(54) УСТРОЙСТВО ДЛЯ КОНТРОЛЯ ПОДАЧИ ПРЕДМЕТОВ НА РАБОЧУЮ ПОЗИЦИЮ
| название | год | авторы | номер документа |
|---|---|---|---|
| Автомат для контроля и сортировки деталей | 1986 |
|
SU1377160A1 |
| Автомат для контроля и сортировки деталей и устройство управления автоматом для контроля и сортировки деталей | 1983 |
|
SU1135500A1 |
| Устройство для счета штучных предметов, перемещаемых конвейеров | 1978 |
|
SU744679A1 |
| СИСТЕМА КОНТРОЛЯ И УПРАВЛЕНИЯ ДЛИТЕЛЬНОСТЬЮ ТЕХНОЛОГИЧЕСКИХ ОПЕРАЦИЙ НА ЛИНИИ СТАЦИОНАРНЫХ ГАЛЬВАНИЧЕСКИХ ВАНН | 1987 |
|
RU1491053C |
| Устройство для счета деталей | 1986 |
|
SU1410077A1 |
| Автомат для контроля и разбраковки деталей | 1987 |
|
SU1470363A1 |
| Устройство для управления манипулятором | 1979 |
|
SU938261A1 |
| ЛИНИЯ ДЛЯ РАЗБРАКОВКИ ДЛИННОМЕРНЫХ ТРУБОК | 1989 |
|
RU2033280C1 |
| Автоматический контрольно-пропускной пункт | 1976 |
|
SU596987A1 |
| Устройство для поштучной сортировки кускового материала | 1987 |
|
SU1461536A1 |
1
Изобретение предназначено для использования в автоматических линиях и автоматах различного назначения с целью контроля ритмичности подачи предметов на рабочую позицию, например, контроль количества контейнеров перед толкателем в трубопроводных пневмоконтейнерных системах.
Известно устройство для подачи деталей на рабочие позиции в зависимости от некоторых специфических для этих деталей дефектов, которое содержит датчик, усилитель и реверсивный счетчик, служащий для окончательного формирования и подачи сигнала на какой-либо исполнительный, механизм 1 .
Недостатком его является низкая
точность.
Наиболее близким по технической сущности к изобретению является устройство для контроля подачи деталей на рабочую позицию, содержащее датчик предметов, подключенный через усилитель к элементу И, выход которого связан с последовательно соединенными счетчиком, дешифратором и блоком управления. На второй вход элемента И одновременно с приходом
деталей мимо фотодатчика подаются синхроимпульсы цикла 2.
Недостатком этого устройства является низкая точность за счет применения для контроля подачи деталей жесткой синхронизации. Жесткая синхронизация осуществляется подачей на второй вход элемента И синхроимпульсов цикла. В результате частота следования
10 деталей на конвейере мимо фотодатчика и частота следования синхроимпульсов должны быть жестко синфазны. При появлении случайных отклонений в периоде деталей перед фотодатчиком, счет15чик начинает регистрировать пропуски, что приводит к частым остановкам и сбоям в работе устройства и контролируемого им технологического процесса. При этом необходимо систематически, после, остановки исполнительных меХа20ниэмЪв, регулировать частоту следования синхроимпульсов, снова включать устройство.
Цель изобретения - повышение точ25ности устройства.
Поставленная цель достигается тем, что в устройство, содержгицее первый датчик предметов, элемент И и блок управления, введены второй и 30 третий датчики предметов и блок контроля циклов, первый и второй датчики предметов подключены ко входам элемента И, выход которого соединен с первым входом блока управления и ,с первым входом блока контроля циклов , второй вход которого подключен к третьему датчику предметов, выход блока контроля циклов соединен со вторым входом блока управления, расстояние между третьим и вторым датчиком равно d(n-l)+а и расстояние между третьим и первым датчиком равно
otn+b; b a-2S; 4 S a ri:-2S, де of, - длина подаваемого предмета; а расстояние от центра второго датчика предметов до начала третьего предмета; п - заданное количество предметов на рабочей позиции; S - зона срабатывания датчиков. Скорость перемещения предметов ограничена временем срабатывания датчика и блоков 4 - 6 и исполнительного механизма 7
V ; t kCtg+t +t + ) ,
где k - коэффициент запаса
К 1,5 - 2;
tg,t.-y -время срабатывания датчи ка, блоков и исполнитель ного механизма.
При таком построении устройства блок управления автоматически включает исполнительный механизм с приходом очередного предмета к первому датчику сигнализации прохождения и отключает исполнительный механизм, или не приходит последующий предмет, а перед исполнительным механизмом автоматически поддерживается заданное количество предметов.
