w
15
20
25
11281605
Изобретение относится к гальваноластике, в частности .к устройствам ля изготовления волноводно-рупорных злов, многоканальных волноводных остов, секций и др.
Цель изобретения - расширение ехнологических возможностей путем величения номенклатуры изготавлиаемых изделий.
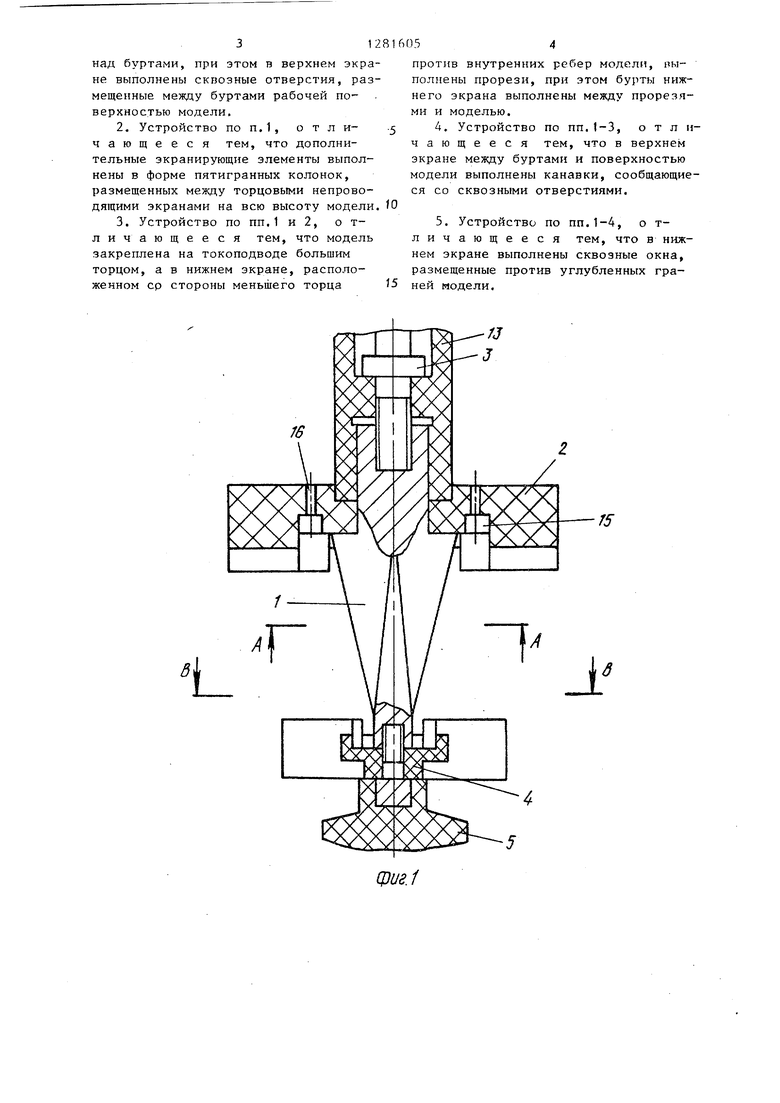
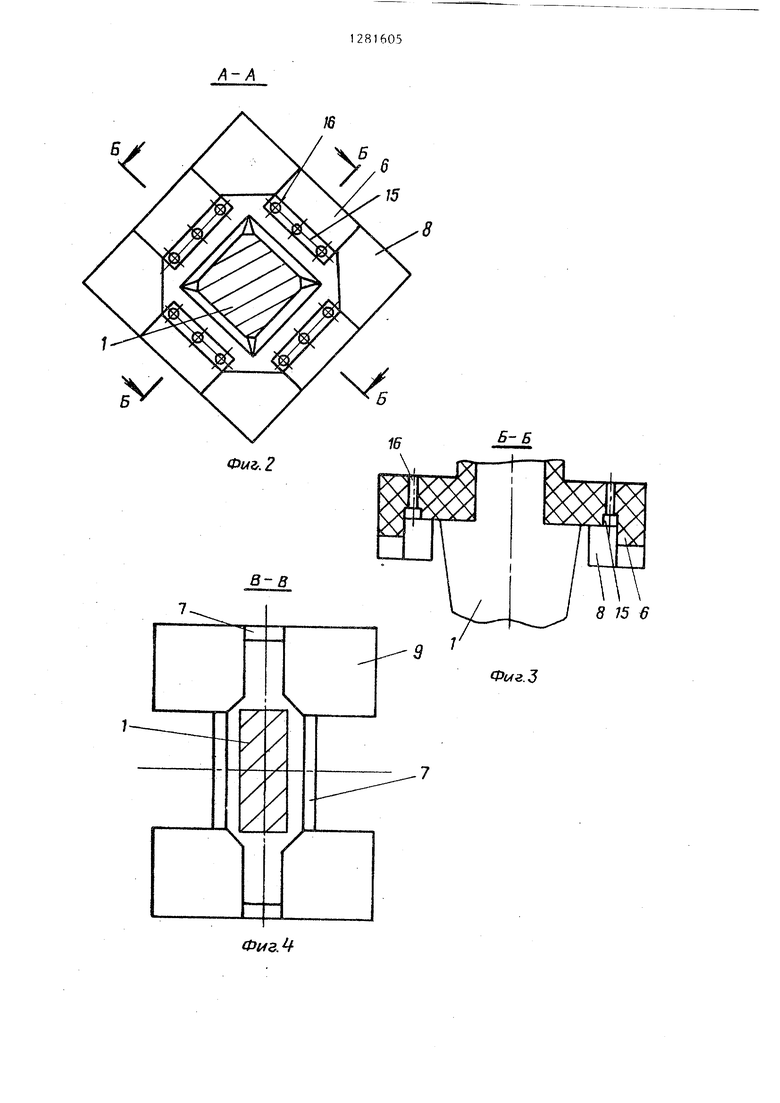
На фиг.1 представлено устройство ля гальванопластического изготовения полой волноводно-рупорной деали, общий вид; на фиг.2 - разрез -А на фиг.1; на фиг.З - разрез Б-Б а фиг.2 на фиг.4 - разрез В-В на иг.1J на фиг,5 - устройство, аксоометрия i на фиг.6 - устройство для гальванопластического изготовления олноводно-рупорной детали с взаимно параллельными сторонами торцов, общий .вид; на фиг.7 - разрез Г-Г на иг.б на фиг.8 - устройство для гальванопластического изготовления волноводно-рупорной детали с крестообразным торцом, общий вид; на фиг.9- разрез Д-Д на фиг.З.
К модели 1 верхний экран 2 крепится с помощью жесткого токоподвода 3, ввернутого в хвостови-к модели 1 , Нижний экран 4 закреплен с помощью винта 5 с головкой из непроводящего материала. Бурты 6 верхнего экрана выполняются на расстоянии 8-25 мм от поверхности модели в зависимости от ее размеров и толщины наращиваемого металла. Высота верхнего бурта зависит от угла ci наклона поверхности