112
Изобретение относится к системам автоматического управления транспортированием готовых изделий, в частности к автоматическому учету и программной вьщаче штучной продукции, пере- мещаемой по конвейеру.
Цель изобретения - повышение точности подсчета и надежности устройства.
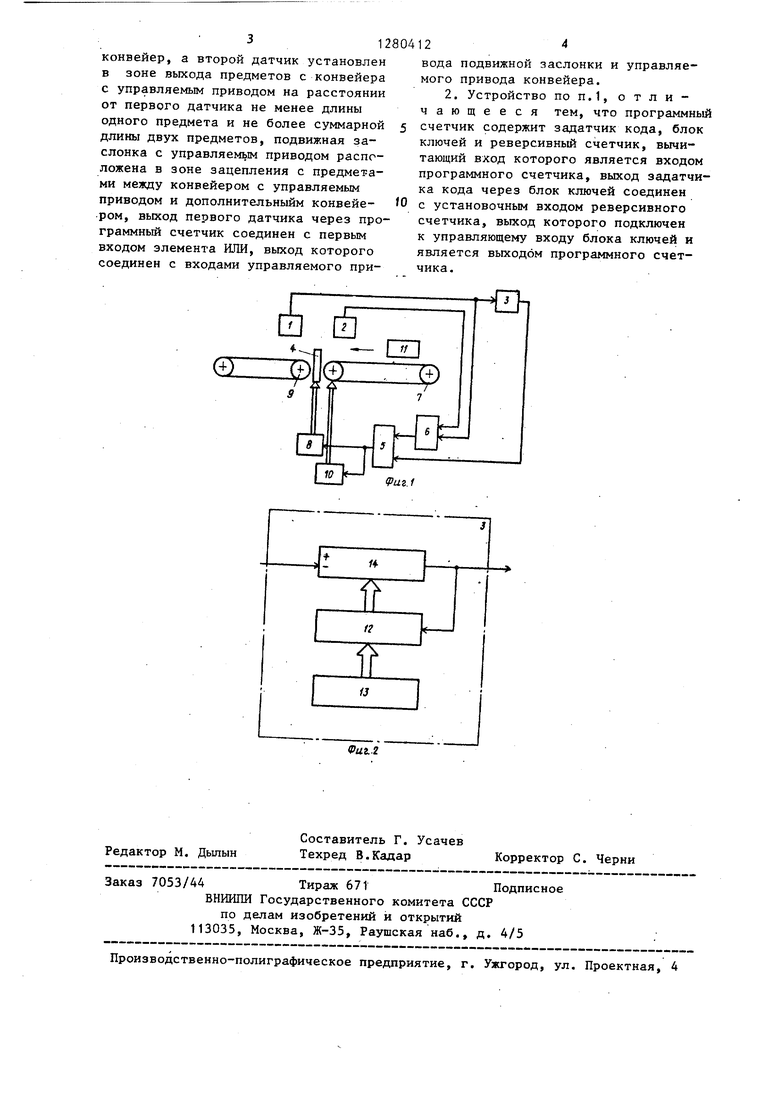
На фиг. 1 представлена блок-схема на фиг. 2 - функциональная схема программного счетчика.
Устройство содержит первый и второй датчики 1 и 2, программный счетчик 3, подвижную заслонку 4 с управ- ляемым приводом, элемент ИЛИ 5, элемент И 6, конвейер 8 с управляемым приводом, управляемый привод 8 заслонки 4, дополнительный конвейер 9, управляемый привод. 10 конвейера 7.На фиг. 1 также изображен предмет 11, движущийся по конвейеру-7. Программный счетчик 3 содержит блок 12 ключей, задатчик 13 кода и реверсивный счетчик 14.
Устройство работает следующим образом.
