Изобретение относится к силонз- мерительной технике и может быть использовано для контроля усилия затяжки в одиночных и групповых резьбовых соединениях.
Целью изобретения является повышение оперативности и. обеспечение возможности индивидуального контроля каждого резьбового стержня в групповом резьбовом соединении.
На фиг. 1 показана схема приложения вибраций к контролируемому резьбовому соединению; на фиг. 2 - график зависимости величины амплитуды вибрации в определенной точке резьбового соединения от усилия затяжки
Сущность способа заключается в том, что если в резьбовом соединении содержащем стягиваемые детали 1 и 2 разной массы и резьбовые стержни 3, число которых может быть более одного, произвести затяжку резьбовых стержней 3, а затем к заданной точке 4 стягиваемой детали 2 меньшей массы приложить щуп вибратора, амплитуду колебаний которого предварительно установили на заданном уров- .не, то амплитуда вибрации стягиваемой детали 2 меньшей массы в определенной точке 5 возле контролируем го резьбового стержня 3 определяетс усилием затяжки этого стержня (фиг. 2).
В отсутствии затяжки резьбового стержня 3 амплитуда вибрации в точк 5 максимальна, что соответствует области 1 на графике (фиг. 2). По мере возрастания усилия затяжки резьбового стержня 5 амплитуда вибрции в точке 5 падает (область II на фиг. 2). При плотном смыкании стка между стягиваемыми деталями 1 и 2 амплитуда вибрации в точке 3 минимальна (область III на фиг. 2).
Таким образом, измеряя амплитуду вибрации в точке 5 возле контролируемого резьбового стержня 3, можно
контролировать наличие затяжки заданного резьбового стержня, в частности, в процессе затяжки, причем точность контроля возрастает при возбуждении в резьбовом соединении резонансных колебаний.
Способ контроля усилия затяжки в резьбовом соединении осуществляют следующим образом.
Прджимают к заданной точке 4 на стягиваемой детали 2 меньшей массы щуп вибратора, амплитуду которого
предварительно устанавливают на заданном уровне. Измеряют амплитуду
вибрации в точке 5 стягиваемой детали 2 меньшей массы возле контролируемого резьбового стержня 3. По величине амплитуды вибрации в точке 5, исходя из предварительно составленного градуировочного графика (фиг.2), судят о силе затяжки контролируемого резьбового стержня.
Формула изобретения
Способ контроля усилия затяжки в резьбовом соединении, включающем резьбовые стержни и стягиваемые детали разной массы, заключающийся в том, что в резьбовом соединении возбуждают вибрационные колебания и в определенной точке резьбового соединения измеряют амплитуду вибрации, по величине которой судят об усилии затяжки, отличающийся
ности и обеспечения возможности индивидуального контроля каждого резьбового стержня в групповом резьбовом соединении , колебания в резьбовом соединении возбуждают путем поджима к заданной точке стягиваемой детали меньшей массы щупа вибратора, амплитуду колебаний которого предваритель- но устанавливают на заданном уровне, а амплитуду вибрации измеряют на стя- гиваемой детали меньшей массы в области контролируемого резьбового стержня.
