1
Изобретение относится к абразивной обработке и может быть использовано в оптико- механической промышленности.
Известен способ обработки граней оптических призм , при котором призмы складывают и закрепляют нерабочими поверхност$ ми в столбики, поворачивают вокруг оси,перпендикулярной нерабочим поверхностям.фиксируют столбик в заданном положении,перемешают круг Б тангенциальном направлении по отношен.ию к оси столбика и производят предварительное шлифование грани наружной, а затем внутренней кромками круга ij .
Однако, известные способы обработки граней не обеспечивают предварительное и окончательное шлифование призм с одной установки.
Цель изобретения - повышение производительности и точности обработки путем совмещения предварительного и окончатель- роге шлифования двумя кругами, расположенными один в другом, с одной установки.
Достигается 1она тем, что после шлифования наружной кромкой круга изменяют направление его движения на противоположное.
а после шлифования внутренней кромкой круга уменьшают усилие зажима заготовок в 5-8 раз и производят подачу на врезание внутреннего круга.
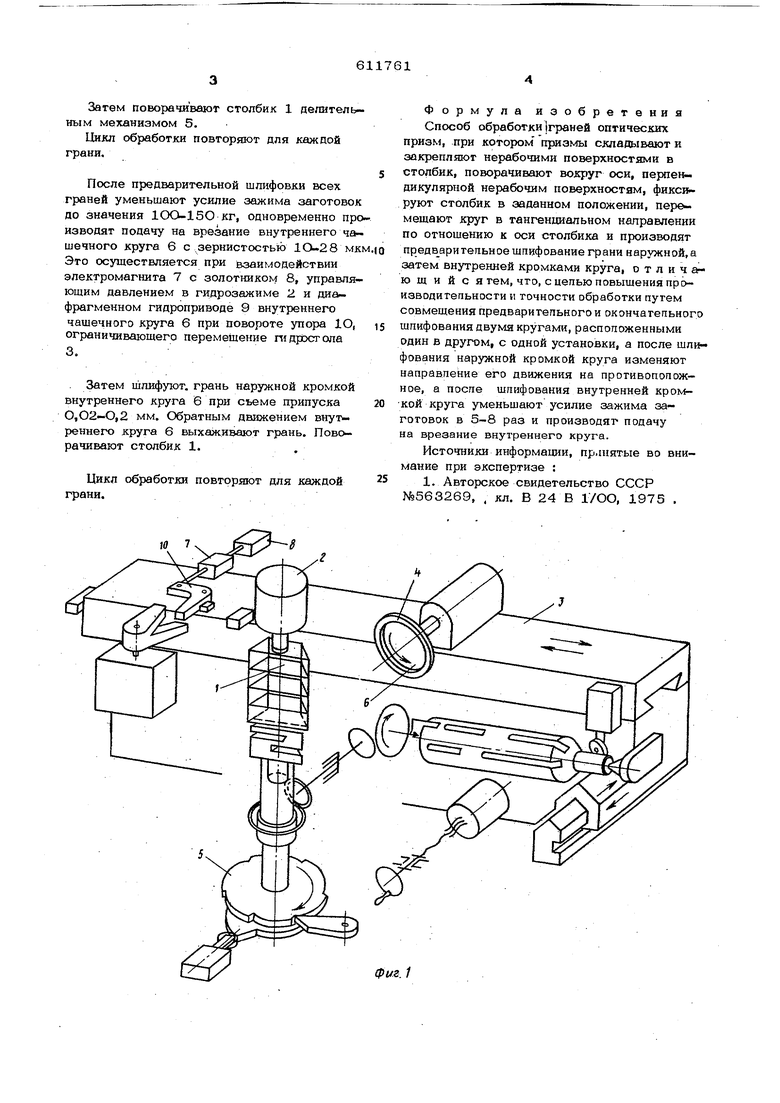
На фиг. 1 дана схема реализации предложенного способа ; на фиг. 2 - шпиндельный узел.
Формируют столбик 1 заготовок призм, устанавливая их друг на друга нерабочими поверХнр Т1ЯК1и. Устанавливают столбик 1, фиксирую , сжимая его гидрозажимом 2 с усилием 5ОО-1ООО кг, используя нерабочие поверхности и оставляя свободными грани для обзэаботки.
При перемещении гидростола 3 в тангенциальном иаправлении по отношению к оси столбика 1 при врезании наружной кромки наружного круга 4 с зернистостью 12О-16О мкм проводят первое шлифование грани. В момент, когда наружный круг 4 охватывает весь столбик 1 и выходит из контакта, осуществляют подачу на врезание и при движении круга 4, но уже в противо положном направлении, шлифуют грань ( в турренней кромкой круга 4, Затем поворачивают столбих 1 делитель ным механизмом 5. Цикл обработки noBTopsnor для каждой грани. После предварительной шлифовки всех граней уменьшают усилие зажима заготово до значения 1ОО-15О кг, одновременно пр изводят подачу на врезание внутреннего ча шечного круга 6 с .зернистостью 1О-28 м Это осуществляется при взаимодействии электромагнита 7 с золотникок 8, управля ющим давлением в гидрозажиме 2 и диафрагменном гидроприводе 9 внутреннего чашечного круга 6 при повороте упора Ю ограничивающего перемещение гедрхггола 3. . Затем шлифуют, грань наружной кромкой внутреннего круга 6 при съеме припуска О,О2-О,2 мм. Обратным движением внут«реннего круга 6 выхаживают грань. Поворачивают столбик 1.. Цикл обработки повторяют для каждой грани. Формула изобретения Способ обработки(граней оптических призм, при котором призмы складывают и закрепляют нерабочими поверхностями в столбик, поворачивают вокруг оси, перпендикулярной нерабочим поверхностям, фиксируют столбик в заданном положении, перемещают круг в тангенциальном направлении по отношению к оси столбика и производят предв аритешьноешпифование грани наружной,а затем внутренней кромками круга, о т л и ч аю щ и и с я тем, что, с цепью повышения производи тепьности и точности обработки путем совмещения предварительного и окончательного щпифования двумя кругами, расположенными один в другом, с одной установки, а после шлифования наружной кромкой круга изменяют направление его движения на противопопож- ное, а поспе щпифования внутренней кромкой круга уменьшают усилие зажима заготовок в 5-8 раз и производят подачу на врезание внутреннего круга. Источники информации, прлнятые во внимание при экспертизе : 1. Авторское свидетельство СССР №563269, . кл. В 24 В 17ОО, 1975 .