Изобретение относится к области обработки металлов давлением, в частности к изготовлению цельнокатаных колес.
При производстве осесимметричных изделий типа колес для колесопрокатного стана наиболее характерным дефектом является эксцентриситет обода колеса относительно ступицы. Существующие стандарты устанавливают достаточно жесткие ограничения на допустимые величины эксцентриситета обода. Это делается с целью уменьшения дисбаланса колесных пар в эксплуатации, приводящего к резкому повышению динамических нагрузок на подвижной состав.
Специфичность этого дефекта заключается и в том, что при последующих после прокатки переделах колес (выгибке диска и механической обработке) он трансформируется в целый ряд других размерных отклонений, таких как разностенность ступицы и разнотолщинность обода, перекос торца ступицы, смятие ступицы и утяжка обода, овальность внутреннего и наружного диаметров обода и некоторые другие.
Механической обработкой колес удается несколько снизить эксцентриситет обода, но годными после такой обточки становятся лишь колеса, в которых эксцентриситет обода ненамного превышал допустимый.
Для снижения отбраковки колес приходится предусматривать увеличенные припуски на механическую обработку. Поэтому снижение числа колес с эксцентриситетом обода является значительным резервом повышения выхода годного.
К причинам появления эксцентриситета обода в первую очередь следует отнести размерные отклонения задаваемых в стан отформованных заготовок, а именно разноширинность и разнотолщинность обода заготовки, являющихся следствием неравномерного заполнения периферийной полости формовочных штампов. Это является следствием нарушения условий центрирования заготовки в формовочном прессе или подачи в пресс заготовки с неравномерно распределенным объемом металла относительно ее оси.
Известен способ изготовления заготовок для цельнокатаных колес, заключающийся в том, что после осадки заготовки в калибровочном кольце и калибровки ее наружной поверхности заготовку центрируют по этой поверхности и окончательно осаживают с одновременной разгонкой металла пуансоном и выполнением основания ступицы с калибровкой его наружной поверхности, а центрирование заготовки перед формовкой на формовочном прессе осуществляют по откалиброванной поверхности ступицы [а.с. №650704, В21Н 1/04, опубл. в БИ №9, 05.03.1979].
К недостатку этого способа относится то, что окончательное оформление ступицы осуществляется на калибровочном прессе после прокатки заготовки на колесопрокатном стане, в результате чего металл ступицы теряет температуру, а это приводит к образованию таких дефектов, как невыполнение верхней части ступицы, к появлению дефектов в виде рванин, трещин, плен.
Кроме того, в результате формовки ступицы пуансоном на калибровочном прессе возникающие в металле центральной зоны напряжения вызывают его течение из ступицы в диск, что приводит к увеличению толщины диска у ступицы и искажению его конфигурации, т.е. к снижению точности размеров диска колеса. В дальнейшем такие колеса требуют ремонтной обточки по диску, что снижает технико - экономические показатели производства и ухудшает товарный вид продукции.
Известен также способ изготовления заготовок для цельнокатаных колес, включающий осадку исходной заготовки, разгонку ее пуансоном, центрирование на формовочном штампе, имеющем верхнюю и нижнюю части, и формовку заготовки горячей штамповкой, включающей формообразование подвижных пуансоном ступицы с полостью и перемычкой [а.с. №841773, кл. В21К 1/28, БИ №24, 30.06.1981].
Недостатком этого способа является невысокое качество поверхности готовых колес, приводящее к повышенному ремонту и браку колес. Одной из причин этого недостатка является переход поверхностных дефектов металлургического происхождения на механически необрабатываемые элементы железнодорожных колес.
Известен также способ изготовления заготовок изделий типа колес, по которому при предварительном деформировании по меньшей мере на одном торце заготовки формируют выступ в виде усеченного конуса, высота которого составляет 0,1-0,4 от высоты исходной заготовки, диаметр у основания равен 0,55-0,9 от диаметра исходной заготовки, а угол конусности составляет 30-40° [а.с. №718212, кл. В21К 1/28, опубл. в БИ №8, 29.02.1980].
