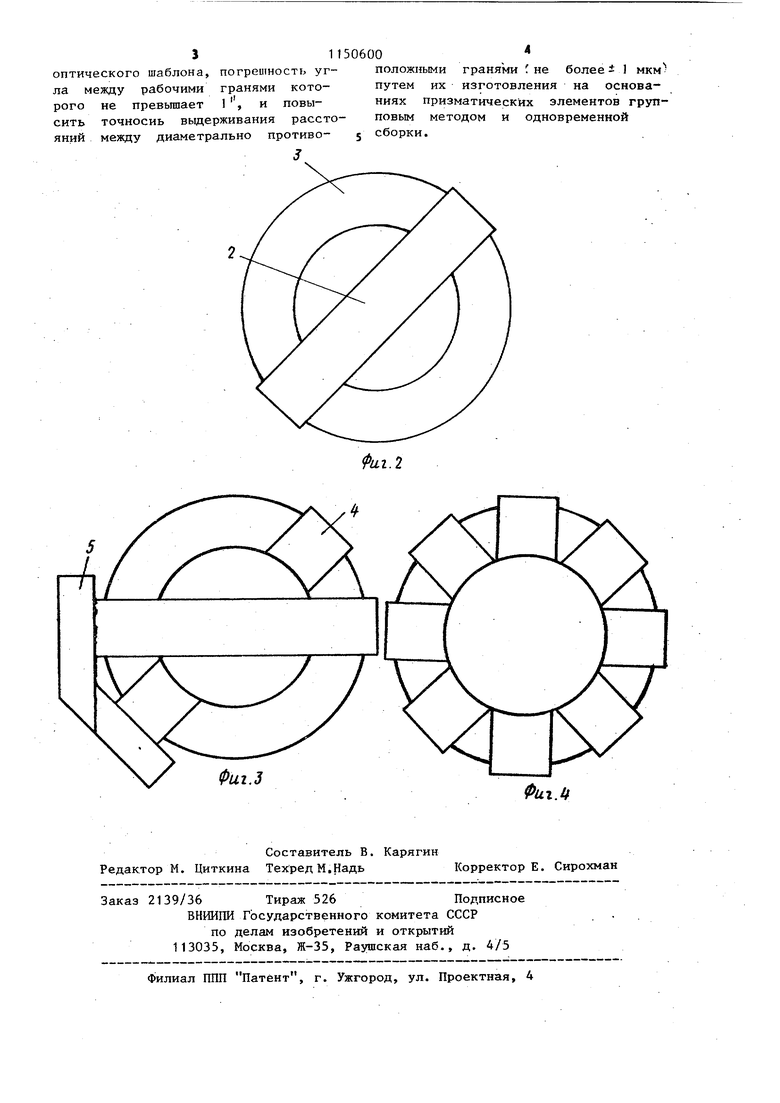
11 Изобретение относится к технолог изготовления оптических деталей, в частности к способам изготовления многогранных призм. Известен способ изготовления многогранных призм с четным числом граней, по которому заготовки призм составляют боковыми поверхностями в блок и обработку граней выполняют последовательн) с помощью шлифовани и полирования, а углы между гранями контролируют с помощью углоизмерительного прибора, например гониометра l }. К недостаткам данного метода относятся ограниченная точность изготовления рабочих углов (5 ) и невыс кая точность выдерживания размеров между диаметрально противоположными гранями многогранных призм (0,1 мм) Известен способ изготовления мно гогранника, включающий шлифование, полирование, ориентирование и установку призменных оптических элементов на общем корпусе 2. К недостаткам данного способа от носятся невысокая точность изготовления pa6o4iix углов и невысокая точность выдерживания размеров меж ду диаметрально противоположными гр нями вследствие сложности работ при ориентации рабочих граней по интерференционной картине с помощью эталонного угольника. Точность изготов ления многогранников по данному спо собу практически ниже точности по предыдущему способу. Цепью изобретения является повышение точности изготовления многогранной призмы. Указанная цель достигается тем, что способ изготовления многогранной призмы с четным количеством граней включает ишифование, полирование, ориентирование и установку призматических оптических элементов на об щем корпусе, при этом предварительно обработанные заготовки элементов собирают боковыми гранями в блок, обрабатывают основания полученного блока, разблокируют элементы и проводят их поочередную диаметральную установку с помощью оптического шаб лона, угол между рабочими гранями которого равен требуемому углу меж ду гранями призмы, при этом средние части оптических элементов поочередно удаляют. 0 На фиг. 1 показана сборка предварительно обработанных заготовок призм боковыми гранями з блок с помощью оптического контакта; на фиг. 2 - установка первой призмы на общее основание; на фиг. 3 - установка второй призмы с помощью оптического шаблона; на фиг. 4 - полностью собранная многогранная призма. Сущность изготовления многогранной призмы по предложенному способу заключается в следующем. Предварительно обработанные четырехгранные призмы 1 собирают боковыми гранями в блок, например, с помощью оптического контакта (фиг. 1) и обрабатывают их основания путем шлифования и полирования, выдерживая между ними параллельность с точностью до i2. После этого призмы разблокируют и проводят подготовку их поверхностей под глубокий оптический контакт. Затем одну из призм 2 устанавливают диаметрально, соединяют боковой поверхностью с корпусом 3 путем оптического контакта (фиг. 2) и высверлива рт ее среднюю часть. Далее одно из оснований призмы 4 (фиг. 3), установленной на корпусе, соединяют