ГчЭ
41
со
00
о 4;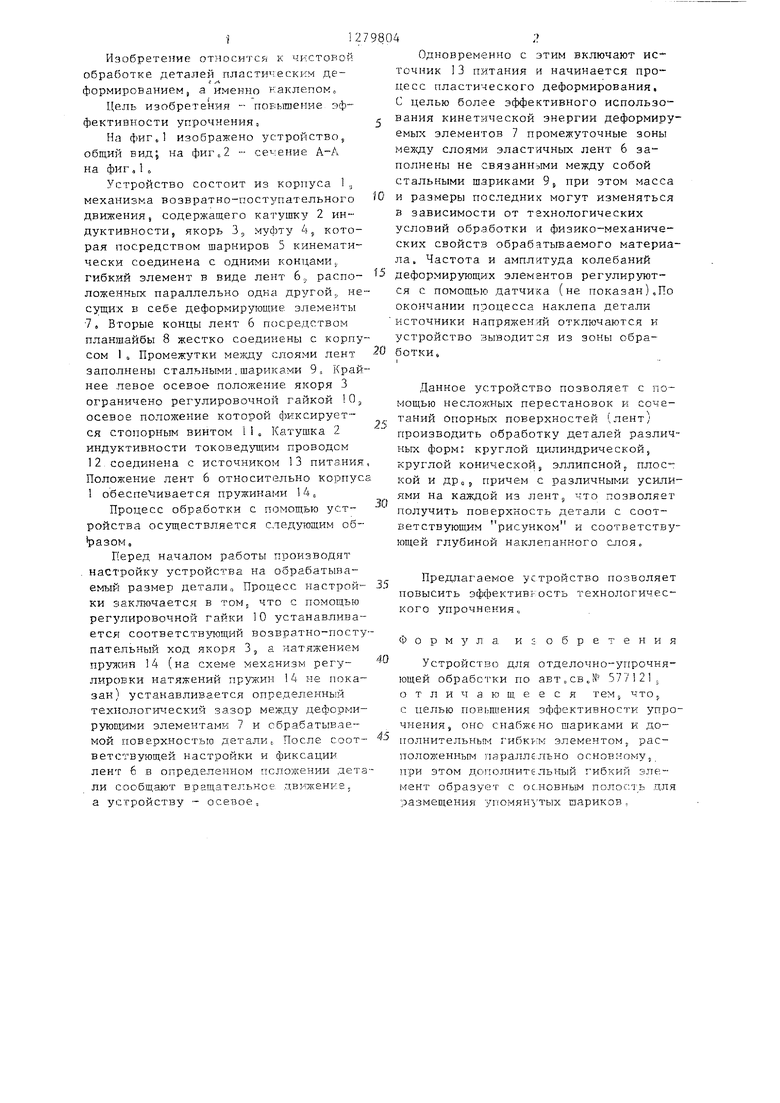
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ПОВЕРХНОСТНОГО УПРОЧНЕНИЯ ДЕТАЛЕЙ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2008 |
|
RU2366560C1 |
| Устройство для поверхностного пластического деформирования | 1986 |
|
SU1349979A1 |
| СПОСОБ ППД ВИНТОВЫХ И СЛОЖНОПРОФИЛЬНЫХ ПОВЕРХНОСТЕЙ ЭЛЕКТРОУПРОЧНЯЮЩЕЙ ГОЛОВКОЙ | 2009 |
|
RU2420391C2 |
| ЭЛЕКТРОГОЛОВКА ДЛЯ УПРОЧНЕНИЯ ВИНТОВЫХ И СЛОЖНОПРОФИЛЬНЫХ ПОВЕРХНОСТЕЙ | 2009 |
|
RU2420392C2 |
| СПОСОБ ВИБРООБКАТЫВАНИЯ | 2009 |
|
RU2421321C2 |
| СПОСОБ ПОВЕРХНОСТНОГО ПЛАСТИЧЕСКОГО ДЕФОРМИРОВАНИЯ ЦИЛИНДРИЧЕСКИХ ДЕТАЛЕЙ | 2021 |
|
RU2753807C1 |
| ЭЛЕКТРИЧЕСКАЯ ВИБРОГОЛОВКА ДЛЯ ОБКАТЫВАНИЯ | 2009 |
|
RU2421320C2 |
| СПОСОБ ПОВЕРХНОСТНО-ПЛАСТИЧЕСКОГО ДЕФОРМИРОВАНИЯ НАРУЖНОЙ ПОВЕРХНОСТИ ДЕТАЛИ В ВИДЕ ТЕЛА ВРАЩЕНИЯ | 2021 |
|
RU2757643C1 |
| ИНСТРУМЕНТ ДЛЯ ВИБРОНАКАТЫВАНИЯ ПЛОСКОСТЕЙ | 2009 |
|
RU2425745C2 |
| УСТРОЙСТВО ДЛЯ СТАТИКО-ИМПУЛЬСНОГО УПРОЧНЕНИЯ СЛОЖНОПРОФИЛЬНЫХ ДЕТАЛЕЙ | 2006 |
|
RU2319596C1 |
Изобретение относится к упрочняюще- чйстовой обработке и является усовершенствованием авт.св. № 577121, Изобретение может быть использовано при обработке деталей наклепом. Устройство позволяет повысить эффективность упрочнения. Для этого по обрабатываемой поверхности периодически воздействуют двумя гибкими элементами лентами, одни концы которых жестко закреплены на корпусе, а другие соединены с механизмом возвратно-поступательного перемещения Промежуток между двумя гибкими элементами лентами заполнен несвязанными между собой стальными шариками. Деформирзтощие элементы армированы в лентах. Частота и амплитуда колебаний деформирующих элементов регулис & руется с помощью датчика, 2 ил.
