Изобретение относится к технологии машиностроения, в частности к устройствам и способам отделочно-упрочняющей обработки сложнопрофильных поверхностей деталей из сталей и сплавов поверхностным пластическим деформированием (ППД) со статико-импульсным нагружением многоэлементного деформирующего инструмента.
Известны способ и устройство для упрочнения поверхностей деталей сложной формы микрошариками и шариками в ультрозвуковом поле с использованием магнитострикционного преобразователя, жестко скрепленного с коническим концентратором, который в свою очередь соединен с полым волноводом [1]. Шарики и обрабатываемая заготовка помещены в полый волновод, представляющий собой камеру.
Недостатками известного способа и устройства являются ограниченность размеров упрочняемых заготовок, только для мелких заготовок длиной не более 400 мм и поперечными размерами 160...200 мм. Интенсивность колебаний резко снижается при больших габаритах заготовки. Чтобы амплитуда колебаний волновода была достаточной для формирования требуемого уровня остаточных напряжений в упрочняемых заготовках, предъявляют жесткие требования к ультразвуковым генераторам, вызывающие необходимость эксплуатировать их на предельно допустимых режимах, а это нежелательно, так как ухудшает их работу, приводит к рассогласованию резонансной частоты и в конечном итоге к нарушению процесса упрочнения. Кроме того, в придонной части полого волновода имеется «мертвая» зона, которая ограничивает габариты упрочняемой заготовки. Устройство отличается низким КПД, большой энергоемкостью, недостаточно большой глубиной упрочненного слоя и невысокой степенью упрочнения обрабатываемой поверхности.
Задачей изобретения является расширение технологических возможностей ППД благодаря использованию статико-импульсного нагружения многоэлементного деформирующего инструмента, позволяющего управлять глубиной упрочненного слоя, степенью упрочнения и микрорельефом поверхности, а также повышение производительности, качества и точности обработки благодаря охватывающему и самоустанавливающемуся по обрабатываемой заготовке инструменту.
Поставленная задача решается с помощью предлагаемого устройства для статико-импульсного упрочнения сложнопрофильных деталей, содержащего камеру, которая заполнена деформирующими элементами в виде микрошариков или шариков и выполнена с возможностью размещения в ней заготовки, и волновод, при этом оно снабжено размещенными в камере двумя колодками с вогнутыми цилиндрическими поверхностями, бойком, первым гидроцилиндром, подключенным к гидравлическому генератору импульсов для создания импульсной нагрузки на деформирующие элементы и вторым гидроцилиндром, выполненным с возможностью воздействия на первый гидроцилиндр для создания статической нагрузки на деформирующие элементы, последние расположены между цилиндрическими вогнутыми поверхностями колодок и заготовкой с возможностью схватывания последней, одна из упомянутых колодок выполнена с возможностью передвижения и шарнирно соединена с волноводом, камера выполнена со сквозными отверстиями в ее двух противоположных станках для обеспечения прохождения заготовки и содержит затворы с амортизаторами, расположенные в упомянутых сквозных отверстиях камеры, при этом волновод и боек выполнены одинакового диаметра и расположены в первом гидроцилиндре.
Сущность устройства поясняется чертежами.
