1
Изобретение относится к термомеханической обработке металлических деталей, а именно их торцовых поверхностей, и может быть использовано во всех областях машиностроения для повышения твердости и износостойкости, например, запорных деталей трубопроводной арматуры: седел, шиберов, клиньев и т.п.
Цель изобретения - повышение производительности процесса и увеличение глубины упрочненного слоя.
Пример. Упрочняют, седла за- ЗМС1-65х21 (В„65 мм, Рр 21 МПа) нефтегазовой арматуры. Опыты проводят при нагреве трением.попарно
12815962
кольцевых образцов (D
D
65 мм) из сталей
fO
15
30X13 и чугунов СЧ 28Нагрев трением выполня сварки трением при час 750 об/мин и давлении щихся поверхностей 25должительности нагрева 6-8 с и для чугунов 12 прекращают после дости вившейся температуры п трения 950-1200 С. Охл цов проводят сразу пос ния поливом водой.
Результаты обработк в таблице.
Примечание: Исходная твердость, НВ: сталь 40ХН 194-241, сталь
20X13 197-219, чугун В4 45-5 170-207. Исходная не- плоскостность о,1 мм.
Как видно из таблицы, достижение процессе термомеханической обработки
эффективного упрочнения обеспечива-поверхностей по предлагаемому спосоется только при определенных опти-бу. При более низких значениях (10мальных значениях величины удельного19 МПа) удельного давления не обесдавления (25-33 МПа) при трении впечивается эффективный нагрев поверхкольцевых образцов (D
D
нар
80 мм.
65 мм) из сталей 40ХН, 20X13,
30X13 и чугунов СЧ 2848 и ВЧ 45-5. Нагрев трением выполняют на машине сварки трением при частоте вращения 750 об/мин и давлении прижатия трущихся поверхностей 2535 МПа при продолжительности нагрева для сталей 6-8 с и для чугунов 12-14 с. Нагрев прекращают после достижения установившейся температуры поверхностей трения 950-1200 С. Охлаждение образцов проводят сразу после их разведения поливом водой.
Результаты обработки приведены в таблице.
ностей, в связи с чем не достигается необходимый эффект упрочнения поверхности, так как твердость поверхности мало меняется по сравнению с исходной и значительно ниже достигамой при , обработке с удельным давлением в оптимальном интервале.
При более высоких значениях удельного давления (36-50 МПа) происходит сильное тепловыделение и прогрев большого объема металла, повышенный износ трущихся поверхностей в процессе обработки (осадка деталей) и повышенная неплоскостность, В связи
Результаты исследований образцов показывают, что при предлагаемом спо собе обеспечивается получение следую щих значений твердости на упрочняемы 5 трением поверхностях, HRC : из стали 40ХН 48-58; 20X13 51-53; 20X13 51-53 30X13 52-54; из чугуна ВЧ 45-5 52-64 чугуна СЧ28-48 54-61 с глубиной упро ненного слоя 1,0-1,6 мм для стали и 1,2-2,0 для чугуна.
На образцах, подвергнутых трению по известному способу, твердость поверхности для всех сталей составляет не более 36 HRC, а для чугунов - по10
7 - ----С этим снижается эффективность упроч- - рядка 38 HRC с глубиной упрочненного нения обрабатываемых торцовых поверх- слоя не более 0,1 мм. ностей из-за уменьшения локальности их нагрева при трении, прогрева .
большего объема металла и вытеснение
-20
25
30
разогретого металла из трущегося сты ка в грат при повышенной осадке деталей. Это приводит к уменьшению интенсивности охлаждения обрабатываемых по предлагаемому способу по-, верхностей и уменьшению их твердости, т.е. снижению эффективности упрочнения. Кроме того, повышенная неплоскостность, возникающая при интенсивном износе трущихся поверхностей, приводит к ухудшению макрргеометрии обрабатываемых поверхностей.
