Изобретение относится к машиностроению, в частности к изготовлению зубчатых колес.
Цель изобретения - повышение стойкости инструмента при двухпроходном нарезании цилиндрических зубчатых колес червячной фрезой с заборным конусом.
При черновом проходе, выполняемом с тангенциальной подачей, имеет место затирание зубьев, что приводит к повышению сил резания, увеличению температуры в зоне резания и, соответственно, к снижению стойкости фрезы.
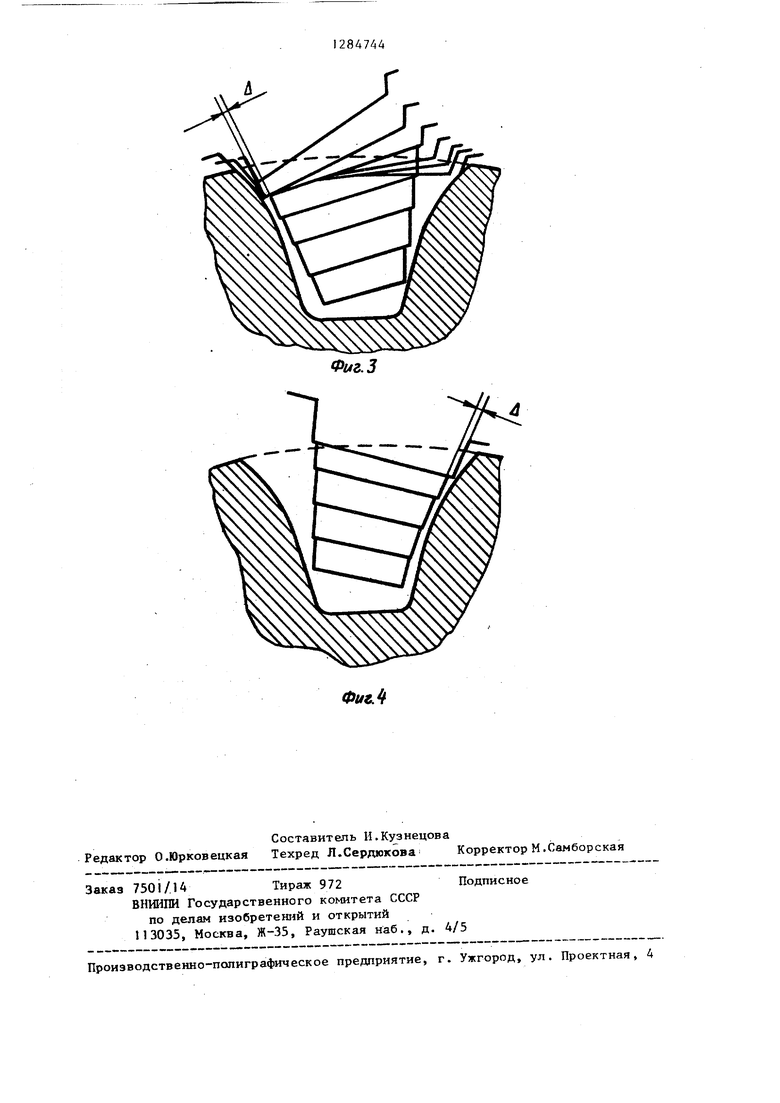
На фиг.1 показано расположение фрезы с заборным конусом и обрабатываемого колеса; на фиг.2 - вид А на фиг.1; на фиг.З и 4 - положений одноименных режуших кромок в картине обката через оборот фрезы соответ ственно для левой и правой стороны профиля колеса.
При двухпроходном нарезании зубчатых колес методом двух последовательных подач - тангенциальной и осевой, тангенциальную подачу (при черновом проходе) производят под углом к оси фрезы, измеряемьм в плоскости вращения обрабатываемого колеса.
При этом для обеспечения нарезания прямозубых и косозубых цилиндрических зубчатых колес тангенциальную подачу согласовьтают с цепью деления станка, учитывая угод подъема витка фрезы, угол наклона зуба колеса и угол между направлением тангенциальной подачи и осью фрезы в плоскости так, что
ILsjJ
где
- расч t
раем
m
cosy. cos -cosS
-расчетный шаг перемещения фрезы при тангенциальной подаче, соответ ствуюшлй повороту на , один зуб, мм;
-модуль нормальный, мм; у.гол подьема витка чер- в ячной фрезы, град.;
/i - угол наклона зуба колеса, град.;
- угол между направлением подачи и осью фрезы в плоскости вращения обраIS
8
батываемого колеса, град. борным конусом методом двух последоНарезание зубчатых колес 1 фрезой 2 с заборным конусом, ось которой образует угол 8 с направлением тангенциальной подачи, приводит к
вательных подач тангенциальной и осевой, отличающийся тем, что, с целью повьшения стойкости инструмента, тангенциальную подачу
5
0
5
тому, что одноименные боковые режу- nijifc кромки в картине обката после каждого оборота фрезы образуют зазор и не участвуют в срезании припуска, оставшегося от предыдущего оборота фрезы из-за кинематических погрешностей цепи деления станка и деформаций его несущей системы, что приводит к повышению стойкости фрезы. Одноименные боковые режущие кром ки - это режущие кромки с неполным профилем эуба, которые обрабатывают одну сторону зуба колеса.