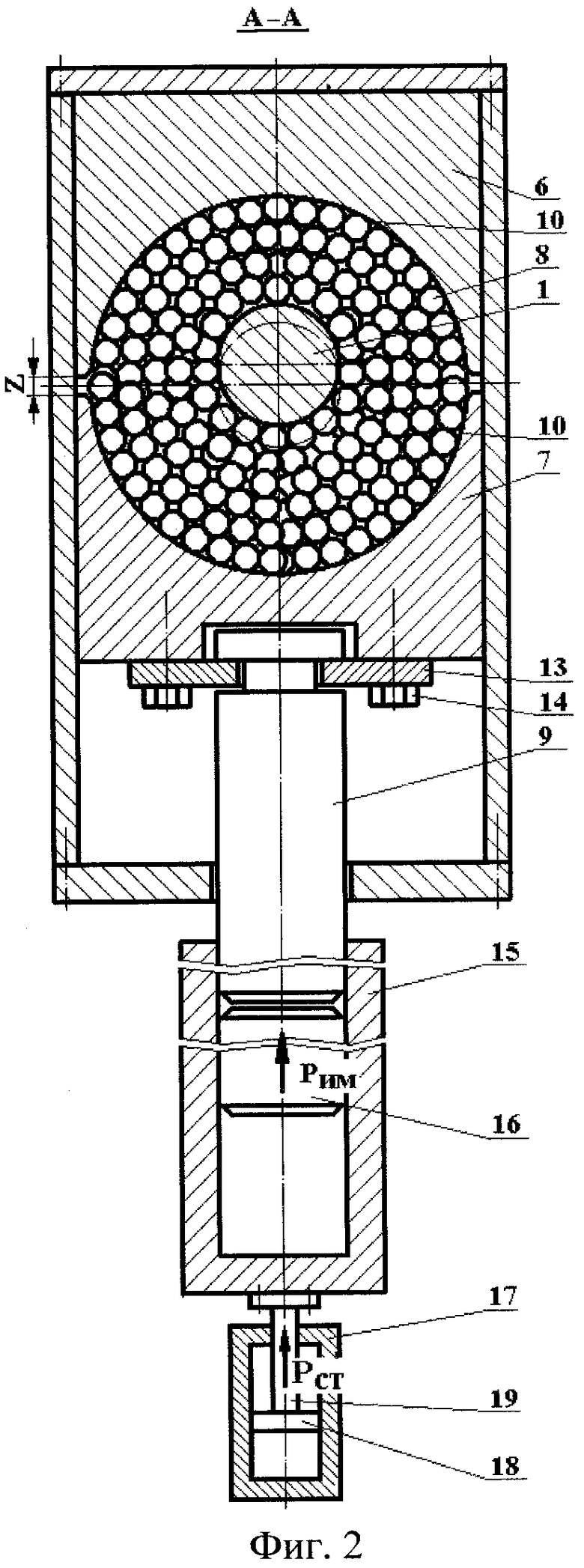
На фиг.1 представлена схема упрочняющей обработки поверхностным пластическим деформированием заготовки винта винтового нефтяного насоса с помощью предлагаемого устройства со статико-импульсным нагружением многоэлементного деформирующего инструмента в виде шариков, продольный разрез, устройство в положении в момент смены заготовки; на фиг.2 - поперечное сечение А-А на фиг.1, устройство в рабочем положении.
Предлагаемое устройство служит для поверхностного пластического деформирования сложнопрофильных деталей 1 с использованием постоянной статической Рст и периодической импульсной Рим нагрузки на многоэлементный деформирующий инструмент 2, при котором обрабатываемой заготовке, например, винта винтового нефтяного насоса сообщают вращательное движение Vз и дополнительное возвратно-поступательное продольное движение Sпр устройству.
Устройство состоит из прочной камеры 3 коробчатой формы, собранной, например, из отдельных прямоугольных стальных пластин. Камера 3 имеет сквозные отверстия 4 в двух противоположных стенках 5 для прохождения обрабатываемой заготовки 1. Отверстия 4 выполнены несколько большего диаметра, чем заготовка, позволяющие свободному прохождению и вращению заготовки 1, частично находящейся в камере 3. Все внутреннее пространство в камере 3 помимо заготовки 1 занимают две колодки 6, 7 и деформирующие элементы в виде микрошариков или шариков 8. Верхняя (согласно фиг.1-2) колодка 6 неподвижная, другая, нижняя, колодка 7 подвижная и шарнирно соединена с волноводом 9. Поверхности колодок 6 и 7 выполнены плоскими по форме камеры 3, в которой они находятся, за исключением поверхностей 10, обращенные к заготовки. Для данной конструкции обрабатываемой заготовки винта это вогнутые цилиндрические поверхности 10, охватывающие заготовку. Между цилиндрическими вогнутыми поверхностями 10 колодок 6 и 7 и заготовкой 1 расположены деформирующие элементы в виде микрошариков или шариков 8, которые охватывают заготовку и оказывают упрочняющее действие при перемещении подвижной колодки 7 вверх под действием усилий Рст и Рим, а также при совместном их действии. Под действием усилий Рст и Рим шарики равно воздействуют как на заготовку, так и на стенки камеры и колодок. Поэтому на боковых стенках 5 камеры, которые выполнены двойными, установлены затворы 11 в виде колец, центрируемые амортизаторами 12. Затворы изготовлены в виде колец с отверстием для прохождения обрабатываемой заготовки и совершают планетарное движение, контактируя со сложной поверхностью заготовки.