рупора к оси и расстояния от бурта до поверхности модели. Бурты 7 ниж- него экрана выполняются на расстоянии 3-15 мм от поверхности модели в зависимости от толщины наращиваемого металла, размеров и конфигурации модеи у нижнего торца. Высота бурта нижнего экрана зависит от его расстояния 45 Формула о модели и ее конфигурации, в частности, для волноводно-рупорной детали от высоты ее прямого участка до перехода к ее рупорной части.
Дополнительные экранирующие элементы 8 и 9 имеют по две группы, перпендикулярные соответствующим поверхностям модели, и одну фасочную, выполненную перпендикулярно биссектрисе угла между первыми двумя гранями (в случае перпендикулярных первых двух граней фасочная грань выполняется под углом ). Расстояние фасочной
грани от угла ным 1,4-1,8 т талла, а ее ш в 2-3 раза бо Ширина прорез няется на 10ветствующегограни. Грани под теми же у экранирующие щим является модели, а до няется равным расчетной тол ла. Изолирующ выточку верхн варианте устр пится токопод це токоподвод предназначенн ства к качающ
При работе штанги через подвод 3 пере остальным дет рический ток 14 и токоподв 1, повьшенная цов и вершин ролита уменьш 6 и 7, дополн элементов 8 и 2 и 4. Пониже углублениях м счет подвода заполняющему нижних экрано падающие под ке устройства и при воздушн ролита, собир водятся по от экране 2.