При перемещении штучных изделий, предметов перед датчиками 1 и 2 на их выходах поочередно формируются электрические импульсы, каждый импульс с вькода датчика 1 поступает на вход счетчика 3. Когда, число поступающих импульсов становится равным запрограммированному значению, на его выходе формируется сигнал, который поступает на вход приводов 8 и 10 через элемент ИЛИ 5. Привод 10 отключает конвейер 7, а привод 8 выд вигает задвижку 4 и оставляет их в таком положении до тех пор, пока присутствует сигнал на выходе счетчика 5, Конвейер 9 уносит последнее посчитанное штучное изделие, продвиже- ние последующих заблокировано, по- скольку расстояние между датчиками 1 и 2 превышает длину штучного изделия. Сигналы на их выходах и входах элемента И 6 никогда не совпадают по времени при прохождении одиночных штучньш изделий и сигнал на выходе элемента И 6 равен нулю, при прохождении штучных изделий, следующих без разрыва, сигналы на входе элемента И 6 в определенном интервале времени присутствуют одновременно и сигнал на его выходе принимает значение 1 и через элемент ИЛИ 5 воздейст
О
О
5
35 40 45 50 55
22
вует на вход приводов 8 и 10, которые отключают конвейер 7. Первое из следующих друг за другом штучных изделий при этом уже по инерции полностью попадает на конвейер 9 и уносится им, а следующее за ним изделие, предмет 11 остается неподвижно на остановленном конвейере 7 до того времени,пока первое изделие полностью не выйдет из зоны датчика 1, после чего сигнал на выходе элемента И 6 становится равным нулю и конвейер 7 снова включается, поднявшаяся между изделиями заслонка 4 препятствует сползанию остановленного изделия из-за инерции и вибрации.
Таким образом достигается гарантированный разрыв в потоке штучных изделий, что обеспечивает точность их подсчета и гарантированную вьщачу по заданной программе.
Программный счетчик 3 работает следуюшдм образом.
Импульсы от датчика 1 поступают на вычитающий вход реверсивного счетчика 14 и каждый импульс уменьшает на единицу величину записанного предварительно в нем числа. Когда содер- . жание реверсивного счетчика становится равным нулю, на его выходе появляется сигнал, который, являясь выходным для счетчика 3, одновременно поступает на управляющий вход блока ключей 12 и открывает их, при этом двоично-десятичный код заданного по программе числа с информационных выходов задатчика 13 кода поступает на информационные входы реверсивного счетчика 14 и тем самым в него записывается новая программа выдачи штучных изделийо
Формула изобретения
1. Устройство для счета предметов, содержащее первый и второй датчики, выходы которых соединены с входом элемента И, и конвейер с управляемым приводом, отличающееся тем, что, с целью повьшения точности и надежности устройства, в него введены элемент ИЛИ, программный счетчик подвижная заслонка с управляемым приводом и дополнительный конвейер, который установлен последовательно с конвейером с управляемым приводом, первый датчик установлен в зоне поступления предметов на дополнительный
312
конвейер, а второй датчик установлен в зоне выхода предметов с конвейера с управляемым приводом на расстоянии от первого датчика не менее длины одного предмета и не более суммарной длины двух предметов, подвижная заслонка с управляемьм приводом расположена в зоне зацепления с предметами между конвейером с управляемым приводом и дополнительныйм конвейе- ром, выход первого датчика через программный счетчик соединен с первым входом элемента ШШ, выход которого соединен с входами управляемого при124
вода подвижной заслонки и управляемого привода конвейера.
2. Устройство по П.1, отличающееся тем, что программны счетчик содержит задатчик кода, блок ключей и реверсивный счетчик, вычитающий вход которого является входом программного счетчика, выход задатчи ка кода через блок ключей соединен с установочным входом реверсивного счетчика, выход которого подключен к управляющему входу блока ключей и является выходом программного счетчика.