Редактор М.Келемеш
Состазитель А.Амаханов
Техред Л.Сердюкова Корректор С.Шекмар
Заказ 7427/37Тираж 776Подписное
ВНИИПИ Государственного комитета СССР
по делам изобретений и открытий 113035, Москва, Ж-35, Раушская наб., д. 4/5
Производственно-полиграфическое предприятие, г. Ужгород, ул. Проектная, 4
Фиг.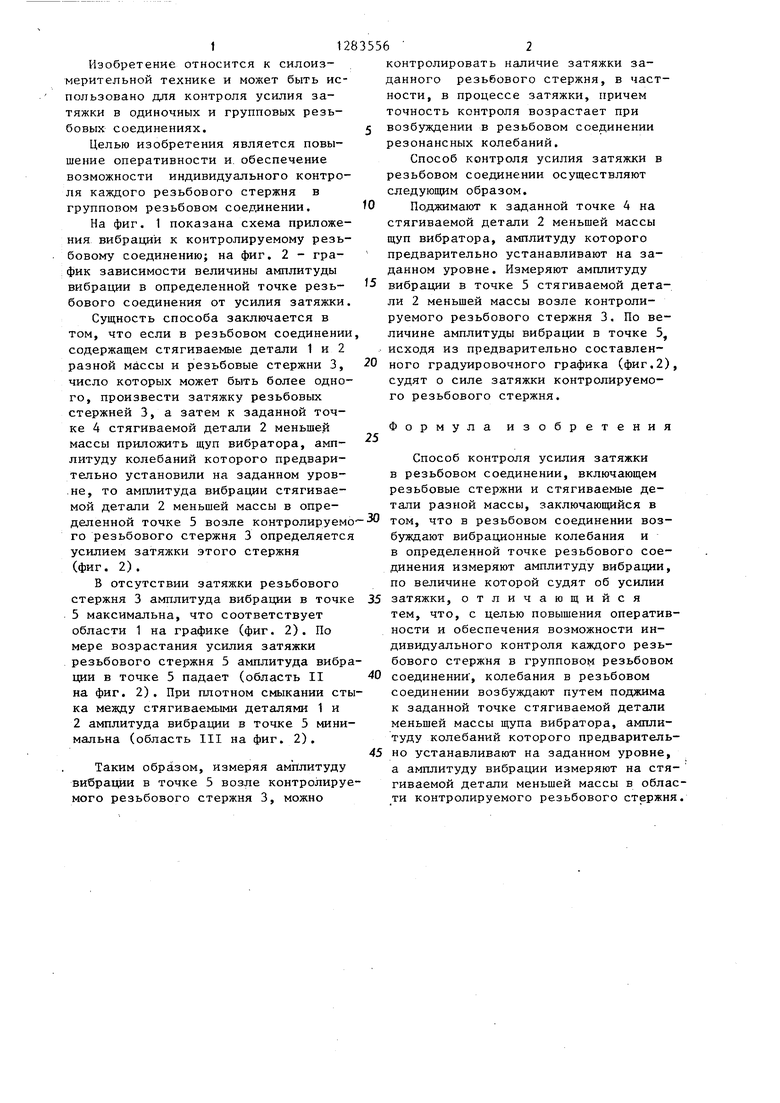
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ определения параметров затяжки резьбовых соединений | 1985 |
|
SU1323877A1 |
| Устройство для контроля усилия затяжки в резьбовых соединениях | 1985 |
|
SU1364922A1 |
| Способ контролируемой сборки резьбовых соединений и устройство для его осуществления | 2020 |
|
RU2773228C2 |
| Резьбовое соединение с заданным усилием затяжки и способ контроля усилия затяжки резьбового соединения | 1987 |
|
SU1530839A1 |
| Способ определения коэффициента податливости детали резьбового соединения | 1978 |
|
SU763707A1 |
| Устройство для контроля усилия затяжки резьбовых соединений | 1983 |
|
SU1139984A1 |
| Испытательный щуп | 1979 |
|
SU832499A1 |
| Устройство для испытания резьбовых соединений | 1990 |
|
SU1751649A1 |
| ПНЕВМАТИЧЕСКИЙ КОНТРОЛЬНО-ДИАГНОСТИЧЕСКИЙ СТЕНД | 2014 |
|
RU2597630C2 |
| СПОСОБ КОНТРОЛЯ КАЧЕСТВА СБОРКИ И НАДЕЖНОСТИ СБОРОЧНОЙ ЕДИНИЦЫ | 2009 |
|
RU2387987C1 |
Изобретение относится к силоиз- мерительной технике и позволяет повысить оперативность и обеспечить возможность индувидуального контроля каждого резьбового стержня в групповом соединении. Для этого к заданной точке 4 стягиваемой детали 2 меньшей массы прижимают щуп вибратора с предварительно установленной на заданном уровне амплитудой кбле- баний. Измеряют амплитуду вибрации детали 2 возле контролируемого резьбового стержня 3 (в точке 5) и по величине этой амплитуды судят о силе затяжки контролируемого стержня. Приведен график зависимости амплитуды колебаний от усилия затяжки деталей. 2 ил. с вл L ,AL Риг.1
| Прибор для измерения силы натяжения анкера | 1965 |
|
SU493662A1 |
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Авторское свидетельство СССР № 1236872, 20.04.85. | |||
