Изобретение относится к металлообработке и предназначено для изготовления цилиндрических, конических и червячных передач в условиях едияичного производства.5
Известен способ нарезания конических зубчатых колес в условиях обката колес одновитковой червячной двухзубой фрезой, у которой зубья с профилем прямобочной рейки расположены Ю по винтовой линии. Фрезу, ось которой устанавливает под наклоном к направлению нарезаемого зуба, вращают со скоростью резания и пе ремещают со скоростью подачи вдоль зуба 1 . «з
Недостатками известного способа являются узкая область применения,, большая номенклатура фрез для нарезания одного и того же модуля с различHbw числом зубьев. 20
Цель изобретения - расширение технологических возможностей и сокращение номенклатуры применяемого инструмента.
Указанная цель достигается тем, 25 что согласно способу обработки зубчатых колес обрабо1;-:у групп зубчатых колес различного модуля в пределах 1,0, ..,, 1,3 модуля инструмента осуществляют одновитковой червячной зо фрезой -одного модуля, для чего ось вращения фрезы дополнительно наклоняют на угол, при котором траектория профиля зубьев фрезы при ее вращении воспроизводит профиль зубьев исходной рейки.
Кроме того, при обработке конических зубчатых колес ось фрезы при пере мещении вдоль обрабатываемого зуба наклоняют непрерывно и согласованно 40 с изменением окружного модуля нарезаемого колеса.
Угол дополнительного наклона фрезы устанавливают таким, что тангенс общего угла наклона оси вращения фрезы 45 прямо пропорционален тангенсу угла подъема винтовой.линии фрезы и отношению модуля обрабатываемой детали к модулю фрезы.
