Изобретение относится к электротехнике и может быть использовано для дуговой сварки стальных изделий штучными электродами.
Цель изобретения - повьшение качества сварного соединения путем повышения надежности зажигания дуги и устойчивое - и ее горения .
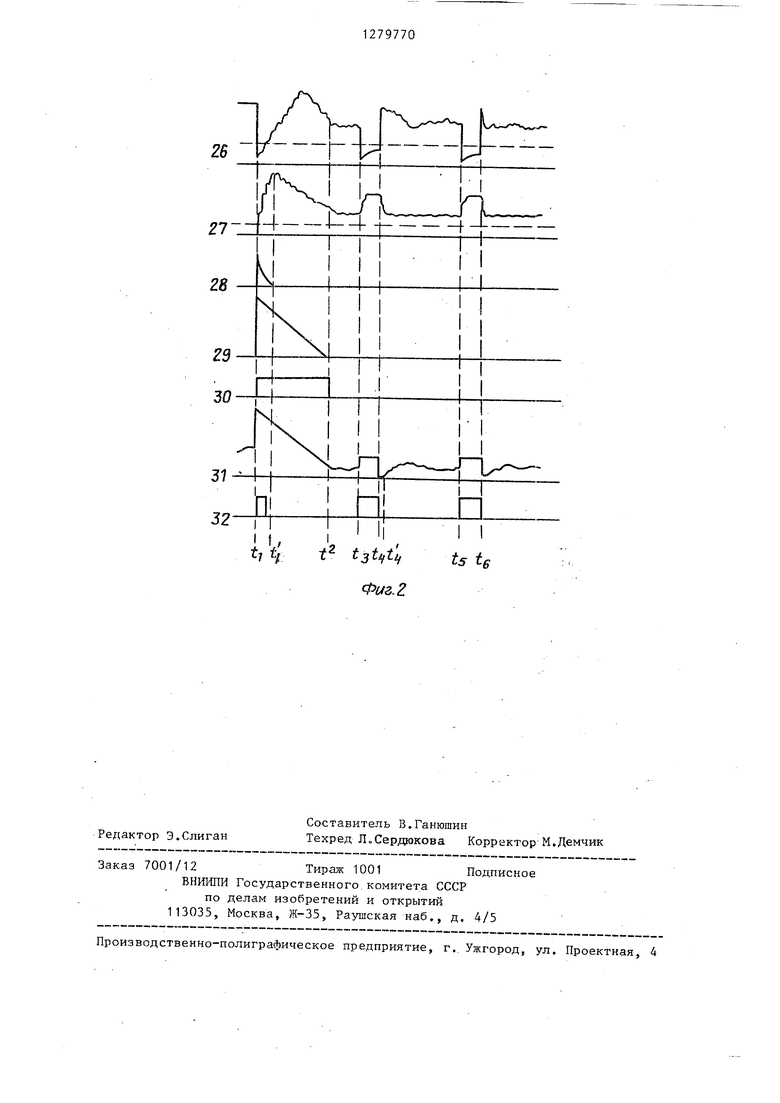
На фиг„1 представлена структурная схема источника питания, на фиг.2 - временные диаграммы, иллюстрирующие его работу.
Устройство содержит последовательно соединенные источник 1 питания постоянного тока (фиг.1), инвертор 2, трансформатор 3, вьшрямитель 4, фильтр 5, нагрузку (сварочную цепь) 6 и систему управления инвертором, в состав которой входят датчик 7 тока, включенный последовательно с нагрузкой, датчик 8 напряжения, подключенный пара.плелЁно нагрузке. Выход датчика тока подключен к первым входам первого 9 и второго 10 компараторов, выход датчика напряжения - к первому входу третьего компаратора 11. Вторые входы компараторов подключены соответственно: первого - к
1
выходу источника 12 напряжения устав-JQ инвертора 2, выполненного, например.
