Изобретение относится к техноло1 ии изготовления волноводных узлов методом гальванопластики. : Цель изобретения Сокращение времени изготовления волноводных узлов. 5
На чертеже изображено устройство, реализующее предлагаемый способ для растворения оправки.
Устройство для растворения оправки состоит из ванны 1, заполненной раст- О ворителем 2, Сквозь отверстие в стенке ванны 1 внутрь ванны герметично введена оправка 3, на которой нанесен проводящий слой 4. Торец оправки 3, помещенный в растворитель 2, освобож- ден от проводящего слоя 4. На другом торде оправки 3 устг1новлен теплоэлек- тронагреватель 5.
Способ осуществляют следующим образом.
На оправку 3 электролитическим осаждением наносится проводящий слой 4. Затем проводящий слой 4 удаляется с одного из торцов механическим путем. Полученная таким образом заготовка помещается своим , свободным от проводящего слоя 4,внутрь ван- ны 1 через отверстие в стенке ванны 1. Выступающий за пределы ванны 1 торец заготовки нагревается теплоэлек- тронагревателем 5. Ванна 1 наполнена растворителем 2. За счет нагрева с помощью теплоэлектронагревателя 5 участок оправки 3, контактирующий с
20
25
30
пературы превьшшющей температуру растворителя 2. Для достижения максимальной скорости растворения температура слоя растворителя 2, контактирующего с нагретой оправкой 1, доводится до кипения. Остальная масса растворителя 2 при этом имеет температуру близкую к температуре окружающей среды. В результате экспериментов было установлено, что подобные условия растворения позволяют получить максимальную скорость растворения по периметру сечения оправки 3 на границе с проводящим слоем 4, что приводит к увеличению площади взаимодействия растворителя 2 с материалом оправки 3, протравливанию оправки 3 на всю глубину и выпадению оправки 3 до ее полного растворения, чем и объясняется сокращение времени растворения и, следовательно, времени изготовления волноводных узлов.
Формула изобретения
Способ изготовления волноводных узлов, включающий электролитическое осаждение на оправку проводящего слоя, последующее растворение оправки и одновременный нагрев, отличающийся тем, чти, с целью сокращения времени изготовления, на гревают участок оправки, контактирующий с растворителем, до температуры.
растворителем 2, нагревается до тем- 3.5 превышающей температуру растворителя.
Редактор А.Ревин
Составитель Б.Крутов
Техред ЕГ.Кадар Корректор М.Пожо
Заказ 7452/53Тираж 625Подписное
ВНИИПИ Государственного комитета СССР
по делам изобретений и открытий 113035, Москва, Ж-35, Раушская наб., д. 4/5
.Производственно-полиграфическое предприятие, г. Ужгород, ул. Проектная, 4
пературы превьшшющей температуру растворителя 2. Для достижения максимальной скорости растворения температура слоя растворителя 2, контактирующего с нагретой оправкой 1, доводится до кипения. Остальная масса растворителя 2 при этом имеет температуру близкую к температуре окружающей среды. В результате экспериментов было установлено, что подобные условия растворения позволяют получить максимальную скорость растворения по периметру сечения оправки 3 на границе с проводящим слоем 4, что приводит к увеличению площади взаимодействия растворителя 2 с материалом оправки 3, протравливанию оправки 3 на всю глубину и выпадению оправки 3 до ее полного растворения, чем и объясняется сокращение времени растворения и, следовательно, времени изготовления волноводных узлов.