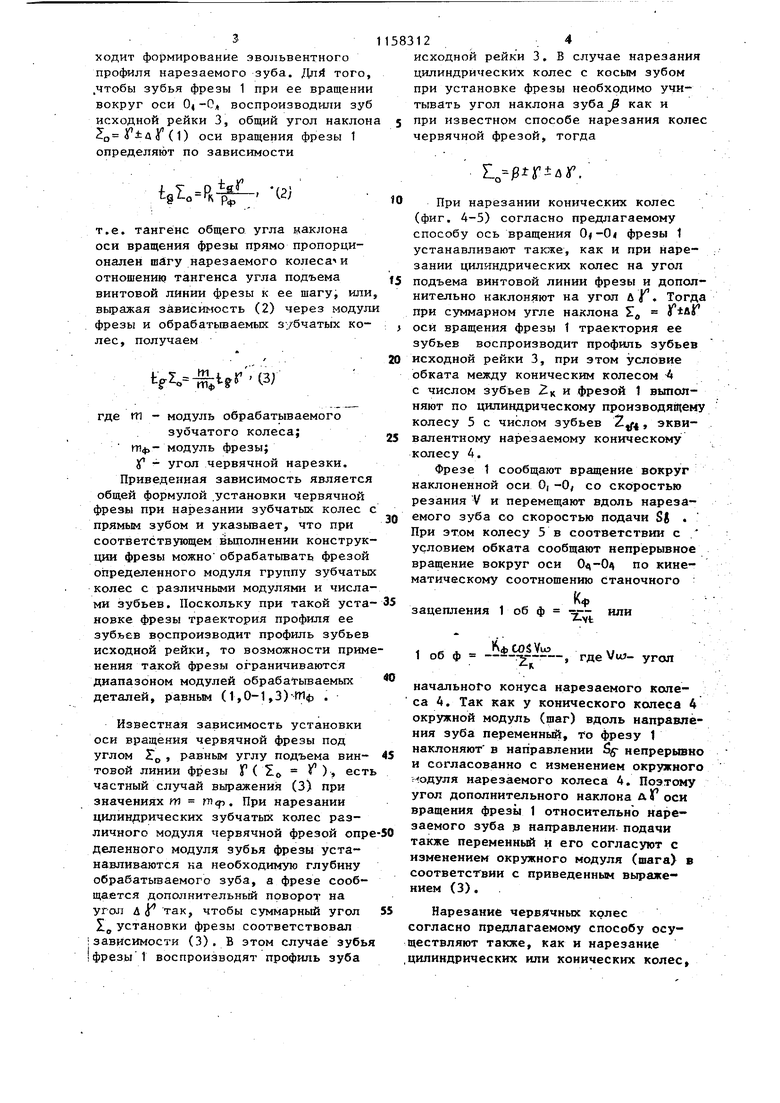
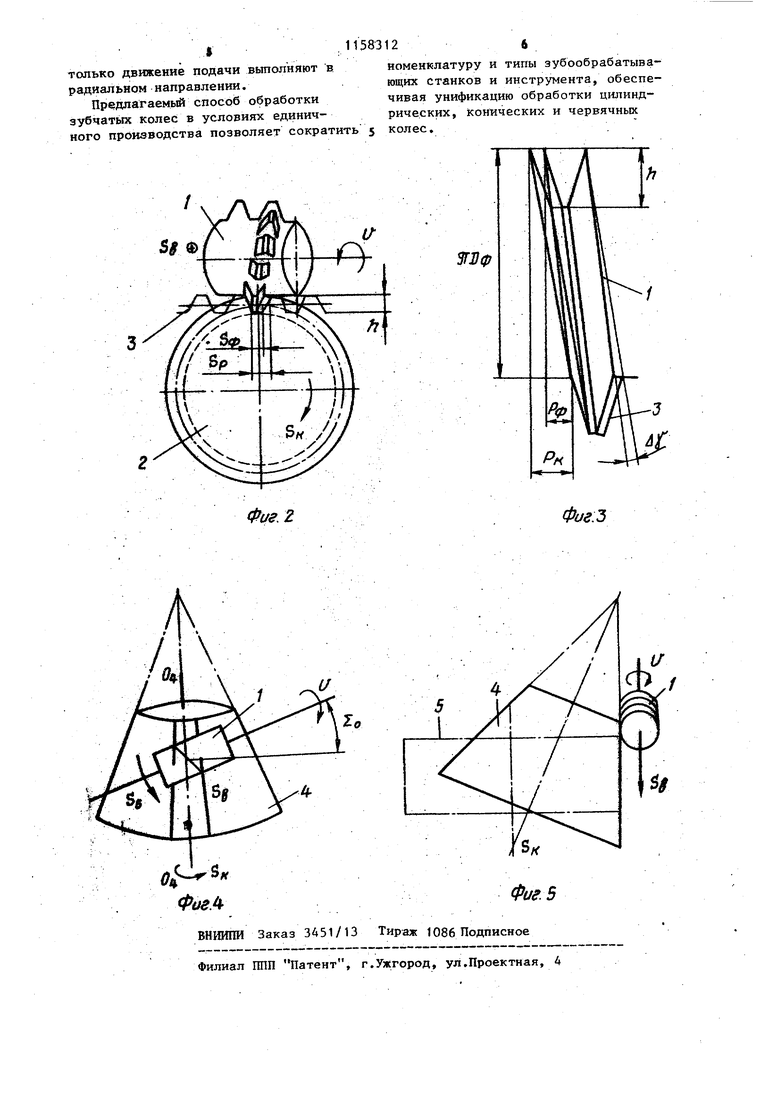
На фиг. 1 изображена общая схема нарезания цилиндрических колес; на .фиг. 2 - то-же, вид сверху; на фиг.Зразвертка по де.л.ительному диаметру фрезы 15ф траектории движения зубьев 55. фрезы при формообразова-нии зуба исходной рейки наиболыиего модуля; на фиг, 4 - общая схема нарезания
конических зубчатых колес; на фиг. 5то же, вид сбоку.
Способ осуществляют следующим образом.
Червячную одновитковую фрезу 1 (фиг. 1-3) устанавливают к направлению нарезаемого зуба колеса 2 осью вращения Of -Од на угол в подъема винтовой линии фрезы. Затем дополнительно наклоняют на угол Дв , чтобы при суммарном угле наклона Е )Г оси вращения 0 -O/j фрезы 1 траектория профиля зубьев фрезы воспроизводила профиль зуба исходной рейки 3 Зубья фрезы 1 располагают на глубину нарезаемого зуба h колеса 2. Фрезе 1 сообщают вращение вокруг наклоняемой оси 0( -Of со скоростью резания U (фиг, 1-3) и перемещают вдоль нарезаемого зуба со скоростью вертикальной подачи S . Колесу 2 сообщают согласованное непрерывное вращение обката SK вокруг своей оси , по кинематическому соотношению станочКного зацепления 1 об -у-, где Кф число заходов фрезы; Z- число зубье нарезаемого колеса. В результате зубья фрезы 1 воспроизводят профиль зуба исходной рейки 3 и осуществляют процесс формообразования эвольвентного профиля зубьев нарезаемого колеса 2.