Риг.1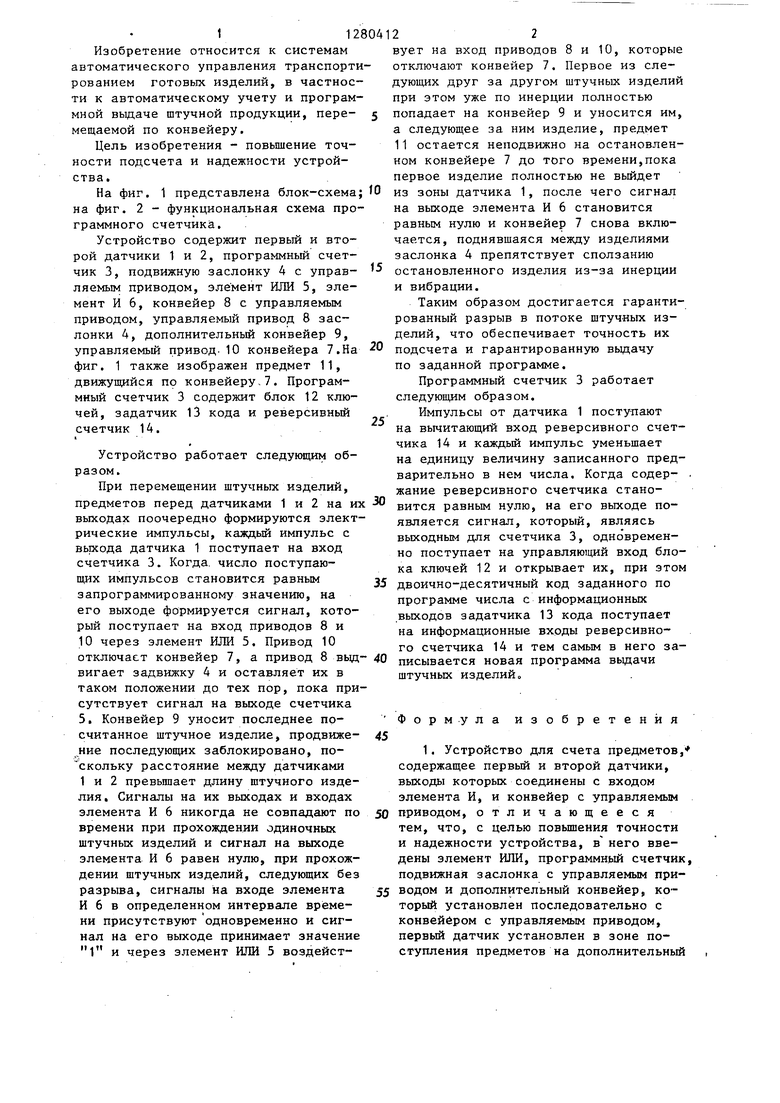
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для программного счета штучных | 1986 |
|
SU1388918A1 |
| Устройство для программного счета изделий | 1983 |
|
SU1113824A1 |
| Устройство для программного счета штучных изделий | 1981 |
|
SU964678A1 |
| Система автоматического управления циклическими процессами | 1983 |
|
SU1124247A1 |
| Устройство для управления сортировкой штучных изделий | 1982 |
|
SU1375535A1 |
| Устройство для счета предметов,переносимых конвейером | 1982 |
|
SU1072076A1 |
| Устройство для учета предметов, перемещающихся по конвейеру | 1987 |
|
SU1444842A1 |
| Устройство для программного счета штучных изделий | 1982 |
|
SU1038957A1 |
| Устройство для управления распределением штучных изделий в разветвленной транспортной системе | 1982 |
|
SU1090645A1 |
| Система управления загрузкой и выгрузкой проходной нагревательной печи с толкателем | 1987 |
|
SU1506247A1 |
Изобретение относится к системам автоматического управления транспортированием готовых изделий, в частности к автоматическому учету и программной выдаче штучной продукции, перемещаемой по конвейеру. Устройство обеспечивает высокую точнос.ть и надежность счета и выдачи изделий. Устройство содержит первый и второй датчики, программный счетчик, подвижную заслонку с управляемым приводом, элементы И и ИЛИ, конвейер с управляемым приводом и дополнительный конвейер. Программный счетчик состоит из ревер- , сивного счетчика, блока ключей и за- датчика кода. Принцип работы ycтpJй- ства основан на введении заслонки между конвейерами при обработке программы счета либо при движении двух предметов встык. 1 з.п. ф-лы. 2 ил. ю сх
Редактор М. Дылын
Составитель Г. Усачев Техред В.Кадар
Заказ 7053/44Тираж 671Подписное
ВНИИПИ Государственного комитета СССР
по делам изобретений и открытий 113035, Москва, Ж-35, Раушская наб., д. 4/5
Производственно-полиграфическое предприятие, г. Ужгород, ул. Проектная, 4
Корректор С. Черни
| ПРОГРАММНЫЙ ШТУЧНО-ГРУППОВОЙ СЧЕТЧИК | 0 |
|
SU344478A1 |
| Приспособление для точного наложения листов бумаги при снятии оттисков | 1922 |
|
SU6A1 |
| Устройство для контроля подачи предметов на рабочую позицию | 1979 |
|
SU855696A1 |
| Приспособление для точного наложения листов бумаги при снятии оттисков | 1922 |
|
SU6A1 |
