Изобретение относится к машиностроению и может быть использовано в судостроении при изготовлении и восстановлении изношенных деталей.
Известен способ упрочнения металлических изделий, включающий нагрев трением, деформацию с последующей механической обработкой и охлаждение, причем нагрев трением при упрочнении наплавленных изделий ведут до оплавления поверхности.
Недостатком известного способа является значительное изменение геометрических размеров упрочняемых поверхностей, а также то, что при последующей механической обработке часть упрочненного слоя снимается, что приводит к утонению упрочненного слоя.
Известен способ поверхностного упрочнения деталей, включающий пластическую деформацию стальным диском, вращающимся со скоростью 33-69 м/с при удельном давлении на поверхности 0,3-0,5 МПа. После этого проводят старение при 190-210°С в течение 10-12 ч.
Недостатком известного способа является незначительная толщина упрочненного слоя (0,3-0,4 мм) и недостаточная его твердость (HRC 50), Старение при 190- 210°С в течение 10-12 ч, не приводит к распаду остаточного аустенита, необходимого для повышения коррозионной стойкости, износостой кости.
Целью изобретения является улучшение качества изделия путем увеличения толщины упрочненного слоя.
Поставленная цель достигается тем, что согласно способу упрочнения поверхности изделий, преимущественно из цементированных сталей, включающему проход по поверхности быстровращающимся диском с заданным давлением на поверхность и последующее искусственное старение изделия при заданной температуре, проход диском осуществляется в два этапа, сначала при давлении 1,0-1,5 МПа, затем при давлении 3,0-4,0 МПа, а старение проводят при 260-280°С.
Обработка упрочняемой поверхности быстровращающимся диском в два прохода в указанных режимах позволяет увеличить
СО
с
2
о ю ел
толщину этого слоя. Первый проход диска, который осуществляют при удельном давлении 1,0-1,5 МПэ, позволяет получить упрочненный слой небольшой толщины, как подготовительный под упрочнение большей глубины при повторном проходе. За первый проход диска на цементированной поверхности формируется упрочненный слой, имеющий мартенситно-аустенитную структуру (толщина слоя 0,1-0,2 мм). При повторном проходе при давлении 3,0-4,0 МПа в поверхностном упрочняемом слое возникают значительно большие, чем при одноразовом проходе, силовые и температурные поля, что приводит к большей глубине пластической деформации и возрастанию величины температуры на поверхности. Толщина упрочненного слоя увеличивается на 40- - tOO%.
Увеличение толщины и твердости упрочненного слоя достигается за счет увеличения температурно-силовых полей, а также за счет растворения углерода, связанного карбидами в цементированном слое перед повторным упрочнением, что изменяет кинетику аустенизации и изменяет положение динамических точек фазовых превращений (ACi и АСз), понижая точку АСз, в результате чего наличие начальной закаленной структуры приводит к большей толщине упрочненного слоя.
Только последующее старение упрочненного слоя при 260-280СС приводит к распаду остаточного аустенита на 80-90%. Полученные белые слои обладают повышенной износо- и коррозионной стойкостью, имеют твердость выше HRC 60.