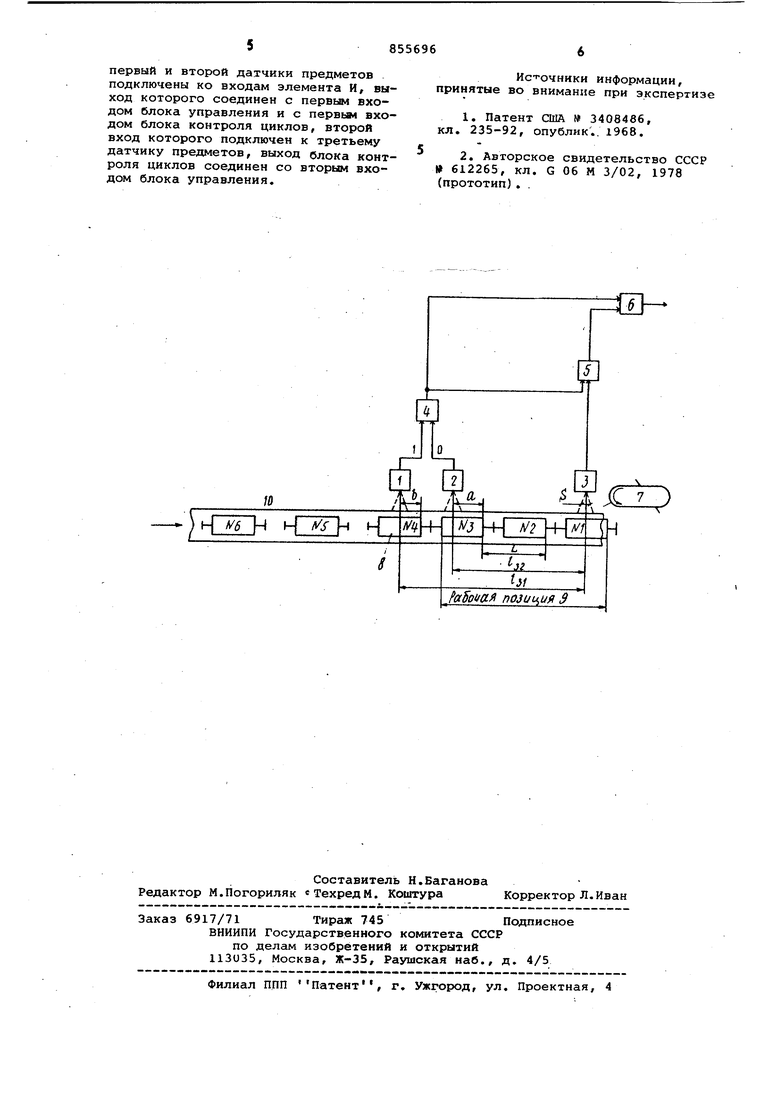
На чертеже представлена структурная схема устройства управления подачей предметов на рабочую позицию на примере трубопроводной пневмоконтейнерной системы.
Устройство управления подачей предметов на рабочую позицию содержит датчики 1-3 предметов, элемент И 4, блок 5 контроля циклов, блок 6 управления исполнительным механизмом 7 и предметы 8, подаваемые на рабочую позицию 9, транспортирующей линии 10.
Перед началом технологического процесса заданное количество (например п 3, как показано на чертеже) предметов 8 принудительно вводится на рабочую позицию 9 и включается питание устройства. С проходом следующего четвертого предмета 8 мимо датчика 1 импульсный сигнал прохождения поступает с него на первый вход элемента И 4, который переводит ся в единичное состояние. При этом выходной сигнал триггера 4 подается на первый вход блока 6 управления, переводя его в положение Включено
и в виде сигнала Запрет поступает на первый вход блока 5 контроля циклов. Блок 6 управления включает исполнительный механизм 7, который перемещает по рабочей позиции 9 первый предмет 8. Расстояние между датчиками 1-3 предметов выбраны в зависимости от длины предметов 8 и их количества п таким образом, что обеспечивается цикл срабатывания в последовательности 1-й, 2-й, 1-й, 3-й. Таким образом, после срабатывания первого датчика 1 от предмета 4, срабатывает второй датчик 2 от этого же предмета, затем снова срабатывает первый датчик 1 от предмета 5, после чего срабатывает третий датчик 3 от предмета 2. Сигнал с третьего датчика 3 re проходит через блок 5 контроля Циклов, так как на первом входе последующего присутствует сигнал Запрет. Сигнал со второго датчика 2, срабатывающий после первого датчика 1, поступает на второй вход три.ггера 4 и переводит его в нулевое состояние. В результате выходной сигнал с триггера 4 снимается с первых входом блока 6 управления и блока 5 контроля циклов. Блок 6 управления остается в положении Включено, исполнительный механизм 7 продолжает работать. В случае задержки с подходом предмета 5 не срабатывает первый датчик 1 сигнализации прохождения, а срабатывает датчик 3. Сигнал с третьего датчика 3 проходит через блок 5 контроля циклов, так как на первом входе последнего отсутствует сигнал Запрет. и поступает н второй вход блока 6 управления переводя его в положение Отключено Исполнительный механизм 7 останавливается, при проходе мимо первого датчика 1 опаздывающего предмета 5 вышеупомянутый цикл последовательности работы датчиков повторяются: 1,2; 1,3, что позволяет работать исполнительному механизму, контролируя перед собой (в нашем случае 3) предмета, останавливаясь, когда их количество может уменьшиться.
Использование данного устройства в трубопроводных пневмоконтейнерных системах, как показывают опытные испытания, повышает производительность системы и исключает аварийные ситуации.
Формула изобретения
Устройство для контроля подачи предметов на рабочую позицию, содержащее первый датчик предметов, элемент И и блок управления, отличающееся тем, что, с целью увеличения точности устройства, в него введены второй и третий датчики предметов и блок контроля циклов.
первый и второй датчики предметов подключены ко входам элемента И, выход которого соединен с первьм входом блока управления и с первым входом блока контроля циклов, второй вход которого подключен к третьему датчику предметов, выход блока контроля циклов соединен со вторЕлм входом блока управления.
Источники информации, принятые во внимание при экспертизе
