Изобретение относится к гальванопластике и может быть использовано для изготовления элементов различных устройств повышенной сложности.
Известны способы изготовления сложнорельефных деталей, заключающиеся в том, что электролитически труднозаращиваемые рельефные поверхности (узкие пазы, щели) с целью ликвидации пустот заполняют металлическими вставками (оправками) из алюминия, которые после осаждения металла удаляют растворением в щелочи [1], [2].
Наиболее близким аналогом предложенного способа является гальванопластический способ изготовления сложнорельефных деталей со сквозными каналами, включающий размещение в форме стержней или оправок из легкоплавкого сплава соответственно конфигурации необходимых каналов, наращивание слоев меди и никеля, после чего сплав выплавляют и получают готовое изделие [3].
Недостатки способа [1], [2] состоят в том, что они обеспечивают гальваническое заращивание сложнорельефной поверхности (узкие пазы, щели) только с основой из медных сплавов, допускающих совместную обработку с алюминием, а в случае способа [3] - выплавление сплава после наращивания слоев меди и никеля не обеспечивает необходимой чистоты поверхности внутренних каналов изделия.
Техническим результатом заявляемого способа является получение сквозных каналов на титановом корпусе.
Технический результат изготовления сложнорельефных деталей со сквозными каналами достигается тем, что гальванопластический способ включает формирование каналов в титановом корпусе путем химической обработки в смеси азотной и плавиковой кислот, гидрирование в серной кислоте, нанесение никелевого и медного слоев, термообработку в вакууме, после чего алюминиевые оправки вставляют с углублением в каналы, проводят обезжиривание, повторное гидрирование, нанесение слоя меди, термообработку, нанесение слоя никеля с последующим вытравливанием алюминия.
На чертеже изображена схема изготовления сложнорельефных деталей со сквозными каналами, где на титановый корпус (1) с каналами (2) предварительно нанесены технологические слои никеля (3) и меди (4), подвергнутые термообработке в вакууме, после чего в каналы помещают с углублением алюминиевые оправки (5), наносят медное покрытие (6) и производят наращивание никеля (7).
Заявленный способ осуществляется следующим образом: поверхность титана предварительно обрабатывают химически в смеси азотной и плавиковой кислот (2:1), гидрируют в концентрированной серной кислоте при температуре от плюс 78 до плюс 80°С и покрывают слоями гальванического никеля и меди, что допускает дальнейшую совместную обработку титана и алюминия, как показано на чертеже. После термообработки при температуре от плюс 450 до плюс 500°С в вакууме (Р=133,3·10-3 Па) в каналы помещают алюминиевые оправки, углубленные в каналы, образуя выступающие поверхности стенок, которые обеспечивают надежность сращивания системы тонкостенных каналов при гальваническом нанесении никеля.
Поверхность подвергают тщательному обезжириванию, повторной гидридной обработке в концентрированной серной кислоте при температуре от плюс 78 до плюс 80°С, нанесению технологического слоя меди с последующей термообработкой при температуре от плюс 180 до плюс 200°С и наращиванием слоя гальванического никеля. После наращивания никеля алюминиевые оправки вытравливают в щелочном растворе.
Источники информации
1. Вансовская К.М., Волянюк Г.А., Промышленная гальванопластика, Л.: Машиностроение, 1986, с.77.
2. Садаков Г.А., Гальванопластика, М.: Машиностроение, 1987, с.271.
3. Казначей Б.Я., Гальванопластика в промышленности, М., 1955, с.137 (прототип).