Угол S между направлением тангенциальной подачи и осью фрезы должен быть достаточным для того, чтобы компенсировать погрешности деформации несущей системы и цепи деления станка.
Например, для колеса 8 степени точности погрешность профиля F 0,03 мм. При трехкратном запасе на высоте зуба колеса h 2,25 мм, это составит 8 0,5
0
5
0
5
из расчета
о 3Fi
tg S - Таким образом, величина угла О лежит в диапазоне 0,5-3 .
Часть припуска и. , которая остается из-за наличия угла между осью фрезы и направлением тангенциальной подачи, снимается при чистовом проходе.
Поскольку основная часть припуска обрабатываемого колеса 90-95% снимается зубьями фрезы, расположенными на заборном конусе, а цилиндрическая часть фрезы снимает оставшийся неравномерный припуск, составляющий 5-10% всего припуска, то лимитирует стойкость заборный конус червячной фрезы, а не цилиндрическая часть, что подтверждено при зкспери- ментальной проверке. Поэтому повышение стойкости инструмента в целом обеспечивается повьш1ением стойкости зубьев фрезы, расположенных на заборном конусе.
50 Формула изобретения
Способ двухпроходного нарезания цилиндрических зубчатых колес в условиях обката червячной фрезой с завательных подач тангенциальной и осевой, отличающийся тем, что, с целью повьшения стойкости инструмента, тангенциальную подачу
3
производят под углом к оси фрезы в плоскости вращения обрабатываемого колеса согласованно с движением обката в соответствии с зависимостью
-расч где t
/.
II Шн
раси
COsS
- расчетный шаг перемещения фрезы при тангенциальной подаче, соответ
m
ствующий повороту колеса на один зуб, мм;
У - угод подъема червячной фрезы;
( - угол наклона зуба колеса; угол между направлением подачи и осью фрезы в плоскости вращения колеса;модуль нормальный.
S 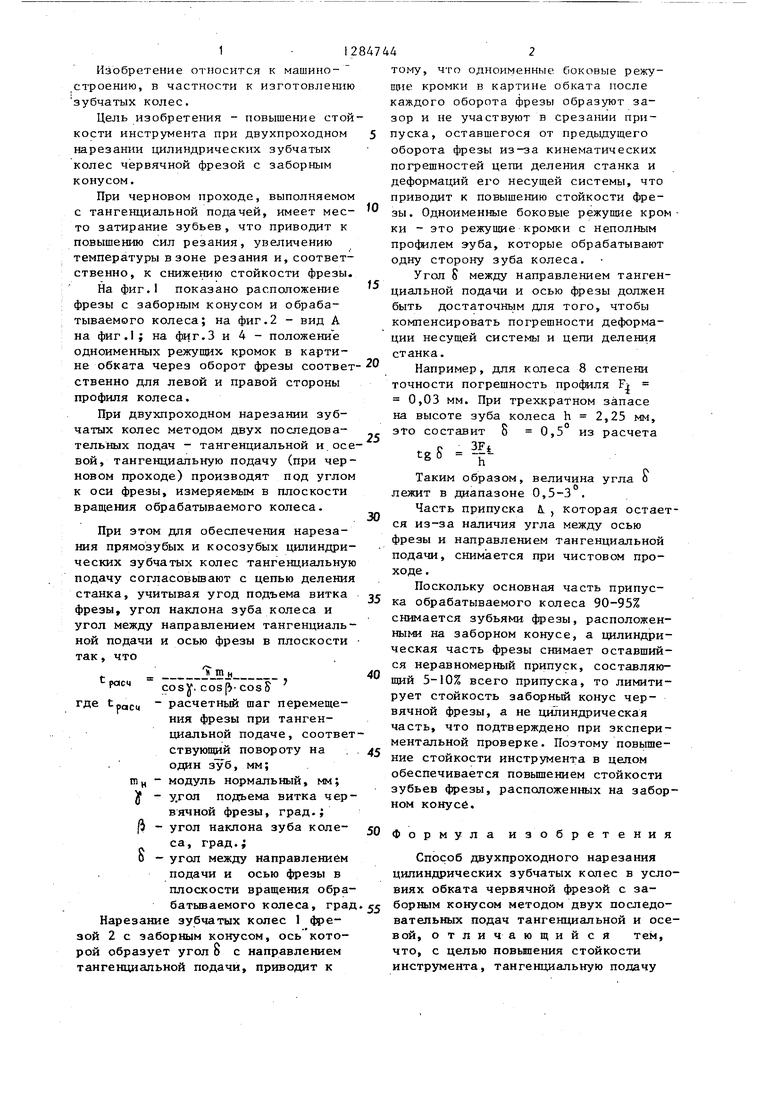
| название | год | авторы | номер документа |
|---|---|---|---|
| ЧЕРВЯЧНАЯ ФРЕЗА ДЛЯ НАРЕЗАНИЯ ЗУБЧАТЫХ ДЕТАЛЕЙ | 2010 |
|
RU2414335C1 |
| СПОСОБ НАРЕЗАНИЯ ЗУБЬЕВ НА БОКОВОЙ ПОВЕРХНОСТИ ДЕТАЛИ | 2001 |
|
RU2200076C2 |
| Способ обработки зубчатых колес | 1980 |
|
SU1158312A1 |
| ДВУХПРОХОДНАЯ КОМБИНИРОВАННАЯ СБОРНАЯ ЧЕРВЯЧНАЯ ФРЕЗА С УПРОЧНЕНИЕМ | 2011 |
|
RU2456137C1 |
| Многозаходная червячная фреза | 1978 |
|
SU1000194A1 |
| Способ фрезерования врезных зубьев колеса | 1990 |
|
SU1819195A3 |