методом оптического контакта с шаблоном 5, угол между рабочими гранями которого равен требуемому углу между гранями многогранной призмы с высокой точностью (не более l). На корпус на цвет устанавливают вторую призму и соединяют ее методом оптического контакта с второй гранью шаблона. После этого призму соединяют оптическим контактом с корпусом боковой поверхностью благодаря деформации прогиба (при нажатии на призму в направлении, перпендикулярном плоскости корпуса, она прогибается и становится с ним на контакт). После полной установки призмы на контакт шаблон снимают и высверливают ее среднюю часть. В дальнейшем операции повторяются до полной сборки многогранной призмы (фиг. 4), после чего призму подвергают термической обработке согласно известному процессу соединения деталей методом глубокого оптического контакта.. Предложенный способ позволяет повысить точность изготовления углов между рабочими гранями за счет их высокоточной ориентации с помощью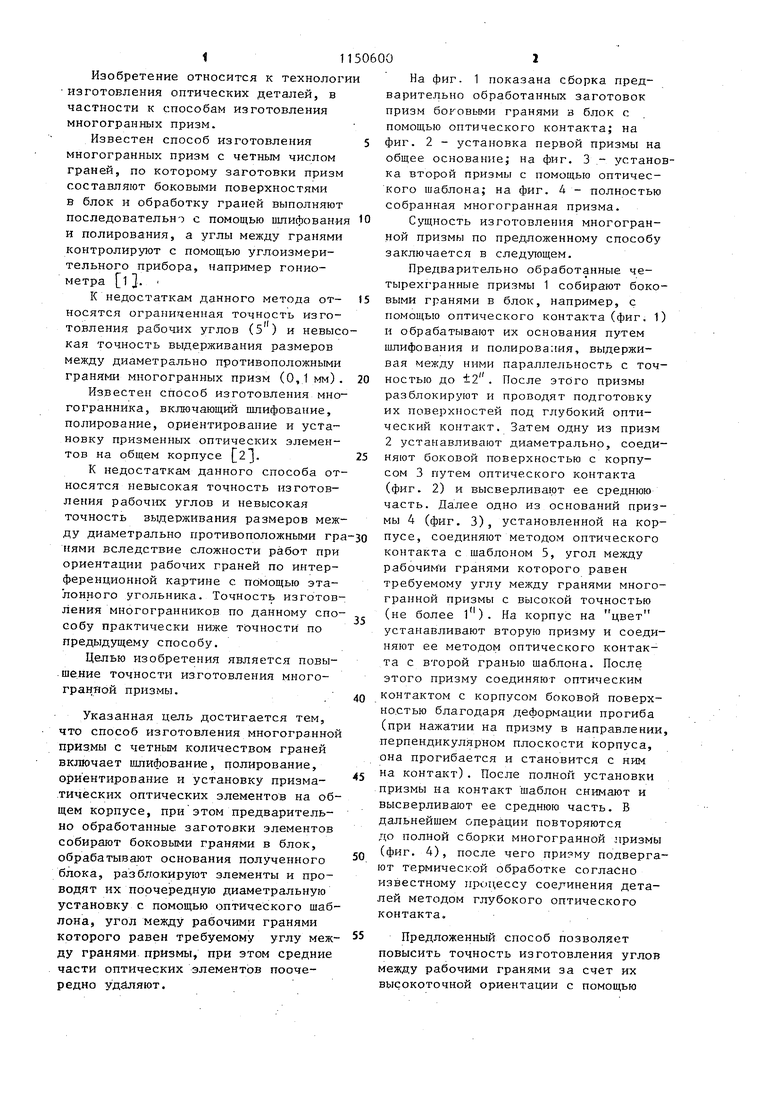
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ изготовления призм внешнего отражения сборной конструкции из ситалла | 1987 |
|
SU1515128A1 |
| Способ изготовления призменного блока | 1985 |
|
SU1282034A1 |
| Способ изготовления контрольно-измерительного инструмента | 1990 |
|
SU1788489A1 |
| Способ изготовления высокочастотного отражающего призменного блока | 1987 |
|
SU1464116A1 |
| Многогранная призма внешнего отражения и способ ее изготовления | 1988 |
|
SU1597819A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ БЛОКА ПРИЗМ МОДУЛЯТОРА ДОБРОТНОСТИ ЛАЗЕРА, РАБОТАЮЩЕГО НА ЭФФЕКТЕ НАРУШЕНИЯ ПОЛНОГО ВНУТРЕННЕГО ОТРАЖЕНИЯ | 2000 |
|
RU2209454C2 |
| Способ измерения угла поворота изделия | 1986 |
|
SU1388713A1 |
| Способ изготовления оптических деталей | 1983 |
|
SU1094006A1 |
| Способ изготовления призменного блока | 1987 |
|
SU1493969A1 |
| Способ изготовления прямоугольной призмы | 1990 |
|
SU1720039A1 |
СПОСОБ ИЗГОТОВЛЕНИЯ МНОГОГРАННОЙ ПРИЗМЫ с четным количеством граней, включающий шлифование, поли :д Э) р рование, ориентирование и установку призматических оптических элементов на общем корпусе, отличающийся тем, что, с целью повышения точности изготовления, предварительно обработанные заготовки элементов собирают боковыми гранями в блок, обрабатывают основания полученного блока, разблокируют элементы и проводят их поочередную диаметральную установку с помощью оптического шаблона, угол между рабочими гранями которого равен требуемому углу между гранями призмы, при этом средние части оптических элементов поочередно удаляют.
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Семибратов М.Н | |||
| Технология оптических деталей | |||
| М., Машиностро ние, 1978, с | |||
| Ручной дровокольный станок | 1921 |
|
SU375A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Способ изготовления многогранника | 1960 |
|
SU141657A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