Процесс воспроизведения зуба исходной рейки 3 зубъями фрезы 1 за один ее оборот при развертке зубьев фрезы по диаметру впадин показан на фиг. 3, Поскольку применяют фрезу уменьшенного модуля по сравнению с модулем исходной рейки, т.е. шаг фрезы РФ меньше шага зубьев обрабатываемого Kojjeca Рц , то для получения эвольвентного профиля зубьев колеса фрезу 1 дополнительно наклоняют на угол Д(Г так, что развернутая длина винтовой линии зубьев фрезы 1 вписывается в траекторию движения зуба рейки 3 при формообразовании зуба колеса. Тогда зубьяфрезы 1 при вращении вокруг оси О/) -0 в плоскости траектории движения зуба нарезаемого колеса описывает траекторию профиля зуба исходной рейки 3 и при перемещении ее зуба на шаг зубьев колеса Р в соответствии с условием обката снимают припуск во впадине зуба колеса так, что проис3ходит формирование эвольвентного профиля нарезаемого зуба. Дли того, .чтобы зубья фрезы 1 при ее вращении вокруг оси 04-0;, воспроизводили зуб исходной рейки 3, общий угол наклон () оси вращения фрезы 1 определяют по зависимости tgIc т.е. тангенс общего угла наклона оси вращения фрезы прямо пропорционален шйгу нарезаемого колеса и отношению тангенса угла подъема винтовой линии фрезы к ее шагу, или вьфажая зависимость (2) через модул фрезы и обрабатьшаемых зубчатых колес, получаем % o - t rC3; где in - модуль обрабатываемого зубчатого колеса; тф- модуль фрезы; - угол червячной нарезки. Приведенная зависимость является общей формулой .установки червячной фрезы при нарезании зубчатых колес прямым зубом и указьгоает, что при соответствующем выполнении конструк ции фрезы можно обрабатывать фрезой определенного модуля группу зубчаты колес с различными модулями и числа ми зубьев. Поскольку при такой уста ковке фрезы траектория профиля ее зубьев воспроизводит профиль зубьев исходной рейки, то возможности прим нения такой фрезы ограничиваются диапазоном модулей обрабатываемых деталей, равным (1,0-1,3)-1Т1ф . Известная зависимость установки оси вращения червячной фрезы под углом , равным углу подъема винтовой линии фрезы Г( 0 ) ест частный случай выражения (3) при значениях m т. При нарезании цилиндрических зубчатых колес различного модуля червячной фрезой