1. Устройс ческого изгот содержащее мод
50 дящие экраны чающеес расширения те ностей путем ры изготавлив
55 метру непровод бурты и допол элементы, разм против вершин
30
35
40
5
0
5
5 Формула
грани от угла модели выполняется равным 1,4-1,8 толщины осаждаемого металла, а ее ширина устанавливается в 2-3 раза больше этого расстояния. Ширина прорезей 10 и окон 11 выполняется на 1020% меньше ширины соответствующего углубленного участка или грани. Грани колонок 12 выполняются под теми же углами в сечении, что и экранирующие элементы, но определяющим является расстояние не до угла модели, а до ее ребра, которое выполняется равным 1,5-1,6 максимальной расчетной толщины осаждаемого металла. Изолирующая трубка 13 вклеена в выточку верхнего экрана 2 и в данном варианте устройства дополнительно крепится токоподводом 3. На верхнем конце токоподвода 3 закреплена скоба 14, предназначенная для крепления устройства к качающейся штанге.
При работе движения ит качающейся штанги через скобу 14 и жесткий токо- подвод 3 передается модели 1 и всем остальным деталям устройства. Электрический ток от штанги через скобу 14 и токоподвод 3 передается модели 1, повьшенная плотность тока у торцов и вершин модели со стороны элект- . ролита уменьшается с помощью буртов 6 и 7, дополнительных экранирующих элементов 8 и 9 и колонок 12 экранов 2 и 4. Пониженная плотность тока в углублениях моделей выравнивается за счет подвода тока по электролиту, заполняющему окна 11 или прорези 10 нижних экранов. Пузырьки воздуха, попадающие под верхний экран при загрузке устройства в гальваническую ванну и при воздушном перемешивании электролита, собираются в канавки 15 и отводятся по отверстиям 16 в верхнем экране 2.
0
5
0
изо-бретения
45 Формула
1. Устройство для гальванопластического изготовления полого изделия, содержащее модель, торцовые непрово50 дящие экраны и токоподвод, о т л и- чающеес я тем, что, с целью расширения технологических возможностей путем увеличения номенклатуры изготавливаемых изделий, по пери55 метру непроводящих экранов выполнены бурты и дополнительно экранирующие элементы, размещенные между буртами против вершин модели и выступающие
31
над буртами, при этом в верхнем экране выполнены сквозные отверстия, размещенные между буртами рабочей поверхностью модели,
2,Устройство по П.1, отличающееся тем, что дополнительные экранирующие элементы выполнены в форме пятигранных колонок, размещенных между торцовыми непроводящими экранами на всю высоту модели
3.Устройство по пп,1 и 2, отличающееся тем, что модель закреплена на токоподводе большим торцом, а в нижнем экране, расположенном ср стороны меньшего торца
против внутренних ребер модели, оы- полнены прорези, при этом бурты нижнего экрана выполнены между прорезями и моделью.
4.Устройство по пп.1-3, отличающееся тем, что в верхнем экране меяеду буртами и поверхностью модели выполнены канавки, сообщающиеся со сквозными отверстиями.
5.Устройство по пп.1-4, о т- личающееся тем, что в нижнем экране выполнены сквозные окна, размещенные против углубленных граней модели.
