Изобретение относится к оснастке и приспособлениям для гальванопластического изготовления деталей, например волноводно-рупорных узлов.
Известно устройство, содержащее дополнительный электрод, выполненный в виде стержня, устанавливаемого против выступающих участков рельефа поверхности детали и при его использовании обеспечивает получение толстых гальванических осадков хорошего качества tl.
Однако этот дополнительный электрод не обеспечивает повышения толщины покрытия на углубленных участках рельефа, а также исключает интенсификацию процесса электроосаждення из-за невозможности создания интенсивного протока электролита в межэлектродном зазоре.
Наиболее близким к предлагаемому по технической сущности и достигаемому результатуявляется устройство, содержащее дополнительный электрод, применяемый при осуществлении процесса электрохшлического формообраЭования, выполненный из перфорированного материала, обладающего вентильными свойствами. Поверхность jsToro электрода со стороны формообразования имеет форму готового изделия С23.
Применение известного электрода повьииает точность формообразования, но сдерживает резкую интенсификацию процесса вследствие того, что промежутки между перфорациями при малом расстоянии до формуемой i поверхности, обеспечивающим точное формование, создают известную неоднородность первичного электрического поля, и кроме того, проток электролита в межэлектродном пространстве ослабляется за счет его ответвления в пер форации дозируквдие каналы).
Целью изобретения является интен сификация процесса формообразования лутем повышения равномерности электрического поля и увеличения протока
20 электролита в межэлектродном зазоре.
Поставленная цель достигается тем, что в устройстве для гальванопластического изготовления детгшей, содержащем оправку, установленную
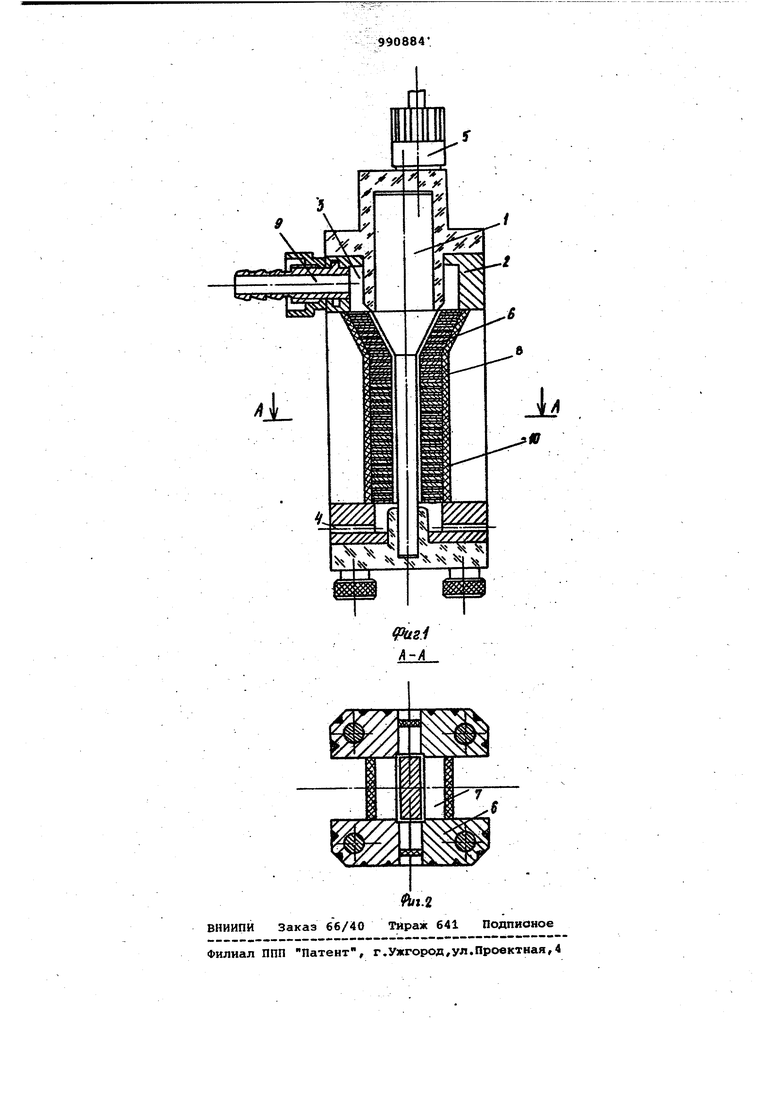
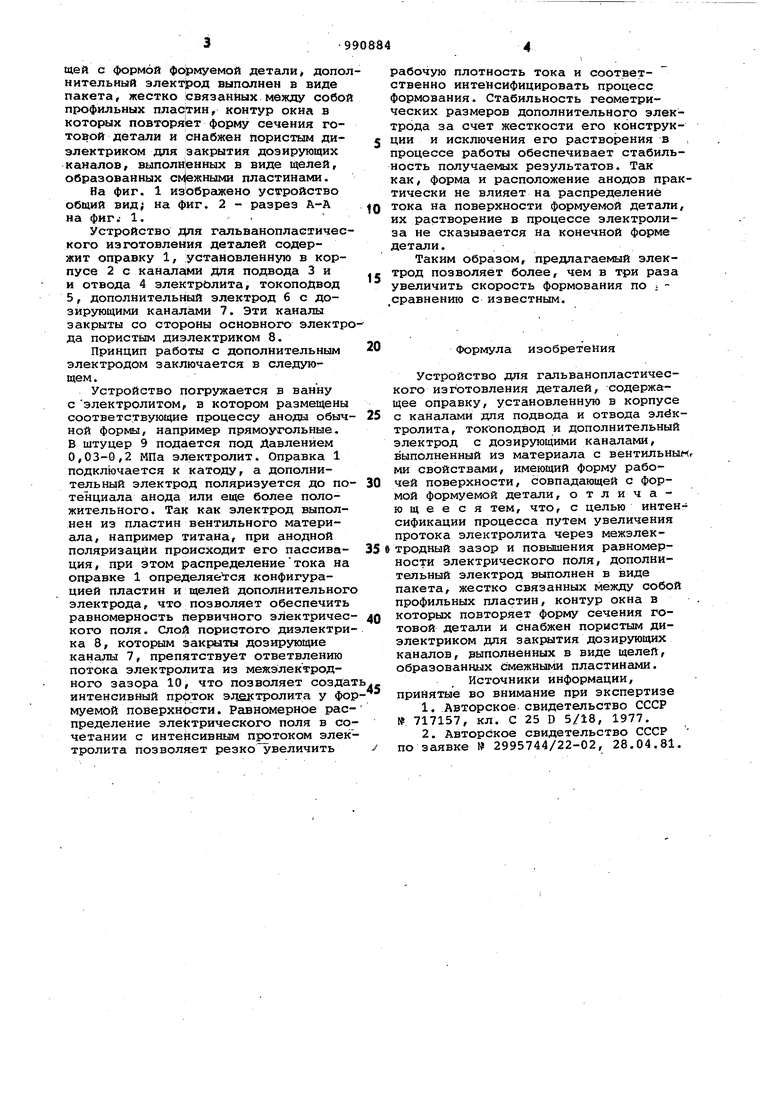
25 в корпусе с каналами для подвода и отвода электролита, токоподвод и дополнительный электрод с дозирукпщми каналами, выполненный иэ материала с вентильньоли свойствами, имеющий 30 форму рабочей поверхности, совпадающей с формой формуемой детали допо нительный элект)род выполнен в виде пакета, жестко связанных между собо профильных плас|тин, контур окна в которых повторяет форму сечения готовой детали и снабжен пористым диэлектриком для закрытия дозирующих каналов, выполн:енных в виде щелей, образованных С1 жными пластинами. На фиг. 1 изображено устройство общий вид; на фиг. 2 - разрез А-А на фиг.