к первому источнику опорного напряжения, третьего - к
второму источнику 14 опорного напряжения. Выход первого компаратора 9 через последовательно включенные интегратор 15, ограничитель . 16 и первый ключ 17 подключены к входу преобразователя 18 напряжения в частоту, выход которого соединен с управляющим входом инвертора 2. Параллельно .ин- Q тегратору подключен второй ключ 19. Выход второго компаратора 10 через последовательно соединенные дифференцирующую цепь 20, участок вход - пер13 по последовательной резонансной схеме. Выходное напряжение и ;-.ертора 2 в этом случае пропорционально частоте запускающих импульсов, ЭТо напряжение , после трансформации, выпрямления и
фильтрации (блоки 3-5, фиг.1) прикладывается к нагрузке 6, измеряется дат чиком 8, с выхода которого сигнал поступает на первый вход компаратора 11 Последний работает таким образом, что при превьплении сигнала первого входа над напряжением .источника 14 на выходе его - сигнал О, в противном случае 1. Величина выходного напряжения
вьй .выход генератора импульсов 21 со- источника 14 выбрана несколько больединен с первым входом сумматора 22, Второй выход генератора 21 подключен к первому входу схемы ИЛИ 23. Выход третьего компаратора 11 подключен к
шей (на 1-2 В) выходного напряжения датчика 8 при коротком замыкании сварочной цепи 6. В случае холостого ход на первом входе блока 11 действует
второму входу схемы ИЛИ 23, Между большее напряжение, на выходе его и
ходом источника 12 напряжения уставки и вторым входом сумматора включен
о
функциональный преобразователь 24„ Выход сумматора 22 через третий ключ 25 подключен к входу преобразователя напряжения в частоту 18. Управляющие цепи всех трех ключей объединены и подключены к выходу схемы ИЛИ 23.
на втором входе схемы ИЛИ 23 - сигнал О.
Генератор 21 импульсов имеет два выхода, на первом из яих сигнал m-ieeT ГС треугольную форму, на втором - прямоугольную с амплитудой, соответствующей логической 1, и совпадает по длительности с сигналом первого выхода. Запуск генератора 21 возможен
to
2797702
На фиг.2 представлены временные диаграммы: 26 - напряжения нагрузки, 27 - тока нагрузки,, 28 - выходного напряжения дифференцирующей цепи; 29 - напряжения на первом выходе генератора 21 30 - напряжения на втором выходе генератора 21; 31 - входного напряжения преобразователя 18; 32 - напряжения на выходе схемы РШИ 23.
Устройство работает следующим образом.
При подключении источника 1 питания постоянного тока и источника питания системы управленргя (не показан) при разомкнутой цепи 6 на выхрде компаратора 9 появляется сигнал, пропорциональный напряжению источника 12, так как выходное напряжение датчика 7 тока равно 0. Сигнал компаратора 9 через интегратор 15, ограничитель 16, ключ 17 поступает на вход преобразователя 18, частота выходных импульсов которого пропорциональна его входному напряжению и, следовательно, нарастает до значения, фиксированного ограничителем 16. Импульсы преобразователя 18 отпирают вентили
15
20
25
фильтрации (блоки 3-5, фиг.1) прикладывается к нагрузке 6, измеряется чиком 8, с выхода которого сигнал поступает на первый вход компаратора 11. Последний работает таким образом, что при превьплении сигнала первого входа над напряжением .источника 14 на выходе его - сигнал О, в противном случае 1. Величина выходного напряжения
источника 14 выбрана несколько большей (на 1-2 В) выходного напряжения датчика 8 при коротком замыкании сварочной цепи 6. В случае холостого хода на первом входе блока 11 действует
большее напряжение, на выходе его и
на втором входе схемы ИЛИ 23 - сигнал О.
Генератор 21 импульсов имеет два выхода, на первом из яих сигнал m-ieeT треугольную форму, на втором - прямоугольную с амплитудой, соответствующей логической 1, и совпадает по длительности с сигналом первого выхода. Запуск генератора 21 возможен
только положительным импульсом с выхода дифференцирующей цепи 20, который появляется при переходе компаратора 10 из состояния О в состояние 1, Компаратор 10 работает таким об- 5 разом, что при превышении сигнала первого входа над напряжением источника 13 на выходе его - сигнал О, в противном случае 1, Величина выходного
тает (диаграмма 27), происходит интенсивный разогрев контакта элек- трод - изделие, расплавление материала электрода и его частичное испарение.
Таким образом создаются условия для ионизации газа разрядного промежутка сначала за счет термоэлектронной эмиссии, затем, по мере расплавнапряжения источника 13 выбрана рав- ления конца электрода и образования
ной выходному напряжению датчика 7 тока при токе нагрузки, меньшем минимального сварочного тока (5-10 А). Таким образом, в случае холостого хода сварочной цепи сигнал на выходе компаратора 10 соответствует О, на всех входах и выходе схемы ИЛИ 23 - Нулевому сигналу на управляющих входах ключей 17, 19 и 25 соответствует положение 1, единичному - положе- ние 2, т.е. при холостом ходе сварочной цепи ключи 19 и 25 разомкнуты, ключ 17 замкнут.