Таким образом, видно, что только при удельном давлении 25-33 МПа обеспечивается упрочнение поверхности.
По известному способу поверхность 35 детали нагревается трением за счет перемещения стального закаленного ролика со скоростью до 120 м/с относительно поверхности детали с их взаимным прижатием. При этом происходит закалка нагретого при трении слоя за счет охлаждения путем теплоотвода внутрь.детали.
При большой глубине упрочненного по предлагаемому способу слоя повышается износостойкость и долговечность деталей. Малая глубина упрочнения в известном способе не позволяет производить чистовую обработку упрочненной поверхности, что требуется, в частности, для седел задвижек.
Предлагаемый способ отличается от известного большей производительное- тью за счет взаимного попарного yn-i рочнения и большей глубиной упрочненного слоя.
Формула изобретения
Способ упрочнения поверхностей металлических деталей, включающий нагрев трением с последующим разведением трущихся поверхностей и охлаждение, отличающийся тем, что, с целью повьшхения производительности процесса и увеличения глубины упрочненного слоя, нагрев производят попарным трением упрочняемых поверхностей при удельных давлениях 25- 35 МПа.
Редактор В. Петраш
Составитель В, Китайский
Техред А.Кравчук Корректор, А. Тяско
Заказ 7218/21 Тираж 550Подписное
ВНИИПИ Государственного комитета СССР
по делам изобретений и открытий 113035, Москва, Ж-35, Раушская наб., д. 4/5
Производственно-полиграфическое предприятие, г. Ужгород, ул. Проектная,4
15964
Результаты исследований образцов показывают, что при предлагаемом способе обеспечивается получение следующих значений твердости на упрочняемых 5 трением поверхностях, HRC : из стали 40ХН 48-58; 20X13 51-53; 20X13 51-53; 30X13 52-54; из чугуна ВЧ 45-5 52-64; чугуна СЧ28-48 54-61 с глубиной упрочненного слоя 1,0-1,6 мм для стали и 1,2-2,0 для чугуна.
На образцах, подвергнутых трению по известному способу, твердость поверхности для всех сталей составляет не более 36 HRC, а для чугунов - по10
7 - ----рядка 38 HRC с глубиной упрочненного слоя не более 0,1 мм.
При большой глубине упрочненного по предлагаемому способу слоя повышается износостойкость и долговечность деталей. Малая глубина упрочнения в известном способе не позволяет производить чистовую обработку упрочненной поверхности, что требуется, в частности, для седел задвижек.