фиг./
/б
ФигМ
10
г
фиг. 5 г г
.7
A
15
Д
Фе4г.6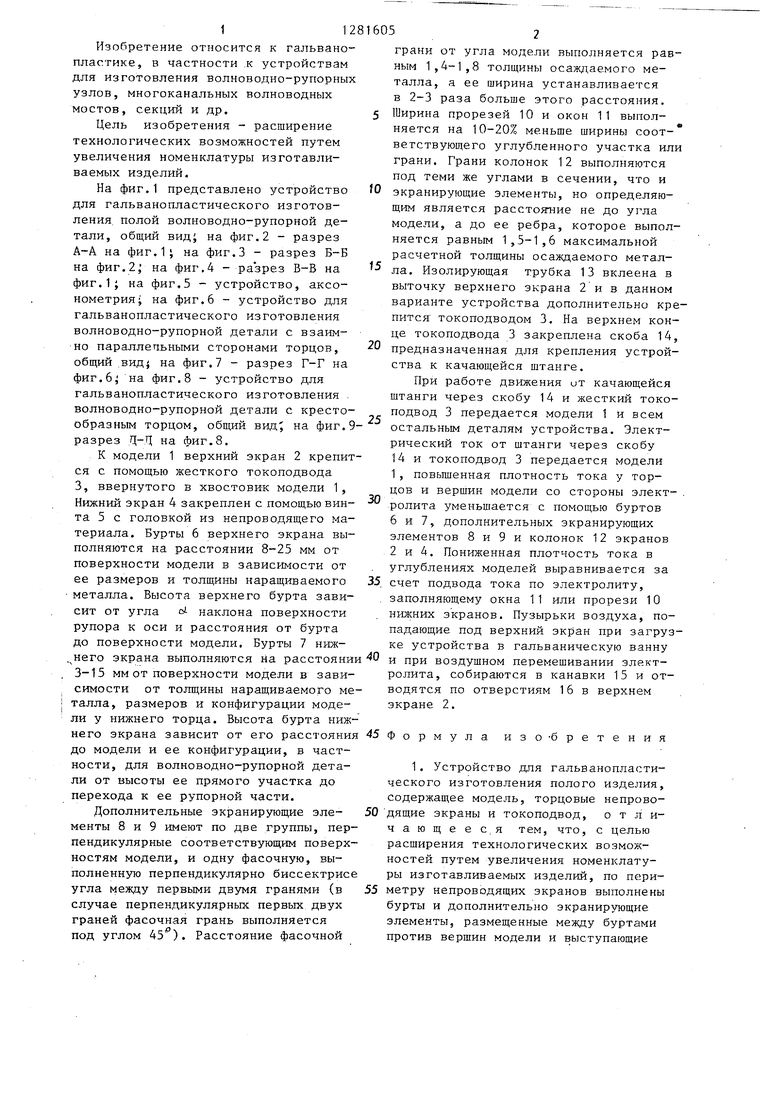
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для гальванопластического изготовления деталей | 1985 |
|
SU1306982A1 |
| Способ электрохимического формообразования | 1980 |
|
SU929748A1 |
| Устройство для гальванопластического изготовления деталей | 1981 |
|
SU990884A1 |
| ШИРОКОПОЛОСНАЯ ЧЕТЫРЕХЛУЧЕВАЯ ЗЕРКАЛЬНАЯ АНТЕННА (ВАРИАНТЫ) | 1994 |
|
RU2099836C1 |
| КОМПЛЕКС ДЛЯ ИСПЫТАНИЙ ТЕХНИЧЕСКИХ СРЕДСТВ НА УСТОЙЧИВОСТЬ К ВОЗДЕЙСТВИЮ ЭЛЕКТРОМАГНИТНОГО ПОЛЯ | 2017 |
|
RU2644030C1 |
| ЭЛЕКТРОМАГНИТНЫЙ МИКРОВОЛНОВЫЙ ИЗЛУЧАЮЩИЙ ДВА ЛИНЕЙНО ПОЛЯРИЗОВАННЫХ ПУЧКА В СТОРОНУ ЦЕЛИ ИНТЕРФЕРОМЕТР | 2011 |
|
RU2482446C1 |
| Способ нанесения гальванических покрытий на внутреннюю поверхность сквозных полостей изделий | 1985 |
|
SU1285067A1 |
| Широкополосная рупорно-микрополосковая антенна | 2016 |
|
RU2645890C1 |
| ПОДВЕСКА-ТОКОПОДВОД ДЛЯ СТЕРЖНЕВЫХ ПОДЛОЖЕК | 2008 |
|
RU2409709C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ НЕТОКОПРОВОДНЫХ ЭКРАНОВ ДЛЯ ГАЛЬВАНОПЛАСТИЧЕСКОГО ПОЛУЧЕНИЯ ЗУБНЫХ ПРОТЕЗОВ | 1990 |
|
RU2026032C1 |