В момент t, (фиг.2) начала сварки производится замыкание цепи 6 путем
касания электродом свариваемого изделия . Напряжение нагрузки падает ниже уровня срабатывания компаратора
поэтому, начиная с момента t , определяемого параметрами импульса генератора 21 и фильтра 5 (фиг.1), ток
11 (пунктирная линия на диаграмме 26, .,,, нагрузки падает, а напряжение на ней
фиг.2), выходной сигнал компаратора 11 и, следовательно, управляющий сигнал ключей становится равньм 1, ключи 19 и 25 замыЬаются, ключ 17 размыкается. Одновременно появляется ток нагрузки (диаграмма 27, фиг.2), вследствие чего сигнал на первом входе компаратора 10 превышает порог его срабатывания (пупктирпая линия на диаграмме 27). Компаратор 10 переходит в состоянде 1, положительньй перепад его выходного сигнала передается через дифферен цирующую цепь 20 на вход генератора 21 (диаграмма 28, фиг.2), который вырабатывает импульсы на первом (диаграмма 29, фиг.2) и втором (диаграмма 30) выходах.
В интервале времени t -t на входе преобразователя 18 действует напряжение, равное сумме выходного на- пряжения функционального преобразователя 24, пропорционального сигналу уставки, и напряжения первого выхода генератора 21 (диаграмма 31, фиг.2). В начале указанного интервала частота запускающих импульсов инвертора 2, следовательно, мощность, которая может .быть передана в нагрузку, максимальна, ток нагрузки резко возрас35
40
45
50
55
продолжает расти, затем, по окончании процесса подготовки и зажигания дуго- Bojo разряда, так же спадает (диаграмма 2-6, фиг.2).
Таким образом обеспечивается устой чивое зажигание дуги в начале сварки Значительный бросок мощности в первый момент и определенный закон изменения ее в процессе установления ду1 ового разряда и теплового равновесия в свар ном шве исключает явление залипания электрода, что улучшает качество шва и обеспечивает обле1 чение труда сварщика.
Если по KaKnM- i6o причинам (загрязнение поверхности изделия, нали чие окалины, плохой контакт в элект- рододержателе и т.п.) дуга при первок касании не возникает, ток нагрузки становится равным О, компаратор 10 устанавливается в О, ключи 17, 19 и 25 переходят в положение 1. При следующем замыкании цепи нагрузки процесс повторяется. В процессе сварки, когда горит дуга и при капельных коротких замыканиях компаратор 10 находится в состоянии 1, генератор 21 не работает, на первых входах сумматора 22 и схемы ИЛИ 23 нулевые сиг
704
тает (диаграмма 27), происходит интенсивный разогрев контакта элек- трод - изделие, расплавление материала электрода и его частичное испарение.
Таким образом создаются условия для ионизации газа разрядного промежутка сначала за счет термоэлектронной эмиссии, затем, по мере расплавления конца электрода и образования
5
разрядного промежутка, за счет автоэлектронной эмиссии, термической ионизации и возникновения дуги, горящей в парах свариваемого металла.
Форма импульса генератора 21 (диаграмма 29) близка к треугольной, а параметры импульса выбраны так, чтобы закон изменения мощности нагрузки обеспечивал интенсивньй прогрев металла в начале сварки, гарантированное зажигание и устойчивое горение дуги к моменту t (фиг.2) окончания импз льса. В течение интервала t --t частота инвертора 2 падает.
t t 1 2 , сопротивление нагрузки растет,
поэтому, начиная с момента t , определяемого параметрами импульса генератора 21 и фильтра 5 (фиг.1), ток
,, нагрузки падает, а напряжение на ней
5
0
5
0
5
продолжает расти, затем, по окончании процесса подготовки и зажигания дуго- Bojo разряда, так же спадает (диаграмма 2-6, фиг.2).
Таким образом обеспечивается устойчивое зажигание дуги в начале сварки. Значительный бросок мощности в первый момент и определенный закон изменения ее в процессе установления ду1 ового разряда и теплового равновесия в сварном шве исключает явление залипания электрода, что улучшает качество шва и обеспечивает обле1 чение труда сварщика.