Пример. Упрочнение проводят при восстановлении головок поршней. Упрочнению подвергают рабочие поверхности пере- мычек поршня из стали 10 X СНД предварительно цементированных на глубину 1 мм. Упрочнение проводят быстро- вращающимся стальным диском, наплавленным стелитом (ВЗК), вращающимся со скоростью 60 м/с, за два оборота - предварительный проход при давлении
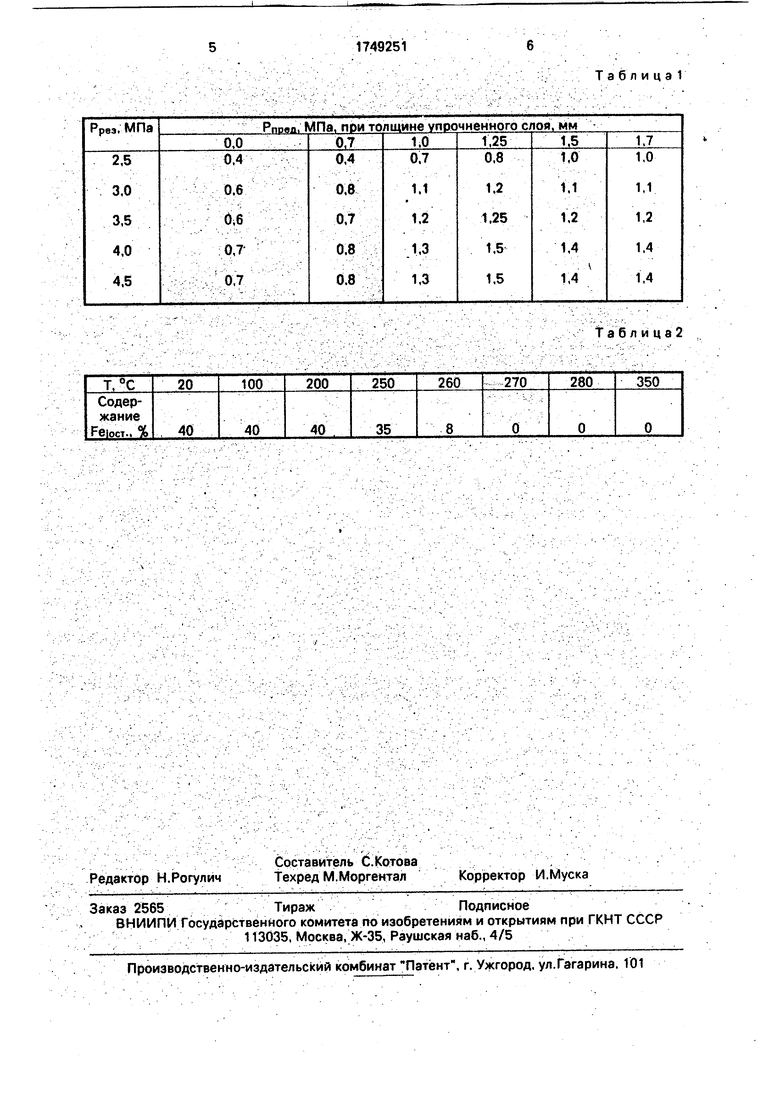
Рпред (см. табл.1, по горизонтали) и окончательный проход при давлении Ррез (см. табл.1 по вертикали). Для получения сравнительных данных проводят замеры толщины
упрочненного слоя при различных давлениях диска на обрабатываемую деталь, в том числе и Рпред 0,0 МПа, т.е. при одном проходе диска для упрочнения давлением ге$ Скорбеть вращения упрочняемой поверхности была постоянной равной 0,3 м/с. После упрочнения деталь подвергают старению в термопечи в течение 3 ч в интервале температур 20-350°С. Методом рентгеновского фазового анализа определяют
концентрацию остаточного аустенита в упрочненном слое. Одновременно проводят контроль за сохранением свойств стали, определяют твердость. Результаты замеров толщины упрочненного слоя в мм сведены в
табл.1, данные по концентрации остаточного аустенита --в табл.2.
Как видно из табл.1 и 2, оптимальная толщина упрочненного слоя, находящаяся и пределах 1,1-1,5 мм, получена при усилии
прижатия диска к обрабатываемой детали за первый проход Рпред 1,0-1,5 МПа, второй проход - 3,0-4,0 МПа, а старение необходимо проводить в пределах 260-280°С. Увеличение толщины упрочненного
слоя и распад остаточного аустенита в этом слое повышает его эксплуатационные качества.
Формула изобретения Способ упрочнения поверхности изделий преимущественно из цементированных сталей, включающий проход по поверхности быстровращающимся диском с заданным давлением на поверхность и последующее искусственное старение изделия при заданной температуре, отличающийся тем, что, с целью-улучшения качества изделия путем увеличения толщины упрочненного слоя, проход диском осуществляется в два этапа, сначала при
давлении 1,0-1,5 МПа, затем - при давлении 3,0-4,0 МПа, а старение проводят при 260-280°С.
Т а б л и ц а 1
| название | год | авторы | номер документа |
|---|---|---|---|
| ВЫСОКОПРОЧНАЯ КОРРОЗИОННО-СТОЙКАЯ СТАЛЬ | 2004 |
|
RU2271402C1 |
| МАРТЕНСИТНОСТАРЕЮЩАЯ СТАЛЬ И ИЗДЕЛИЕ, ВЫПОЛНЕННОЕ ИЗ НЕЕ | 2002 |
|
RU2219276C1 |
| СТАЛЬ | 2012 |
|
RU2514901C2 |
| СПОСОБ ПОВЕРХНОСТНОГО УПРОЧНЕНИЯ ЧУГУННЫХ ИЗДЕЛИЙ | 1991 |
|
RU2011687C1 |
| СТАЛЬ, ИЗДЕЛИЕ, ПОЛУЧЕННОЕ ИЗ УКАЗАННОЙ СТАЛИ, И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 2016 |
|
RU2743570C2 |
| Способ обработки аустенитных и аустенито-ферритных сталей | 2015 |
|
RU2610096C1 |
| СПОСОБ ПОЛУЧЕНИЯ СТАЛЬНЫХ ИЗДЕЛИЙ | 1991 |
|
RU2015179C1 |
| СПОСОБ ОБРАБОТКИ СТАЛЬНЫХ ИЗДЕЛИЙ | 2000 |
|
RU2194773C2 |
| ШТАМПОВЫЙ СПЛАВ | 2011 |
|
RU2479664C1 |
| ПОРОШКОВАЯ ПРОВОЛОКА | 2018 |
|
RU2679373C1 |
Использование: изобретение относится к термической обработке стали с помощью концентрированного источника энергии, конкретнее нагрев трением от быстровра- щающегося диска, и может быть использовано в машиностроении при восстановлении изношенных деталей. Сущность: обработку быстровращающимся диском ведут за два прохода: первый осуществляют при удельном давлении диска на упрочняемую поверхность равном 1-1,5 МПа, второй - при удельном давлении 3,0- 4,0 МПа. После этого проводят старение при температуре 260-280°С в течение 3 ч.
Таблица2