Количество шариков 8 в камере 3 такое, что при создании необходимой нагрузки Pт пространство между колодками 6, 7 и заготовкой 1 полностью заполнено и между колодками остается гарантированный зазор Z.
Волновод 9, шарнирно с помощью двух полуколец 13 и винтов 14 соединенный с подвижной колодкой 7, своей нижней частью расположен в гидроцилиндре 15 вместе с бойком 16 и имеет одинаковый с ним диаметр. Гидроцилиндр 15 подключен к гидравлическому генератору импульсов (ГГИ) (не показан) [2-4] для создания импульсной нагрузки Рим на деформирующие шарики 8. Статическая нагрузка Рст на шарики 8 обеспечивается вторым гидроцилиндром 17, воздействующим через поршень 18 и шток 19 на первый гидроцилиндр 15. Волновод 9 и боек 16 выполнены в виде стержней одинакового диаметра и расположены в корпусе гидроцилиндра 15, который соединен с ГГИ, вырабатывающим и создающим импульсную нагрузку.
Статическое нагружение Рст осуществляется посредством гидроцилиндра 17, который через гидроцилиндр 15, волновод 9 и подвижную колодку 7 постоянно воздействует на деформирующий инструмент - шарики при их контакте со сложнопрофильной поверхностью заготовки. Величина статической силы деформирования выбирается наибольшей из обеспечивающих упругие контактные деформации обрабатываемого материала.
Импульсное нагружение Рим осуществляется посредством удара бойка 16 по торцу волновода 9, на котором установлена подвижная колодка, передающая давление инструменту 2. В результате удара в бойке и волноводе возникают ударные и противоположно направленные импульсы одинаковой амплитуды и продолжительности, каждый из которых будет воздействовать на обрабатываемую поверхность с цикличностью, равной двойной продолжительности импульсов. Дойдя до обрабатываемой поверхности, ударный импульс распределяется на проходящий и отражающий. Проходящий импульс формирует динамическую составляющую силы деформации.
Ударный импульс внедряет деформирующие элементы - шарики - в обрабатываемую поверхность на большую величину, чем при традиционной обработке с использованием только статической нагрузки.
Глубина упрочненного слоя, полученного с помощью предлагаемого устройства, достигает 1,5...2,5 мм, что значительно (в 3...4 раза) больше, чем при традиционном статическом упрочнении. Наибольшая степень упрочнения составляет 15...30%. В результате статико-импульсной обработки с использованием предлагаемого устройства по сравнению с традиционным упрочнением эффективная глубина слоя, упрочненного на 20% и более, возрастает в 1,8...2,7 раза, а глубина слоя, упрочненного на 10% и более, - в 1,7...2,2 раза.
Особенности обработки заготовок с помощью предлагаемого устройства следующие. Устройство устанавливается, например, на суппорте токарного станка так, что оси отверстий 4 в стенках 5 корпуса 3 находятся на уровне оси центров станка. Суппорт с устройством перемещают к передней бабке и устанавливают на расстоянии до 5 мм относительно кулачков токарного патрона. Волновод 9 и нижняя колодка 10 находятся в крайнем нижнем загрузочном положении, при этом шарики перекатились вниз и верхний уровень их ниже края отверстия 4. Через отверстия в затворах 11 пропускают обрабатываемую заготовку, например винт, закрепляют его в кулачках патрона и поджимают центром задней бабки. С целью обработки заготовки на всей длине используют технологические втулки, удлиненные центра и др. технологическую оснастку. Включается гидростанция и вступает в работу гидроцилиндр 17, поднимающий волновод 9 и колодку 10 с шариками 8, которые охватывают участок заготовки 1. Создается необходимая нагрузка Рст, включается вращательное движение заготовки Vз и продольная подача Sпр суппорта.
Смазка шариков осуществляется периодически через отверстия при отсутствии заготовки. Поверхность заготовки перед упрочнением также смазывается, что исключает нежелательное сухое трение в зоне контактов шариков с упрочняемой поверхностью.
В замкнутом объеме шарики заполняют все пространство вокруг заготовки и перекатываются при вращении последней.
