1 . 12
Изобретение относится к оптическому приборостроению, в частности к технологии изготовления высокоточных призменных блоков из оптических ма- тери.алов, и может быть использовано на предприятиях оптико-механической и электронной промьшленности.
Цель изобретения - повышение точности и производительности сборки призменного блока.
Способ реализуют следующим обра- зом.
Сначала составные элементы блока шлифуют, полируют и осуществляют их предварительную взаимную ориентацию. Далее элементы соединяют на оптический контакт непосредственно, не используя при этом какой-либо жидкости Заключительной операцией является взаимная ориентация элементов путем их относительного перемещения в плоскости контакта, которое осуществляется сразу же после соединения элементов посредством приложения тангенциального удельного усилия 0,02- 0,06 кгс/мм .При приложении тангенциальных усилий,меньших 0,02 гкс/мм , не происходит перемещения, а следо
вательно, не представляется возможным произвести ориентацию элементов. сборки. При приложении тангенциальных усилий, больших 0,07 кгс/мм, происходит разъединение деталей, соединенных контактом.
Пример. Для реализации сдо- соба изготовляют из ситалла шлифованием и полированием по требованиям под оптический контакт прямо- ; угольные призЙ1}1 5 10 15 мм в коли- ;честве 24 шт. и диск 0120 мм.Затем прямоугольные призмы поочередно устанавливают методом оптического контакта на периферийную плоскую часть диска так, что рабочие отражающие грани прямоугольных призм образуют 24-гранный многогранник. Предвари- тель.ную взаимную ориентацию призм осуществляют путем базирования по од ной из боковых нерабочих граней. Окончательную взаимную ориентацию элементов проводят непосредственно в течение 0,5-24 ч после установки призм на оптический контакт путем приложения тангенциального удельного усилия.0,02-0j06 кгс/мм. Другую сборку многогранной призмы проводят известным способом методом оптического контакта с использованием промежуточного слоя жидкости.
Результаты сравнительных испытаний приведены в таблице.
Известный
Предлагаемый с величиной удельного тангенциального усилия, кгс/мм
10-15
10
5
0 5 0 5
Недостаточно тангенциальных усилий для взаимной ориентации элементов, соединенных контактом.
Оптимальное соотношение точностных параметров призм и прилагаемых тангенциальнух усилий Происходит разъединение деталей
соединенных контактом. Как видно из таблицы, предлагаемый способ по сравнению с известным позволяет улучшить точностные параметры призм до 2-3 угл. с за счет того, что окончательную ориентацию элементов проводят непосредственно после постановки на оптический контакт. Кроме того, в 1,5-2 раза повышается производительность сборки за счет исключения операций, связанных с нанесением и последующим удалением из контакта слоя жидкости.