Характерным дефектом данного способа изготовления заготовок является эксцентриситет обода колеса относительно ступицы, который приводит к разностенности ступицы и разнотолщинности обода, что в конечном итоге ведет к дополнительной отсортировке колес.
Наиболее близким техническим решением к предлагаемому является способ изготовления заготовок для цельнокатаных колес, заключающийся в том, что после осадки заготовки в калибровочном кольце и калибровки ее наружной поверхности заготовку центрируют по этой поверхности и окончательно осаживают с одновременной разгонкой металла пуансоном и выполнением основания ступицы с калибровкой его наружной поверхности, а центрирование заготовки перед формовкой на формовочном прессе осуществляют по откалиброванной поверхности ступицы [а.с. №650704, В21Н 1/04, опубл. в БИ №9, 05.03.1979].
К недостатку этого способа относится то, что окончательное оформление ступицы осуществляется на калибровочном прессе после прокатки заготовки на колесопрокатном стане, в результате чего металл ступицы теряет температуру, а это приводит к образованию таких дефектов, как невыполнение верхней части ступицы, к появлению дефектов в виде рванин, трещин, плен.
Кроме того, в результате формовки ступицы пуансоном на калибровочном прессе возникающие в металле центральной зоны напряжения вызывают его течение из ступицы в диск, что приводит к увеличению толщины диска у ступицы и искажению его конфигурации, т.е. к снижению точности размеров диска колеса. В дальнейшем такие колеса требуют ремонтной обточки по диску, что снижает технико-экономические показатели производства и ухудшает товарный вид продукции.
Технической задачей изобретения является достижение строго регламентированных геометрических размеров и повышение качества поверхности колес.
Техническая задача достигается тем, что в способе штамповки заготовок для цельнокатаных колес, включающем осадку нагретой до температуры деформирования заготовки между верхней и нижней плоскопараллельными частями формовочного штампа в области, ограниченной внутренней конусной поверхностью технологического кольца, с самоцентрированием внутренней конусной поверхности технологического кольца по смещаемому в процессе осадки объему металла заготовки путем обеспечения перемещения упомянутого кольца в радиальных направлениях в зависимости от направления течения металла осаживаемой заготовки, и извлечение осаживаемой заготовки из технологического кольца, согласно изобретению осуществляют центрирование исходной заготовки в формовочном штампе, используют технологическое кольцо с углом конуса внутренней поверхности, составляющим 12-15°, перемещение технологического кольца при его самоцентрировании обеспечивают на величину до 30 мм, а извлечение осаженной заготовки осуществляют перемещением пуансона, установленного в верхней части формовочного штампа, с расположением в процессе осадки его нижнего торца на уровне нижней плоскости верхней части штампа.
На чертеже показана схема осадки заготовки в калибровочном кольце,
где обозначено: нижняя часть формовочного штампа 1; верхняя часть формовочного штампа 2; осаживаемая заготовка 3; пуансон 4 для формовки ступицы; технологическое кольцо 5 с меняющимся направлением перемещения и шток 6, выталкивающий заготовку из кольца.
Отличительными признаками в заявляемом способе являются:
- штамповку заготовки производят между двумя плоскопараллельными штампами в области, ограниченной внутренней конусной поверхностью в 12-15 градусов;
- конусная поверхность технологического кольца в процессе штамповки заготовки самоцентрируется по смещаемому объему металла в пределах до 30 мм.
Сущность способа заключается в следующем.
Нагретую до температуры деформирования заготовку для осадки укладывают на нижнюю часть 1 формовочного штампа, центрируют ее.
Для симметричного распределения металла штамповку заготовки производят между двумя плоскопараллельными штампами 1, 2 в области, ограниченной внутренней конусной поверхностью с углом конуса внутренней поверхности, составляющим 12-15°. Перемещение технологического кольца при его самоцентрировании производят на величину до 30 мм во всех радиальных направлениях, обеспечивая этим симметричность распределения металла в конусном объеме технологического кольца 5.
Для свободного извлечения заготовки из технологического кольца в конструкции предусмотрен пуансон 4, который во время рабочего хода поднимается на фиксированную величину, образуя с верхним штампом 2 единую плоскость, а при обратном ходе пресса, путем воздействия на него усилия штока 6, выталкивает заготовку из кольца.