Периодическую импульсную нагрузку Рим осуществляют с помощью бойка 16, воздействующего на торец волновода 9, который шарнирно соединен с подвижной колодкой 7. В результате удара бойка 16 по торцу волновода 9 в бойке и волноводе возникают ударные и противоположно направленные импульсы одинаковой амплитуды и продолжительности, каждый из которых будет воздействовать через подвижную колодку и шарики на обрабатываемую поверхность с цикличностью, равной двойной продолжительности импульсов. Дойдя до обрабатываемой поверхности, ударный импульс распределяется на проходящий и отражающий. Проходящий импульс формирует динамическую составляющую силы деформации, которая интенсифицирует процесс поверхностного пластического деформирования и упрочняет поверхностный слой обрабатываемой сложнофасонной поверхности. Возможность рационального использования энергии ударных волн определяется размерами инструмента.
Пример. Для оценки параметров качества поверхностного слоя, упрочненного по предлагаемому способу, проведены экспериментальные исследования обработки винта левого Н41.1016.01.001 винтового насоса ЭВН5-25-1500, который имел следующие размеры: общая длина - 1282 мм, длина винтовой части - 1208 мм, диаметр поперечного сечения винта - ⊘27-0,05 мм, эксцентриситет - 3,3 мм, шаг - 28±0,01 мм, шероховатость Ra=0,4 мкм; винтовая поверхность однозаходная, левого направления; материал - сталь 18ХГТ ГОСТ 4543-74, твердость НВ 207-228, масса - 5,8 кг. Обработка проводилась на токарно-винторезном станке мод. 16К20 с использованием предлагаемого устройства и стенда с гидравлическим генератором импульсов [2-4]. Значения технологических факторов (частоты ударов, радиус шарика инструмента, величина круговой подачи) выбирались таким образом, чтобы обеспечить кратность ударного воздействия на элементарную площадку обрабатываемой поверхности в диапазоне 6...10. Дальнейшее увеличение кратности деформирующего воздействия ведет к разупрочнению.
Величина силы статического поджатия инструмента к обрабатываемой поверхности составляла Рст≥25...40 кН; Рим=255...400 кН. Глубина упрочненного статико-импульсной обработкой слоя в 3...4 раза выше, чем при традиционном упрочнении. Упрочненный слой при традиционной статической обработке формируется в условиях длительного действия больших статических усилий.
В предлагаемом устройстве аналогичная глубина упрочненного слоя достигается в результате кратковременного воздействия на очаг деформации пролонгированного импульса энергии. При близких степенях упрочнения поверхностного слоя величина статической составляющей нагрузки в предлагаемой статико-импульсной обработке значительно меньше.
Исследования напряженного состояния упрочненного поверхностного слоя статико-импульсной обработкой показали, что максимальные остаточные напряжения находятся близко к поверхности, как при чеканке, что благоприятно для большинства сопрягаемых деталей механизмов и машин.
Сравнение глубины напряженного и упрочненного слоя, градиента напряжений и градиента наклепа показывает, что глубина напряженного слоя в 1,1...1,3 раза больше, чем глубина наклепанного слоя, что согласуется с теорией поверхностного пластического деформирования.
Достигаемая в процессе обработки предлагаемым устройством предельная величина шероховатости составляет Ra=0,08 мкм, возможно снижение исходной шероховатости в 6 раз.
Импульсные нагрузки, создаваемые предлагаемым устройством, благоприятно сказываются на условиях работы инструмента. Наложение колебательного движения приводит к более равномерному распределению нагрузки на деформирующие элементы инструмента, вызывает дополнительные циклические перемещения контактных поверхностей инструмента и заготовки, облегчает формирование упрочняемой поверхности. Импульсные нагрузки способствуют лучшему проникновению смазки в зону обработки. При наложении колебаний деформирующая поверхность инструмента периодически «отдыхает», что способствует увеличению ее стойкости.
Обработка в условиях импульсных нагрузок резко увеличивает эффективность охлаждающего, диспергирующего и пластифицирующего действия смазки вследствие облегчения ее доступа в зону контакта инструмента и заготовки.
Предлагаемое устройство расширяет технологические возможности ППД благодаря использованию статико-импульсного нагружения на деформирующий инструмент, позволяет управлять глубиной упрочненного слоя, степенью упрочнения и микрорельефом поверхности, а также повышает качество и точность обработки заготовки.
Источники информации, принятые во внимание:
1. Малыгин Б.В. Магнитное упрочнение инструмента и деталей машин. - М.: Машиностроение, 1989. С.168...174, рис.4.12, а.