Изобретение относится к гальванопластике, в частности к устройст фиг. 6 вам для изготовления волноводно-ру- порных узлов. Цель изобретения - о расширение технологических возможностей путем увеличения номенклатуры обрабатываемых деталей. Выполнение буртов 6 и 7 по периметру торцовых экранов 2 и 4, а также наличие дополнительных экранирующих элементов позволяет уменьшить плотность тока у торцов и вершин модели 1. В процессе работы устройства пузырьки воздуха, попадающие под верхний экран при загрузке устройства в гальваническую ванну и при воздушном перемешивании электролита, собираются в канавки 15 и отводятся по отверстиям 16 в верхнем экране. 4 з.п.ф-лы, 9 пл. (Л ю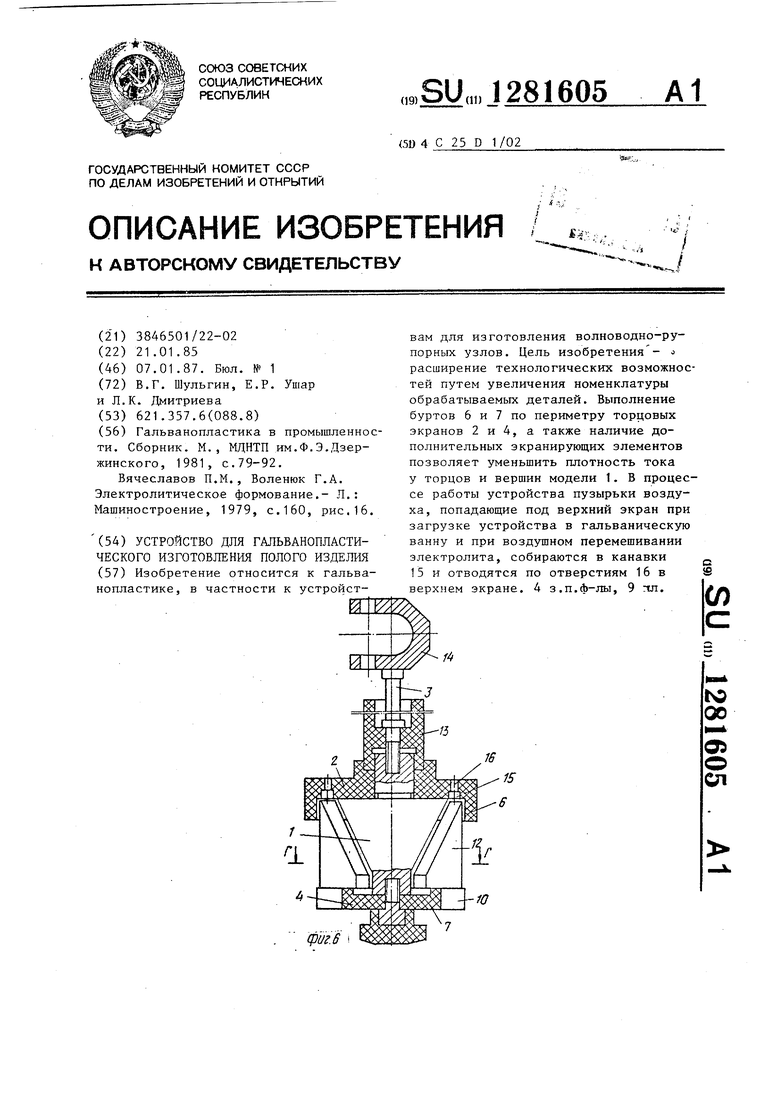
Редактор В. Петраш
Составитель И. Саакова
Техред А.Кравчук Корректор А. Тяско
Заказ 7225/21 Тираж 610 Подписное ВНИИПИ Государственного комитета .СССР
но делам изобретений и открытий 113035, Москва, Ж-35, Раушская наб,, д. 4/5
Производственно-полиграфическое предприятие, г. Ужгород, ул. Проектная, i
| Гальванопластика в промышленности | |||
| Сборник | |||
| М., МДНТП им.Ф.Э.Дзержинского, 1981, с.79-92 | |||
| Вячеславов П.М., Воленюк Г.А | |||
| Электролитическое формование,- Л.: Машиностроение, 1979, с.160, рис.16. |