Если по KaKnM- i6o причинам (загрязнение поверхности изделия, нали чие окалины, плохой контакт в элект- рододержателе и т.п.) дуга при первок касании не возникает, ток нагрузки становится равным О, компаратор 10 устанавливается в О, ключи 17, 19 и 25 переходят в положение 1. При следующем замыкании цепи нагрузки процесс повторяется. В процессе сварки, когда горит дуга и при капельных коротких замыканиях компаратор 10 находится в состоянии 1, генератор 21 не работает, на первых входах сумматора 22 и схемы ИЛИ 23 нулевые сигналы. На участках горения дуги без коротких замыканий, например, в интервале , (фиг. 2), ток нагрузки стабилизируется за счет цепи отрицательной обратной связи, образованной датчиком 7, компаратором 9, интегратором 15 и преобразователем 18 на уровне, определяемом сигналом источника 12. При замыкании дугового промежутка каплей металла, падающей с электрода на изделие, напряжение на нагрузке резко снижается (интервалы t -t , t -t , диаграмма 26, фиг.2), компаратор 11 устанавливается в состояние 1, которое через схему 23 передается на управляющие цепи ключей. Последние переходят в положение 2 (диаграмма 32, фиг,2). Ключ 19 замыкает вход интегратора на выход, таким образом на входе ограничителя 16 устанавливается выходной сигнал компаратора 9. Этот- сигнал отрицателен, так как ток короткого замыкания преВ предлагаемом устройстве малые длительности фронта и спада обеспечиваются путем изменения структуры системы управления в зависимости от этапа процесса сварки: когда горит дуга и происходит расплавление очередной дозы переносимого металла, ток стабилизируется инерционным замкнутым контуром, содержащим интегратор 15 (фиг,1). На зтапаг; коротких зам псаний интегратор исключается из системы, его начальные условия обнуляются, система регулирования размыкается. Оптимальность амплитуды импульсов тока
вышает ток установленного режима сва- -рки. При отрицательном входном сигна- короткого замыкания обеспечивает связь
ле ограничителя 16, в качестве которого может быть использован стабилитрон с заземленным анодом, выходной сигнал его близок к 0. На входе преобразователя 18 напряжения в частоту действует сигнал функционального преобразователя 24, пропорциональньм сигналу источника 12.
Характеристика преобразователя 24 выбрана так, чтобы ток короткого замыкания с учетом нелинейности характеристик блоков 18, 2-4 был связан определенным образом с режимным сварочным током. Оптимальная форма характеристики блока 24 может быть найдена экспериментально, так как если Ток слишком мал, во время короткого замыкания выделяется мощность, недостаточная для сохранения условия последующего зажигания дуги, возможно залипание электрода, а если ток больше оптимального, усид ивается разбрызгивание металла, поскольку давление дуги на металл пропорционально квадрату тока.
Выходной сигнал блока 24 значительно меньше амплитуды импульса генератора 21, поэтому указанный процесс первого зажигания дуги практически не зависит от режима сварки.
Для сохранения устойчивой дуги и получения высокого качества шва (малое разбрызгивание, предотвращение
выгорания легирующих добавок, интенсивного испарения на границе капля - жидкая ванна) необходимо вьтолнить Следующие условия: фронт нарастания импульсов тока короткого замыкания должен быть крутым, амплитуда этого импульса должна быть оптимальной, спад импульса должен быть крутым, но ток не должен уменьшаться ниже режимного значения,
В предлагаемом устройстве малые длительности фронта и спада обеспечиваются путем изменения структуры системы управления в зависимости от этапа процесса сварки: когда горит дуга и происходит расплавление очередной дозы переносимого металла, ток стабилизируется инерционным замкнутым контуром, содержащим интегратор 15 (фиг,1). На зтапаг; коротких зам псаний интегратор исключается из системы, его начальные условия обнуляются, система регулирования размыкается. Оптимальность амплитуды импульсов тока
0
5
0
5
0
5
ее с напряжением уставки и выбор ха- рактеристшси преобразователя 24. По окончании короткого замыкания ключи переходят в положение 1, восстанавливается замкнутая структура системы регулшрования, но поскольк выходной сигнал интегратора формируется не
мгновенно, входной сигнал преобразователя 18 имеет провалы до О (например, моменты t, tg на диаграмме 31, фиг.2). В токе нагрузки провалы отсутствуют за счет свободного рассеяний энергии, запасенной фильтром 5, однако спад тока происходит быстро (сопротивление нагрузки растет , постоянная времени ее уменьшается) .