В результате данной операции осаженная заготовка 3 имеет осесимметричную форму с равномерным распределением металла по конусному объему, ограниченному штампами и технологическим кольцом.
В дальнейшем, во время захвата заготовки роботом-манипулятором, она центрируется относительно клещевин манипулятора и устанавливается в формовочном прессе по оси симметрии штампов.
Нажатием верхней части формовочного штампа усилием Р осуществляют формирование заготовки. После этого движение верхней части штампа прекращают и фиксируют его в данном положении относительно нижней части формовочного штампа.
Важной особенностью данного способа осадки является то, что получение осесимметричной заготовки производится за один рабочий ход обжимного пресса, в то время как на других действующих колесопрокатных линиях применяется промежуточное центрирование заготовки при осадке, а сама осадка производится за два-три рабочих хода, или применяется дополнительный пресс для предварительной осадки заготовки.
Предлагаемый способ осадки позволяет получать осесимметричную заготовку с равномерным распределением металла по объему за один рабочий ход пресса без увеличения общего времени штамповки на обжимном прессе и без применения дополнительных устройств и агрегатов.
Пример.
Способ опробован в условиях колесопрокатного цеха ОАО "Нижнетагильский металлургический комбинат".
Было изготовлено две партии железнодорожных колес по способу-прототипу и предлагаемому способу. В каждой партии по 150 колес, все из одной плавки. Заготовка последовательно подвергалась предварительной осадке в самоцентрирующем технологическом кольце, затем разгонке, формовке, прокатке и калибровке.
При изготовлении железнодорожного цельнокатаного колеса диаметром 957 мм по предлагаемому способу нагретую до температуры 1260°С исходную заготовку массой 475 кг и высотой 412 мм для симметричного распределения металла производили между двумя плоскопараллельными штампами в области, ограниченной конусной поверхностью в 12-15 градусов и диаметром 840,9 мм, причем поверхность кольца в процессе штамповки самоцентрируется по смещаемому объему металла заготовки в пределах до 30 мм в зависимости от направления течения металла осаживаемой заготовки.
В верхний штамп устанавливают перемещаемый пуансон, который нижним торцом самопроизвольно устанавливается в процессе штамповки на уровне нижней плоскости верхнего штампа.
Толщина отштампованной заготовки составляла 106±3 мм.
Качественные показатели осмотренных колес свидетельствует, что при штамповке колес по предлагаемому способу брак колес по причине неравномерности выкатки диска и эксцентриситете ступицы относительно обода значительно снизился (см. таблицу).
Таким образом, использование предлагаемого способа штамповки в сравнении с известными способами позволяет существенно повысить качество поверхности колес.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ ЗАГОТОВОК ДЛЯ ЦЕЛЬНОКАТАНЫХ КОЛЕС | 1992 |
|
RU2030947C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЦЕЛЬНОКАТАНЫХ ЖЕЛЕЗНОДОРОЖНЫХ КОЛЕС | 2008 |
|
RU2404009C2 |
| СПОСОБ ЭКСПЛУАТАЦИИ ОБОРУДОВАНИЯ ПРИ ОСАДКЕ ЗАГОТОВОК | 1996 |
|
RU2105629C1 |