- 1.. Устройство Для гальванопластичес кого изготовления деталей содержит оправку 1, установленную в корпусе 2 с канёшами для подвода 3 и и отвода 4 электролита, токопоДвод 5, дополнительный электрод 6 с дозирующими каналами 7. Эти каналы закрыты со стороны основного электр да пористым диэлектриком 8. Принцип работы с дополнительным электродом заключается в следующем. Устройство погружается в ванну с электролитом, в котором размещены соответствующие процессу аноды обыч ной формы, например прямоугольные. В штуцер 9 подается под Давлением 0,03-0,2 МПа электролит. Оправка 1 подключается к катоду, а дополнительный электрод поляризуется до по тенциала анода или еще более положительного. Так как электрод выполнен из пластин вентильного материала, например титана, при анодной поляризации происходит его пассивация , при этом распределениетока на оправке 1 определяемся конфигурацией пластин и щелей дополнительног электрода, что позволяет обеспечить равномерность первичного электричес кого поля. Слой пористого диэлектри ка В, которым закрыты дозирующие каналы 7, препятствует ответвлению потока электролита из межэлектродного зазора 10, что позволяет созда интенсивный проток элавтролита у фо муемой поверхности. Равномерное рас пределение электрического поля в со четании с интенсивным протоком элек тролита позволяет резко увеличить рабочую плотность тока и соответственно интенсифицировать процесс формования. Стабильность геометрических размеров дополнительного электрода за счет жесткости его конструкции и исключения его растворения в процессе работы обеспечивает стабильность получаемых результатов. Так как, форма и расположение анодов практически не влияет на распределение тока на поверхности формуемой детали, их растворение в процессе электролиза не сказывается на конечной форме детали. Таким образом, предлагаемый электрод позволяет более, чем в три раза увеличить скорость формования по сравнению с известным. Формула изобретения Устройство для гальванопластического