В предлагаемом уст 5ойстве по сравнению с известным обеспечивается более высокая производительность процесса сварки за счет более надежного первого зажигания дуги, в том числе на холодный и плохо о чищенный металл, более устойчивого горения дуги при капельном переносе Mei- алла. Дополнительно повышается качество шва, снижаются потери электродного металла, упрощается обслуживание источника, . снижается стоимость сварочных работ, так как высокой квалификации для их проведения не требуется.
Формула изобретения
Источник питания для дуговой сварки, содержащий последовательно соединенные источник питания постоянным током, автономный инвертор, трансформатор, выпрямитель, фильтр, нагрузку и систему управления инвертором, содержащую преобразователь напряжения в частоту, датчики тока и напряжения нагрузки, три компаратора, генератор импульсов с двумя выходами, сумматор, схему ИЛИ, два источника опорного напряжения, источник напряжения уставки и дифференцирующую цепь, отличающийся тем, что, С целью улучшения качества сварного соединения за счет повьшения надежности зажигания дуги, в источник введены три ключа, функциональный преобразователь, интегратор и ограничитель, причем выход интегратора Через последовательно со
О
единенные ограничитель и первый ключ соединен с входом преобразователя напряжения в частоту, второй ключ включен параллельно интегратору, третий ключ включен между выходом сумматора и входом преобразователя напряжения в частоту, первый вход сумматора со -. единен с первым выходом генератора импульсов, второй вход сумматора - с выходом функционального преобразователя, вход функционального преобразователя соединен с выходом источника напряжения уставки и с входом первого компаратора, вход генератора импульсов соединен через дифференцирующую цепь с выходом второго компаратора, управляющие цепи ключей подключены к в Jxoдy схемы ИЛИ, первый вход которой подключен к второму выходу генератора импульсов, а второй вход схемы ШШ - к выходу третьего компаратора.
26
27 28
4-Р4


| название | год | авторы | номер документа |
|---|---|---|---|
| Источник питания для механизированной дуговой сварки | 1986 |
|
SU1393563A1 |
| Источник постоянного тока для дуговой сварки | 1990 |
|
SU1704979A1 |
| Источник питания для дуговой сварки на постоянном токе | 1982 |
|
SU1074672A1 |
| Способ сварки плавящимся электродом с короткими замыканиями и устройство для его осуществления | 1987 |
|
SU1563917A1 |
| Способ релейного управления током в сварочном контуре и устройство для его осуществления | 1987 |
|
SU1459839A1 |
| Сварочный источник постоянного тока | 1986 |
|
SU1423312A1 |
| Устройство для стабилизации сварочной дуги переменного тока | 1987 |
|
SU1458121A1 |
| Имитатор сварочной дуги | 1988 |
|
SU1600937A1 |
| Источник питания сварочной дуги | 1986 |
|
SU1333495A1 |
| Способ определения вылета электрода и устройство для его осуществления | 1987 |
|
SU1496945A1 |

Изобретение относится к области электротехники и может быть использовано для дуговой сварки стальных изделий штучными электродами. Цё ль изобретения - улучшение качест й1а сварного соединения за счет повьтения надежности зажигания дуги. Устройство содержит последовательно соединенные источник питания постоянным током, ав- тономньй инвертор, трансформатор, выпрямитель, фильтр, нагрузку, систему управления инвертором и дополнительно три ключа, функциональный преобразователь, интегратор и ограничитель. Элементы, введенные в устройство, позволяют изменять структуру системы управления в зависимости от этапа процесса сварки. Когда горит дуга и происходит расплавление очередной дозы переносимого металла, ток стабилизируется инерционным замкнутым контуром, содержащим интегратор. На этапах коротких замыканий интегратор исключается из системы, его начальные условия обнуляются, система регулирования размыкается. Необходимая коммутация цепей происходит с помощью ключей. По окончании короткого замыкания ключи переходят в исходное положение и восстанавливается замкнутая структура системы управления. 2 ил. Q ьэ ч NJ
Редактор Э.Слиган
Составитель В.Гакюшин
Техред ЛоСердюкова Корректор М.Демчик
Заказ 7001/12Тираж 1001Подписное
ВНИШТИ Государственного комитета СССР
по делам изобретений и открытий 113035, Москва, Ж-ЗЗ, Раушская наб., д. 4/5
Производственно-полиграфическое предприятие, г. Ужгород, ул. Проектная, 4
| Закс М.И | |||
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Л.: Энергоатомиздат, 1983, с | |||
| Приспособление в пере для письма с целью увеличения на нем запаса чернил и уменьшения скорости их высыхания | 1917 |
|
SU96A1 |
| Резец | 1988 |
|
SU1546211A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