| Способ производства железнодорожных колес | 1975 |
|
SU610593A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЦЕЛЬНОКАТАНЫХ ЖЕЛЕЗНОДОРОЖНЫХ КОЛЕС | 1997 |
|
RU2111822C1 |
| Способ изготовления штампокатан-НыХ КОлЕС | 1978 |
|
SU795668A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЦЕЛЬНОКАТАНЫХ ЖЕЛЕЗНОДОРОЖНЫХ КОЛЕС | 2007 |
|
RU2404877C2 |
| Способ изготовления заготовок для цельнокатаных колес | 1977 |
|
SU650704A2 |
| Способ изготовления колес | 1978 |
|
SU667298A1 |
| Автоматическая поточная линия для изготовления колес | 1972 |
|
SU440241A1 |
Изобретение относится к области обработки металлов давлением. Нагретую до температуры деформирования заготовку центрируют в формовочном штампе и осаживают между верхней и нижней плоскопараллельными частями штампа. Осадку ведут в области, ограниченной внутренней конусной поверхностью технологического кольца. Угол конуса указанной поверхности кольца составляет 12-15°. При осадке происходит самоцентрирование внутренней поверхности технологического кольца по смещаемому объему металла заготовки. Для этого обеспечивают перемещение кольца в радиальных направлениях на величину до 30 мм в зависимости от направления течения металла заготовки. Затем осаженную заготовку извлекают перемещением пуансона. Пуансон установлен в верхней части формовочного штампа. В процессе осадки нижний торец пуансона располагается на уровне нижней плоскости верхней части штампа. В результате обеспечивается повышение точности колес и улучшение качества их поверхности. 1 ил., 1 табл.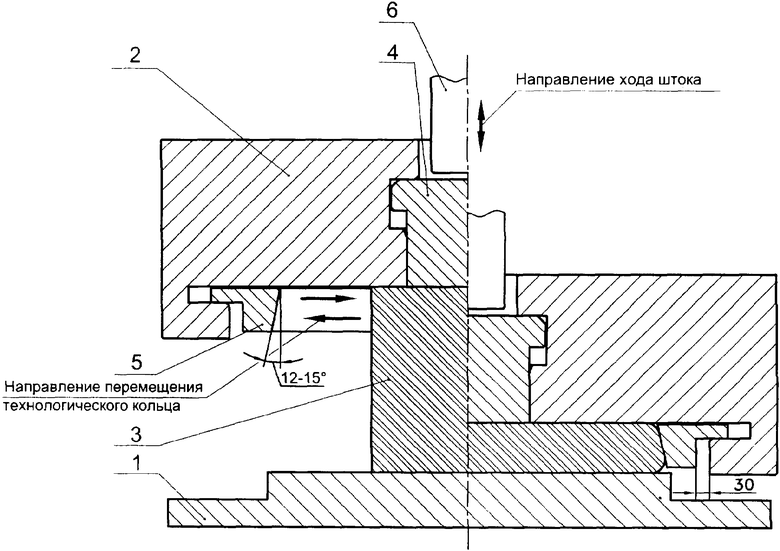
Способ штамповки заготовок для цельнокатаных колес, включающий осадку нагретой до температуры деформирования заготовки между верхней и нижней плоскопараллельными частями формовочного штампа в области, ограниченной внутренней конусной поверхностью технологического кольца, с самоцентрированием внутренней конусной поверхности технологического кольца по смещаемому в процессе осадки объему металла заготовки путем обеспечения перемещения упомянутого кольца в радиальных направлениях в зависимости от направления течения металла осаживаемой заготовки и извлечение осаженной заготовки из технологического кольца, отличающийся тем, что осуществляют центрирование исходной заготовки в формовочном штампе, используют технологическое кольцо с углом конуса внутренней поверхности, составляющим 12-15°, перемещение технологического кольца при его самоцентрировании обеспечивают на величину до 30 мм, а извлечение осаженной заготовки осуществляют перемещением пуансона, установленного в верхней части формовочного штампа с расположением в процессе осадки его нижнего торца на уровне нижней плоскости верхней части штампа.
| Способ изготовления заготовок для цельнокатаных колес | 1977 |
|
SU650704A2 |
| Устройство для осадки заготовок железнодорожных колес | 1978 |
|
SU776736A1 |
| Способ подготовки заготовок цельнокатаных колес под штамповку и прокатку | 1989 |
|
SU1761374A1 |
| СПОСОБ ЭКСПЛУАТАЦИИ ОБОРУДОВАНИЯ ПРИ ОСАДКЕ ЗАГОТОВОК | 1996 |
|
RU2105629C1 |
| СПОСОБ ИЗМЕРЕНИЯ ПРОДОЛЬНОЙ ПОКОРОБЛЕННОСТИ (КРИВИЗНЫ) ОТДЕЛЬНЫХ ОБРЕЗНЫХ ДОСОК | 2008 |
|
RU2361174C1 |