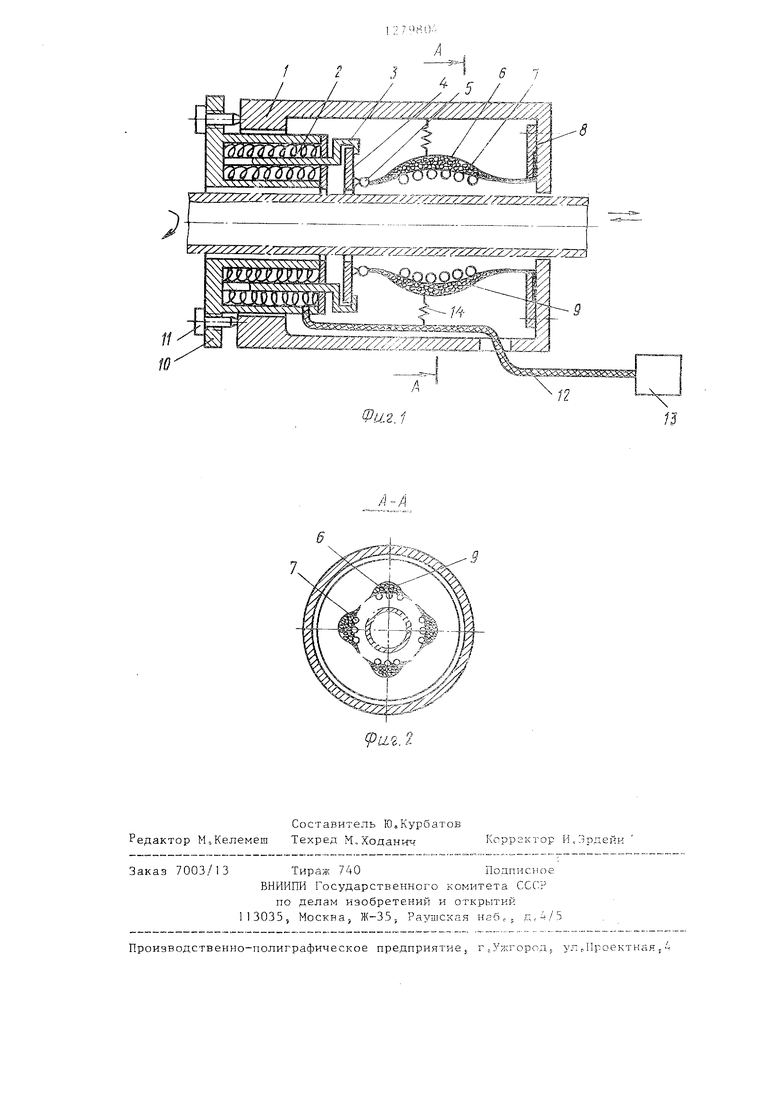
ю Изобретение относится к чистовой обработке деталей пластическим деформированием, а именно наклепом. Цель изобретения - повышение эффективности упрочнения. На фиГб1 изображено устройство; общий вид; на фиг„2 - сечение А-А на фиг,1„ Устройство состоит из корпуса 1. механизма возвратно-поступательного движения, содержащего катушку 2 индуктивности, якорь 3,, муфту 4, которая посредством шарниров 5 кинематически соединена с одними концами,, гибкий элемент в виде лент 6„ расположенных параллельно одна другой,, не сущих в себе деформирующие элементы 7, Вторые концы лент 6 посредством планшайбы 8 жестко соединены с корпу сом I а Промежутки слоями лент заполнены стальными,шариками 9 Край нее ,певое осевое положение якоря 3 ограничено регулировочной гайкой IQ осевое положение которой фиксируется стопорным винтом 1i, Катушка 2 индуктивности токоведущим проводом 12 соединена с источником 13 питания Положение лент 6 относительно корпус 1 обеспе швается пружинами 14, Процесс обработки с помощью устройства осуществляется следугощим обIP аз ом Перед началом работы производят . настройку устройства на обрабатываемый размер детали а Процесс настройки заключается в том, что с помощью регулировочной гайки 10 устанавливается соответствующий возвратно-посту пательный ход якоря 3, а натяжением прулшя 14 (на схеме механизм регулировки натяжений пружин 14 не показан) устанавливается определенный технологш-геский зазор меж,ду деформируюп11зд-)и элементами 7 и обрабатываемой поверхностью ,детали; После соот ветствующей настройки и фиксации лент 6 в ог1ределенном положении дет ли сообщают вращательное ,цвижение. а устройству - осевое. 