изг отовления деталей, содержащее оправку, установленную в корпусе с каналами для подвода и отвода электролита, токоподвод и дополнительный электрод с дозирующими каналами, выполненный из материала с вентильнымг ми свойствами, имеющий форму рабочей поверхности, совпадающей с формой формуемой детали, отличающееся тем, что, с целью интенсификации процесса путем увеличения протока электролита через межэлектродный зазор и повышения равномерности электрического поля, дополнительный электрод выполнен в виде пакета, жестко связанных между собой профильных пластин, контур окна в которых повторяет форму сечения готовой детали и снабжен пористым диэлектриком для закрытия дозирующих каналов, выполненных в виде щелей, образованных (Смежными пластинами. Источники информации, принятые во внимание при экспертизе 1.Авторское свидетельство СССР 717157, кл. С 25 D 5/18, 1977. 2.Авторское свидетельство СССР по заявке 2995744/22-02, 28.04.81.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ электрохимического формообразования | 1980 |
|
SU929748A1 |
| ГАЛЬВАНОПЛАСТИЧЕСКИЙ СПОСОБ ФОРМООБРАЗОВАНИЯ СЛОЖНОПРОФИЛИРОВАННЫХ ДЕТАЛЕЙ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2004 |
|
RU2273685C1 |
| СПОСОБ ПОЛУЧЕНИЯ РЕЛЬЕФНОГО ИЗОБРАЖЕНИЯ НА МЕТАЛЛИЧЕСКОЙ ПОВЕРХНОСТИ ИЗДЕЛИЯ | 2017 |
|
RU2666658C1 |
| СПОСОБ ПОЛУЧЕНИЯ ЭЛЕКТРОЛИТНОГО ЭЛЕКТРИЧЕСКОГО РАЗРЯДА И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1999 |
|
RU2169443C1 |
| СПОСОБ ЭЛЕКТРОХИМИЧЕСКОГО ФОРМООБРАЗОВАНИЯ ТУРБИННЫХ ЛОПАТОК И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2004 |
|
RU2283735C2 |
| ГАЛЬВАНОПЛАСТИЧЕСКИЙ СПОСОБ ФОРМОВКИ СЛОЖНОПРОФИЛИРОВАННЫХ ДЕТАЛЕЙ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2004 |
|
RU2274683C1 |
| СПОСОБ ЭЛЕКТРОХИМИЧЕСКОЙ РАЗМЕРНОЙ ОБРАБОТКИ ТУРБИННЫХ ЛОПАТОК И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2005 |
|
RU2305614C2 |
| СПОСОБ ЭЛЕКТРОХИМИЧЕСКОЙ ОБРАБОТКИ | 2005 |
|
RU2306211C1 |
| СПОСОБ МНОГОМЕСТНОЙ ИМПУЛЬСНОЙ ЭЛЕКТРОХИМИЧЕСКОЙ ОБРАБОТКИ ЛОПАТОК В СОСТАВЕ РОБОТИЗИРОВАННОГО КОМПЛЕКСА И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2014 |
|
RU2590743C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПЕЧАТНЫХ ПЛАТ ИЗ ФОЛЬГИРОВАННЫХ ДИЭЛЕКТРИКОВ | 2012 |
|
RU2519266C2 |