Предлагаемый способ отличается от известного большей производительное- тью за счет взаимного попарного yn-i рочнения и большей глубиной упрочненного слоя.
Формула изобретения
Способ упрочнения поверхностей металлических деталей, включающий нагрев трением с последующим разведением трущихся поверхностей и охлаждение, отличающийся тем, что, с целью повьшхения производительности процесса и увеличения глубины упрочненного слоя, нагрев производят попарным трением упрочняемых поверхностей при удельных давлениях 25- 35 МПа.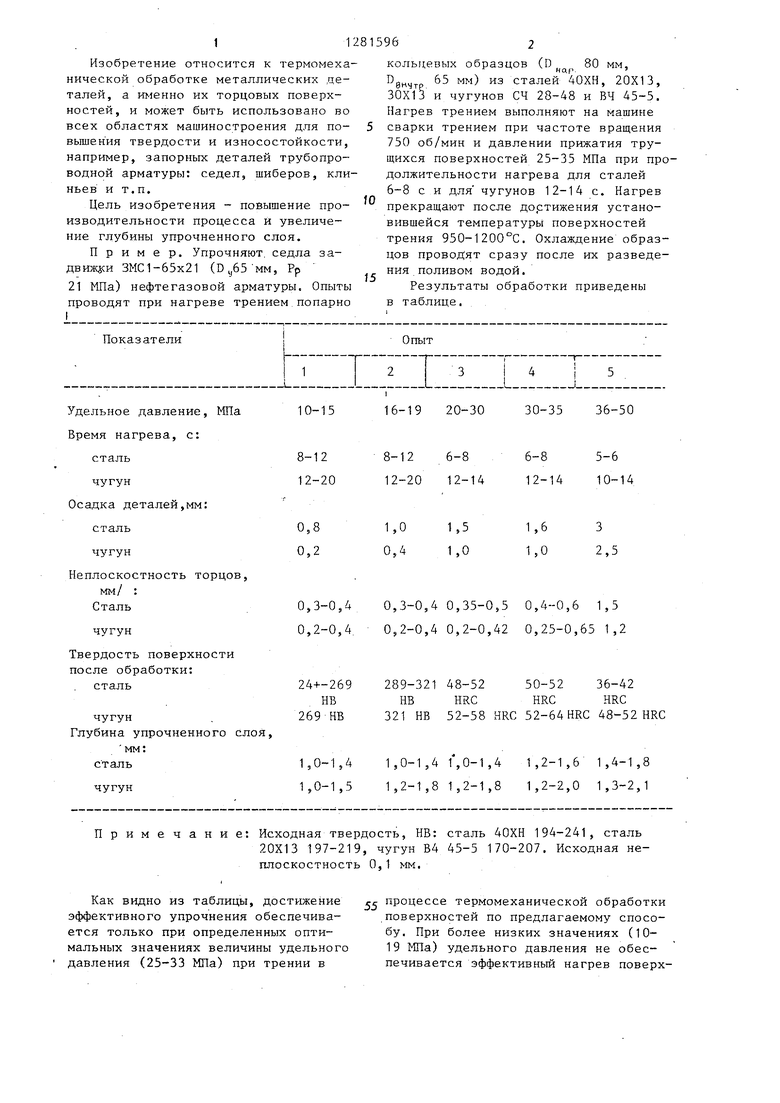

| название | год | авторы | номер документа |
|---|---|---|---|
| Способ упрочнения поверхности изделий | 1990 |
|
SU1749251A1 |
| Способ термической обработки изделий из чугуна | 1988 |
|
SU1668417A1 |
| Способ нанесения покрытия на детали | 1988 |
|
SU1641547A1 |
| Способ восстановления долот чизельных плугов | 2021 |
|
RU2763817C1 |
| Способ восстановления рабочих органов чизельных плугов | 2021 |
|
RU2763818C1 |
| Способ восстановления изношенных рабочих органов почвообрабатывающих машин | 2021 |
|
RU2762070C1 |
| Способ восстановления изношенных лезвий рабочих органов почвообрабатывающих машин | 2021 |
|
RU2763866C1 |
| Способ восстановления изношенных режущих поверхностей рабочих органов почвообрабатывающих машин | 2021 |
|
RU2763822C1 |
| Способ восстановления изношенных лезвий рабочих органов почвообрабатывающих машин | 2021 |
|
RU2763820C1 |
| Способ восстановления рабочих органов почвообрабатывающих орудий с упрочнением | 2021 |
|
RU2756084C1 |
Изобретение относится .к термомеханической обработке металлических деталей и- может быть использовано в машиностроении. Цель - повьшение производительности процесса и увеличение глубины упрочненного слоя. Поверхности деталей нагреваются попарно трением с удельным давлением 25...35 МПа до температуры вьппе Ас , разводятся и охлаждаются. При этом обрабатываемые поверхности упрочняются на глубину до 1,0...1,6 мм для стальных деталей и до 1,2. ..2,0 мм для чугунных деталей. 1 табл. ( 1чЭ 00 СП со а
| Серегин С.А., Епифанцев Ю.А., МИТОМ 1974, № 11, с.61-63 | |||
| РЖ Металлургия, 1973, реф | |||
| Очаг для массовой варки пищи, выпечки хлеба и кипячения воды | 1921 |
|
SU4A1 |