Формула изобретения
Способ изготовления волноводных узлов, включающий электролитическое осаждение на оправку проводящего слоя, последующее растворение оправки и одновременный нагрев, отличающийся тем, чти, с целью сокращения времени изготовления, на гревают участок оправки, контактирующий с растворителем, до температуры.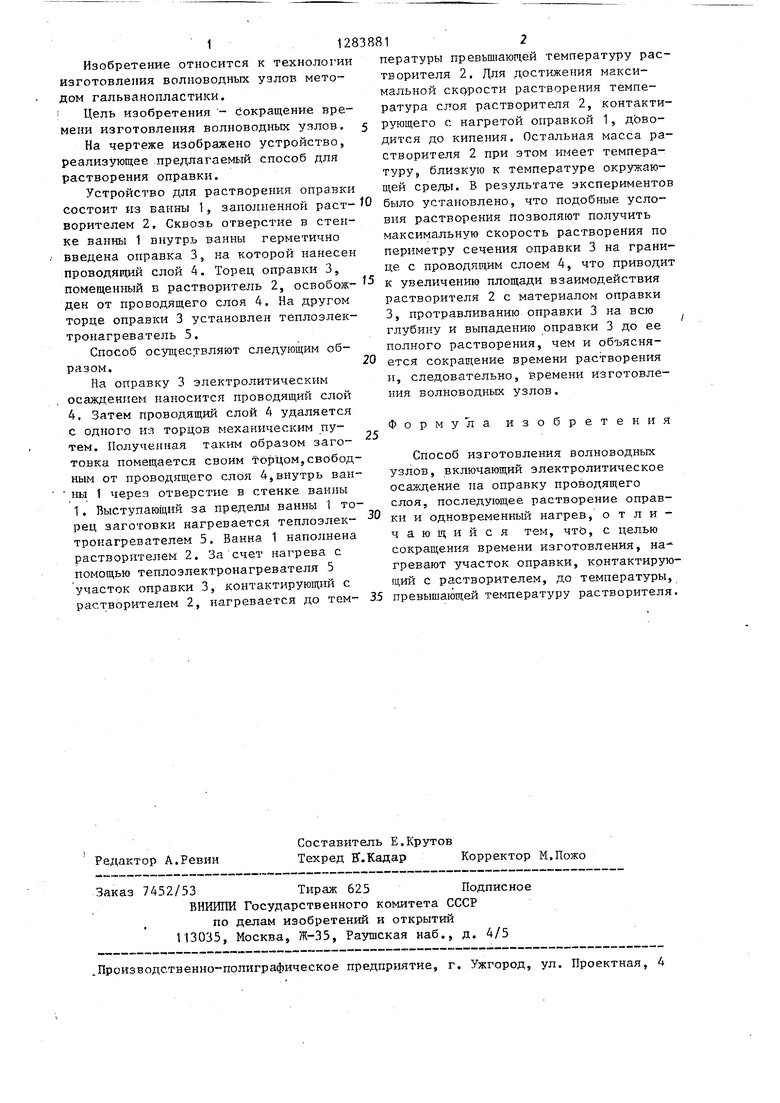
| название | год | авторы | номер документа |
|---|---|---|---|
| ГАЛЬВАНОПЛАСТИЧЕСКИЙ СПОСОБ ИЗГОТОВЛЕНИЯ СЛОЖНОРЕЛЬЕФНЫХ ДЕТАЛЕЙ СО ЩЕЛЕВОЙ СТРУКТУРОЙ | 2004 |
|
RU2254403C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ВОЛНОВОДОВ МИЛЛИМЕТРОВОГО ДИАПАЗОНА | 2014 |
|
RU2560804C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ МЕТАЛЛИЧЕСКОЙ МИКРОСТРУКТУРЫ И МИКРОСТРУКТУРА, ПОЛУЧЕННАЯ УКАЗАННЫМ СПОСОБОМ | 2010 |
|
RU2528522C2 |
| ФОРМА ДЛЯ ГАЛЬВАНОПЛАСТИКИ И СПОСОБЫ ЕЕ ИЗГОТОВЛЕНИЯ | 2010 |
|
RU2525004C2 |
| Способ обработки металлической поверхности | 1989 |
|
SU1761817A1 |
| УСТАНОВКА ДЛЯ ВЫДЕЛЕНИЯ СЕРЕБРА ИЗ СЕРЕБРОСОДЕРЖАЩЕГО СПЛАВА | 2014 |
|
RU2572665C2 |
| ГАЛЬВАНОПЛАСТИЧЕСКИЙ СПОСОБ ИЗГОТОВЛЕНИЯ СЛОЖНОРЕЛЬЕФНЫХ ДЕТАЛЕЙ СО СКВОЗНЫМИ КАНАЛАМИ | 2006 |
|
RU2320783C1 |
| ГАЛЬВАНОПЛАСТИЧЕСКИЙ СПОСОБ ИЗГОТОВЛЕНИЯ ПОЛЫХ ИЗДЕЛИЙ | 1993 |
|
RU2062823C1 |
| Гальванопластическое изготовление сложных волноводных узлов | 1961 |
|
SU145099A1 |
| ФОРМА ДЛЯ ГАЛЬВАНОПЛАСТИКИ И СПОСОБ ЕЕ ИЗГОТОВЛЕНИЯ | 2010 |
|
RU2526108C2 |
Изобретение относится к технологии изготовления волноводйых, узлов методом гальванопластики. Цель изобретения - сокращение времени изготовления волноводчых узлов - достигается тем, что нагревают участок оправки, контактирующий с растворителем, до т-ры, превьшающей т-ру растворителя. Устр-во, реализующее данный способ, состоит из ванны 1, заполненной растворителем 2, сквозь отверстие в стенке ванны 1 внутрь ее герметично введена оправка 3, на к-рой нанесен проводящий слой 4. Торец оправки 3, помещенный в растворитель 2, освобожден от проводящего слоя 4. На др. торце оправки 3 установлен теплоэлектрона- греватель 5. 1 ил. с (О ND 00 00 00
| СПОСОБ ИЗГОТОВЛЕНИЯ ВОЛНОВОДНОГО УСТРОЙСТВА | 0 |
|
SU363269A1 |
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Способ изготовления волноводного фильтра типов волн | 1977 |
|
SU658634A1 |
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