2. Патент РФ 2098259, МКИ6 В24В 39/00. Лазуткин А.Г., Киричек А.В., Соловьев Д.Л. Способ статико-импульсной обработки поверхностным пластическим деформированием. №96110476/02, 23.05.96; 10.12.97. Бюл. №34.
3. Киричек А.В., Лазуткин А.Г., Соловьев Д.Л. Статико-импульсная обработка и оснастка для ее реализации // СТИН, 1999, №6. - С.20-24.
4. Патент РФ 2090342. Лазуткин А.Г., Киричек А.В., Соловьев Д.Л. Гидроударное устройство для обработки деталей поверхностным пластическим деформированием. 1997. Бюл. №34.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ СТАТИКО-ИМПУЛЬСНОГО УПРОЧНЕНИЯ СЛОЖНОПРОФИЛЬНЫХ ДЕТАЛЕЙ | 2006 |
|
RU2319597C1 |
| СПОСОБ СТАТИКО-ИМПУЛЬСНОГО УПРОЧНЕНИЯ ВИНТОВ | 2008 |
|
RU2383427C1 |
| УСТРОЙСТВО ДЛЯ СТАТИКО-ИМПУЛЬСНОГО УПРОЧНЕНИЯ ВИНТОВ | 2008 |
|
RU2383426C1 |
| УСТРОЙСТВО ДЛЯ СТАТИКО-ИМПУЛЬСНОГО УПРОЧНЕНИЯ ВИНТОВ | 2008 |
|
RU2383425C1 |
| СПОСОБ СТАТИКО-ИМПУЛЬСНОГО УПРОЧНЕНИЯ ВИНТОВ | 2008 |
|
RU2383424C1 |
| УСТРОЙСТВО ДЛЯ ОБРАБОТКИ СЛОЖНОПРОФИЛЬНЫХ ОТВЕРСТИЙ | 2011 |
|
RU2479406C2 |
| СПОСОБ СТАТИКО-ИМПУЛЬСНОГО ДОРНОВАНИЯ СЛОЖНОПРОФИЛЬНЫХ ОТВЕРСТИЙ | 2011 |
|
RU2479404C2 |
| УСТРОЙСТВО ДЛЯ ФОРМООБРАЗОВАНИЯ НАРУЖНЫХ ЩЛИЦЕВ ПОВЕРХНОСТНЫМ ПЛАСТИЧЕСКИМ ДЕФОРМИРОВАНИЕМ | 2011 |
|
RU2479408C2 |
| СПОСОБ ФОРМООБРАЗОВАНИЯ НАРУЖНЫХ ШЛИЦЕВ ПОВЕРХНОСТНЫМ ПЛАСТИЧЕСКИМ ДЕФОРМИРОВАНИЕМ | 2011 |
|
RU2469834C1 |
| УСТРОЙСТВО СТАТИКО-ИМПУЛЬСНОГО РАСКАТЫВАНИЯ ВНУТРЕННЕЙ ДОРОЖКИ НАРУЖНОГО КОЛЬЦА ШАРИКОПОДШИПНИКА | 2011 |
|
RU2483857C1 |
Изобретение относится к технологии машиностроения, а именно к устройствам для статико-импульсного упрочнения сложнопрофильных деталей. Устройство содержит боек, первый и второй гидроцилиндры, волновод и камеру, которая заполнена деформирующими элементами в виде микрошариков или шариков и выполнена с возможностью размещения в ней заготовки. В камере размещены две колодки с вогнутыми цилиндрическими поверхностями. Первый гидроцилиндр подключен к гидравлическому генератору импульсов для создания импульсной нагрузки на деформирующие элементы. Второй гидроцилиндр выполнен с возможностью воздействия на первый гидроцилиндр для создания статической нагрузки на деформирующие элементы. Деформирующие