12 4Л Одновременно с этим включают источник 13 пи:тания и начинается процесс пластического деформирования. С целью более эффективного использования кинетической энергии деформируемых элементов 7 промежуточные зоны между слоями эластичных лент 6 заполнены не связанными между собой стальными шариками 9 при этом масса и размеры последник могут изменяться в зависимости от технологических условий обработки и физико-механических свойств обрабатываемого материала. Частота и амплитуда колебаний деформирующих элементов регулируются с помощью датчика (не показан),По окончании процесса наклепа детали источники напряжений отключаются и устройство выводится из зоны обработки. Данное устройство позволяет с помощью несложных перестановок и сочетаний опорных поверхностей (лент) производить обработку деталей различных форм: круглой цилиндрической; конической S эллипсной плоской и дроJ причем с различными усилиями на каждой из лент, что позволяет получить поверхность детали с соответствующим рисунком и соответствующей глубиной наклепанного слоя Предлагаемое устройство позволяет повысить эффективность технологического упрочнения. Ф о р м у л иг обретения Устройство для отделочно-упрочняющей обработки по авт„св.№ отличающееся тем что,, с пелью повьшшния эффективности упрочнения, оно снабжено шариками и дополнительньм гибкра элементом, расположенным параллельно основному, при этом допо,гп- итбльный гибкий элемент образует с ос,новнь М полос: ь ,ц,ля размещения ;7помян утых шариков,
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