Формула изобретения
Способ изготовления призменного блока, включающий шлифование и полирование составных элементов, их
3 12820344
предварительную взаимную ориентацию,водительности сборки, оптический
соединение методо оптического кон-контакт осуществляют непосредствентакта и точную взаимную ориентациюным соединением поверхностей элемен/элементов путем их относительноготов, а их относительное перемещение
перемещения в плоскости контакта,5 производят сразу же после соединения
отличающийся тем, что,путем приложения тангенциального
с целью повышения точности и произ-удельного усилия 0,02-0,06 кгс/мм.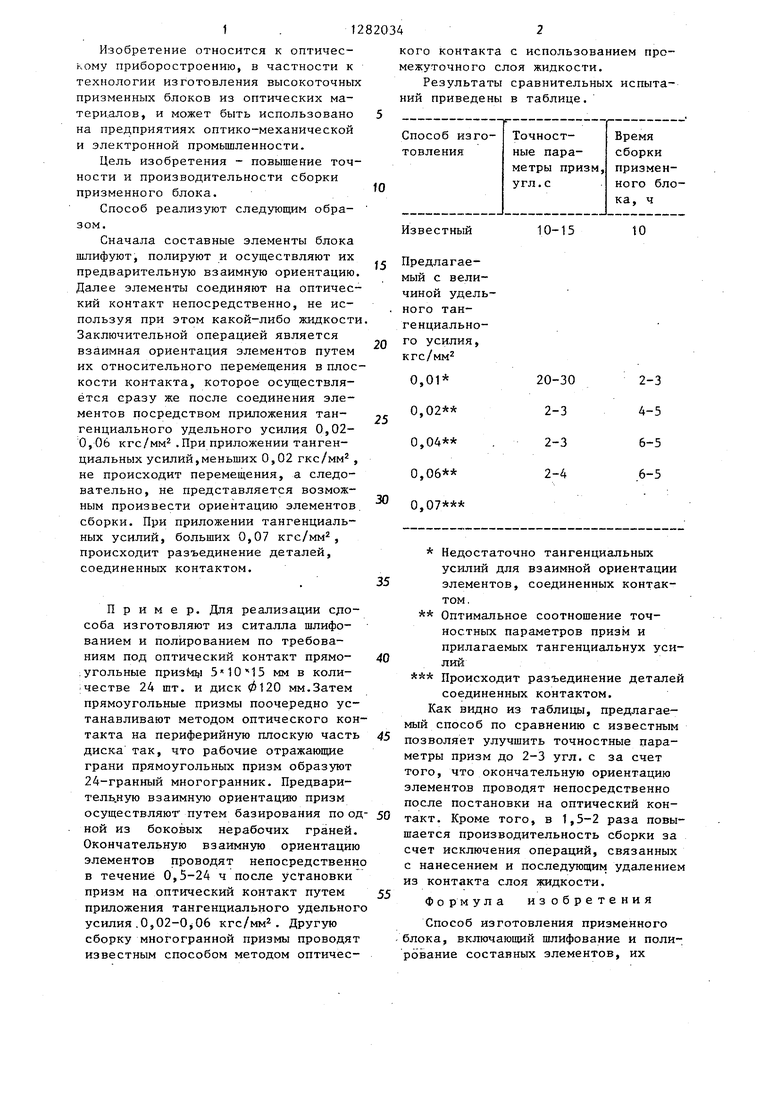
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ изготовления высокочастотного отражающего призменного блока | 1987 |
|
SU1464116A1 |
| Способ изготовления призменного блока | 1987 |
|
SU1493969A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ БЛОКА ПРИЗМ МОДУЛЯТОРА ДОБРОТНОСТИ ЛАЗЕРА, РАБОТАЮЩЕГО НА ЭФФЕКТЕ НАРУШЕНИЯ ПОЛНОГО ВНУТРЕННЕГО ОТРАЖЕНИЯ | 2000 |
|
RU2209454C2 |
| Способ изготовления многогранной призмы | 1983 |
|
SU1150600A1 |
| Способ изготовления призм внешнего отражения сборной конструкции из ситалла | 1987 |
|
SU1515128A1 |
| Многогранная призма внешнего отражения и способ ее изготовления | 1988 |
|
SU1597819A1 |
| Способ соединения оптических деталей | 1988 |
|
SU1544738A1 |
| Оптический жидкостный компенсатор и способ его изготовления | 1990 |
|
SU1800264A1 |
| Способ обработки граней оптических призм | 1977 |
|
SU611761A1 |
| Устройство для совмещения диаметрально противоположных делений лимбов угломерных приборов | 1979 |
|
SU857706A1 |
Изобретение относится к области оптического приборостроения и позволяет повысить точность и производительность сборки. Осуществляют предварительную взаимную ориентацию отшлифованных и полированных элементов блока путем базирования по одной из боковых нерабочих граней. После установки элементов на оптический контакт проводят их окончательную взаимную ориентацию путем относительного перемещения элементов в плоскости контакта, осуществляемого посредством приложения тангенциального удельного усилия 0,02-0,06 кгс/мм. Это исключает необходимость нанесения и последующего удаления слоя жидкости из контакта. 1 табл. с Ю сх to Од 
| Технология оптических деталей | |||
| /Под ред | |||
| М.К | |||
| Семибратова | |||
| М.: Машиностроение, 1978, с | |||
| СПОСОБ ПОЛУЧЕНИЯ ЧИСТОГО ГЛИНОЗЕМА И ЕГО СОЛЕЙ ИЗ СИЛИКАТОВ ГЛИНОЗЕМА, ПРОСТЫХ ГЛИН И. Т.П. | 1915 |
|
SU280A1 |
| Справочник технолога-оптика | |||
| /Под общей ред | |||
| С.М | |||
| Кузнецова и др | |||
| Л | |||
| Машиностроение, 1983, с | |||
| Способ получения и применения продуктов конденсации фенола или его гомологов с альдегидами | 1920 |
|
SU362A1 |