элементы расположены между цилиндрическими вогнутыми поверхностями колодок и заготовкой с возможностью схватывания последней. Одна из упомянутых колодок выполнена с возможностью передвижения и шарнирно соединена с волноводом. Камера выполнена со сквозными отверстиями в ее двух противоположных стенках для обеспечения прохождения заготовки и содержит затворы с амортизаторами. Волновод и боек расположены в первом гидроцилиндре. В результате расширяются технологические возможности, повышается производительность, качество и точность обработки. 2 ил.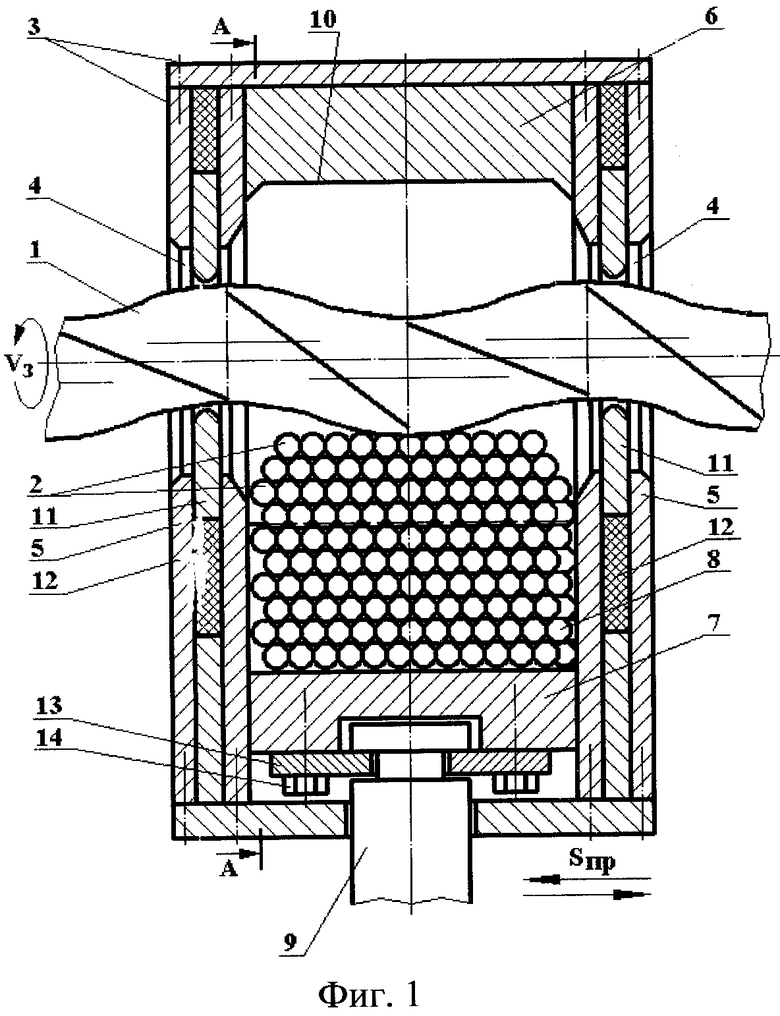
Устройство для статико-импульсного упрочнения сложнопрофильных деталей, содержащее камеру, которая заполнена деформирующими элементами в виде микрошариков или шариков и выполнена с возможностью размещения в ней заготовки, и волновод, отличающееся тем, что оно снабжено размещенными в камере двумя колодками с вогнутыми цилиндрическими поверхностями, бойком, первым гидроцилиндром, подключенным к гидравлическому генератору импульсов для создания импульсной нагрузки на деформирующие элементы, и вторым гидроцилиндром, выполненным с возможностью воздействия на первый гидроцилиндр для создания статической нагрузки на деформирующие элементы, последние расположены между цилиндрическими вогнутыми поверхностями колодок и заготовкой с возможностью охватывания последней, одна из упомянутых колодок выполнена с возможностью передвижения и шарнирно соединена с волноводом, камера выполнена со сквозными отверстиями в ее двух противоположных стенках для обеспечения прохождения заготовки и содержит затворы с амортизаторами, расположенные в упомянутых сквозных отверстиях камеры, при этом волновод и боек выполнены одинакового диаметра и расположены в первом гидроцилиндре.
| МАЛЫГИН Б.В | |||
| Магнитное упрочнение инструмента и деталей машин | |||
| - М.: Машиностроение, 1989, с.168-174, рис.4.12, а | |||
| 1971 |
|
SU416224A1 | |
| СПОСОБ И УСТРОЙСТВО ДЛЯ ФИНИШНОЙ ОТДЕЛКИ И УПРОЧНЕНИЯ ПОВЕРХНОСТЕЙ НАПРАВЛЯЮЩИХ СТАНИН СТАНКОВ | 1999 |
|
RU2165840C2 |
| Устройство для упрочняющей динамической обработки деталей | 1978 |
|
SU766843A1 |
| JP 9131664 A, 20.05.1997. | |||

