно к технологии производства колес со ступицами. Целью изобретения является повьшение качества получаемых изделий. При осадке заготовки осуществляют формирование одностороннего выступа со стороны верхней торцовой поверхности заготовки. Затем заготовку кантуют на 180°, центрируют по выступу и производят последовательную формовку диска и ступицы. При осадке загрязненные дефектами литья боковые поверхности заготовки переходят пре имущественно на нижнюю часть заготовки и после прокатки оказываются на внутренней стороне диска колеса. Изобретение позволяет переместить при деформировании дефектные збны на механически обрабатываемые поверх-§ ности колеса. 4 ил., 1 габл, (Л ;о ч 00 
Фиг г
Составитель А. Воронцов Редактор М. Петрова Техред в.КадарКорректор Г. Решетник
-,. .
Заказ 6997/10 Тираж 655 .Подписное
ВНИИПИ Государственного комитета СССР
по делам изобретений и.открытий 113035, Москва, Ж-35, Раушская наб., д. 4/5
Производственно-полиграфическое предприятие, г. Ужгород, ул. Проектная, А
.
| Способ изготовления заготовок для цельнокатаных колес | 1977 |
|
SU650704A2 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