| ЧЕРВЯЧНАЯ ФРЕЗА ДЛЯ ЗУБОФРЕЗЕРОВАНИЯ И УПРОЧНЕНИЯ ЧЕРВЯЧНЫХ КОЛЕС С ИСПОЛЬЗОВАНИЕМ КОМБИНИРОВАННОЙ ПОДАЧИ И ЗАБОРНОГО КОНУСА | 2009 |
|
RU2412027C1 |
| СПОСОБ ЗУБОФРЕЗЕРОВАНИЯ И УПРОЧНЕНИЯ ЧЕРВЯЧНЫХ КОЛЕС С ИСПОЛЬЗОВАНИЕМ КОМБИНИРОВАННОЙ ПОДАЧИ И ЗАБОРНОГО КОНУСА | 2009 |
|
RU2410208C1 |
| СПОСОБ ДВУХПРОХОДНОГО ЗУБОФРЕЗЕРОВАНИЯ С УПРОЧНЕНИЕМ | 2011 |
|
RU2464132C1 |
| Станок для обработки зубчатых колес | 1990 |
|
SU1759573A1 |

Изобретение относится к области машиностроения, в частности к изготовлению зубчатых колес. Цель изобретения - повьшение стойкости инструмента при двухпроходном нарезании цилиндрических колес червячной фрезой с заборным конусом, поскольку при черновом проходе, выполняемом с тангенциальной подачей, имеет место затирание зубьев, что приводит к повьшению сил резания, увеличений температуры в зоне резания и, соответственно, к снижению стойкости фрезы. При двухпроходном нарезании зубчатых колес методом двух последовательных подач - тангенциальной и осевой, тангенциальную подачу (при черновом проходе) производят под углом к оси фрезы в плоскости вращения обрабатываемого колеса согласованно с движением обката в соответствии с зависимостью t рас ., где расчетный шаг перемещения фрезы при тангенциальной подаче, соответствующий повороту на один зуб, мм; т,, - модуль нормальный, мм; у - угол подъема витка червячной фрезы, град,; - угол наклона зуба колеса, град.; S - угол между направлением подачи и осью фрезы в плоскости вращения обрабатываемого колеса, град. Нарезание зубчатых колес фрезой с заборным конусом, ось которой образует угол с направлением тйнгенциальной подачи, приводит к тому что одно- именнью боковые режущие кромки в картине обката после каждого оборота фрезы образуют зазор и не участвуют в срезании припуска, оставшегося от предыдущего оборота фрезы из-за кинематических погрешностей цепи деления станка и деформаций его несущей системы, что приводит к повышению стойкости . Одноименные боковые режуиие кромки есть режущие кромки с неполным профилем зуба, которые обрабатывают одну сторону зуба колеса. Угол 8 между направлением тангенЦигшьной подачи и осью фрезы должен быть достаточ- ным дпя того, чтобы компенсировать погрешности деформации несущей системы и цепи деления станка. 4 ил. § (П л; U
S движение подоии
(f)UZ.Z
Фиг.З
Фиг.
| Станки и инструмент, 1980, № 11, с | |||
| Видоизменение пишущей машины для тюркско-арабского шрифта | 1923 |
|
SU25A1 |