| название | год | авторы | номер документа |
|---|---|---|---|
| ГАЛЬВАНОПЛАСТИЧЕСКИЙ СПОСОБ ИЗГОТОВЛЕНИЯ СЛОЖНОРЕЛЬЕФНЫХ ДЕТАЛЕЙ СО ЩЕЛЕВОЙ СТРУКТУРОЙ | 2004 |
|
RU2254403C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ВОЛНОВОДОВ МИЛЛИМЕТРОВОГО ДИАПАЗОНА | 2014 |
|
RU2560804C1 |
| ГАЛЬВАНОПЛАСТИЧЕСКИЙ СПОСОБ ИЗГОТОВЛЕНИЯ СЛОЖНО-РЕЛЬЕФНЫХ ЭЛЕМЕНТОВ АНТЕННО-ФИДЕРНЫХ УСТРОЙСТВ | 2012 |
|
RU2472872C1 |
| Способ гальванопластического изготовления полых изделий с наружной оболочкой | 1988 |
|
SU1657543A1 |
| Гальванопластический способ изготов-лЕНия СлОжНОРЕльЕфНыХ дЕТАлЕй | 1979 |
|
SU834258A1 |
| Способ изготовления матрицы для получения образцовых мер шероховатости поверхности | 1980 |
|
SU865993A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ МЕТАЛЛИЧЕСКИХ ТОНКОСТЕННЫХ ИЗДЕЛИЙ С РЕЛЬЕФНЫМ ПРОФИЛЕМ И ПЕРФОРАЦИЕЙ | 1996 |
|
RU2102536C1 |
| СПОСОБ НАНЕСЕНИЯ МЕТАЛЛИЧЕСКИХ ПОКРЫТИЙ НА ИЗДЕЛИЯ ИЗ МАГНИЯ И ЕГО СПЛАВОВ | 1999 |
|
RU2150534C1 |
| Способ изготовления матрицы для гальванопластического получения теплообменных систем | 1989 |
|
SU1768665A1 |
| Способ изготовления печатных плат | 1991 |
|
SU1814753A3 |
Гальванопластический способ изготовления сложнорельефных деталей со сквозными каналами относится к гальванопластике и может быть использован для изготовления элементов различных устройств повышенной сложности. Технический результат - получение сквозных каналов на титановом корпусе. Способ включает формирование каналов в титановом корпусе путем химической обработки в смеси азотной и плавиковой кислот, гидрирование в серной кислоте, нанесение никелевого и медного слоев, термообработку в вакууме, после чего алюминиевые оправки вставляют с углублением в каналы, проводят обезжиривание, повторное гидрирование, нанесение слоя меди, термообработку и нанесение слоя никеля с последующим вытравливанием алюминия. 1 ил.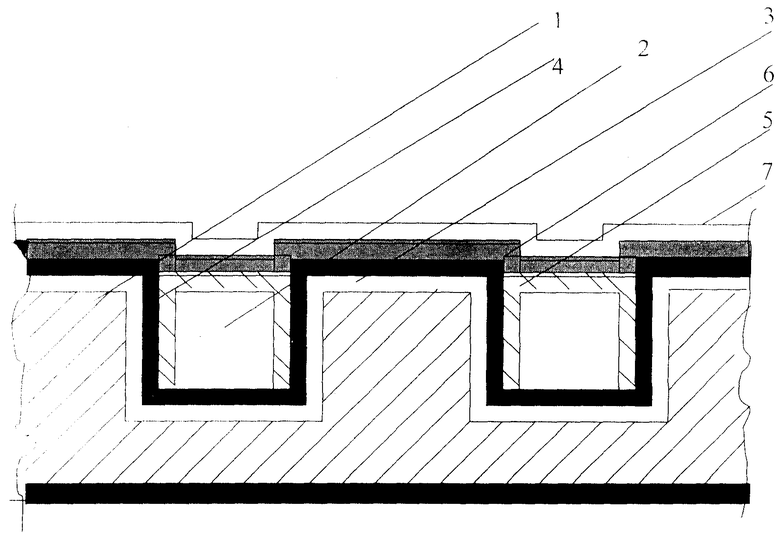
Гальванопластический способ изготовления сложнорельефных деталей со сквозными каналами, характеризующийся тем, что формируют каналы в титановом корпусе путем химической обработки в смеси азотной и плавиковой кислот, осуществляют гидрирование в серной кислоте, наносят никелевый и медный слои и термообрабатывают в вакууме, после чего в каналы вставляют с углублением алюминиевые оправки, проводят обезжиривание, повторное гидрирование, нанесение слоя меди, термообработку и нанесение слоя никеля с последующим вытравливанием алюминия.
| КАЗНАЧЕЙ Б.Я | |||
| Гальванопластика в промышленности | |||
| - М., 1955, с.137 | |||
| СПОСОБ ИЗГОТОВЛЕНИЯ ДИСКА С ОТВЕРСТИЯМИ | 1996 |
|
RU2149226C1 |
| Способ гальванопластического изготовления точных волноводных деталей | 1961 |
|
SU144689A1 |
| УСТРОЙСТВО для ГАЛЬВАНОПЛАСТИЧЕСКОГО ИЗГОТОВЛЕНИЯ ДЕТАЛЕЙ | 0 |
|
SU180455A1 |