опр деленного модуля зубья фрезы устанавливаются на необходимую глубину обрабатьгааемого зуба, а фрезе сообщается дополнительный поворот на угол Д il так, чтобы суммарный угол 5 установки фрезы соответствовал зависимости (3). В этом случае зубь фрезы1 воспроизводят профиль зуба 12.4 исходной рейки 3, В случае нарезания цилиндрических колес с косым зубом при установке фрезы необходимо учитывать угол наклона зуба как и Р известном способе нарезания колес червячной фрезой, тогда L-ftty±u}c. При нарезании конических колес (фиг. 4-5) согласно предлагаемому способу ось вращения Oj-0 фрезы 1 устанавливают также, как и при нарезании цилиндрических колес на угол подъема винтовой линии фрезы и дополнительно наклоняют на угол uj. Тогда при суммарном угле наклона Е, в Л оси вращения фрезы t траектория ее зубьев воспроизводит профиль зубьев исходной рейки 3, при этом условие обката между коническим колесом Л с числом зубьев 2к и фрезой 1 выполняют по цилиндрическому производящему колесу 5 с числом зубьев 2., эквивалентному нарезаемому коническому колесу 4. Фрезе 1 сообщают вращение вокруг наклоненной оси 0| -О, со скоростью резания V и перемещают вдоль нарезаемого зуба со скоростью подачи SJ . При этом колесу 5 в соответствии с условием обката сообщают непрерывное вращение вокруг оси по кинематическому соотношению станочного зацепления 1 об ф ... .. 1 об ф - 2- Я& Vujначального конуса нарезаемого колеса 4. Так как у конического колеса 4 окружной модуль (шаг) вдоль направления зуба переменный, то фрезу 1 наклоняют в направлении Sg непрерывно и согласованно с изменением окружного модуля нарезаемого колеса 4. Поэтому угол дополнительного наклона Д Г оси вращения фрезы 1 относительно нарезаемого зуба .в наттравлении подачи также переменный и его согласуют с изменением окружного модуля (шага в соответствии с приведенным выражением (3). Нарезание червячных колес согласно предлагаемому способу осуествляют также, как и нарезанке илиндрических или конических колес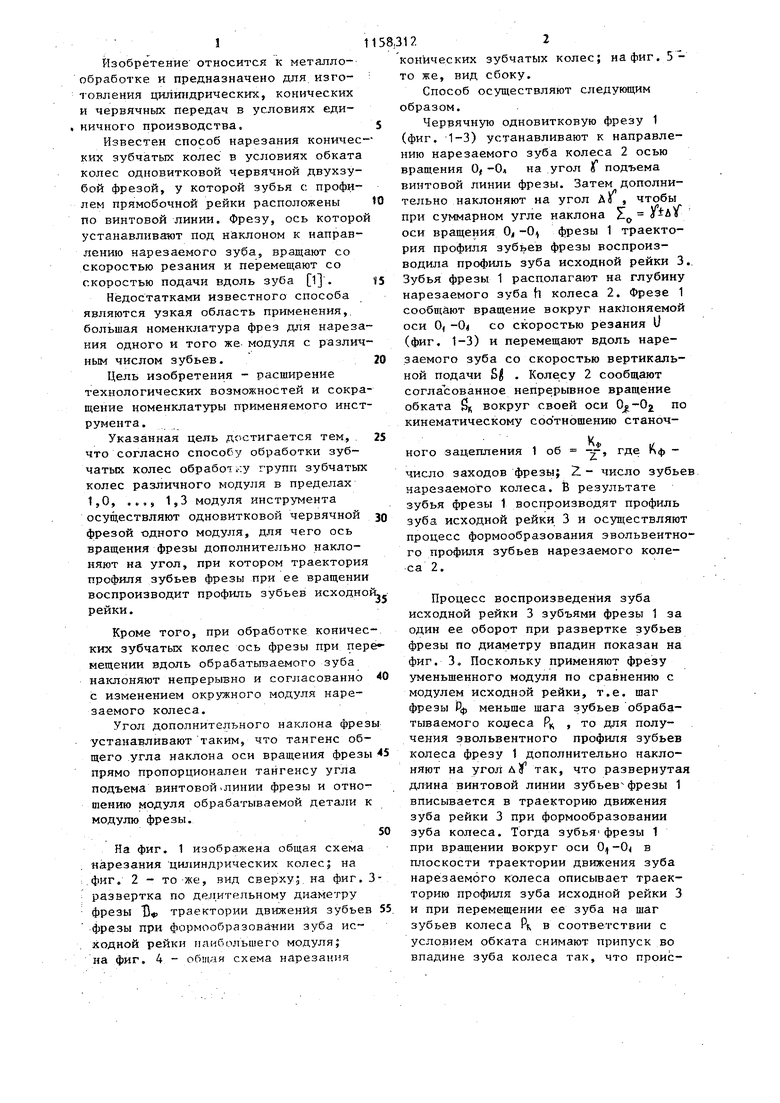
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ НАРЕЗАНИЯ ЗУБЬЕВ КОНИЧЕСКОЙ ШЕСТЕРНИ ЦИЛИНДРОКОНИЧЕСКОЙ ПЕРЕДАЧИ | 2000 |
|
RU2175593C1 |
| СПОСОБ НАРЕЗАНИЯ ЗУБЬЕВ НЕЭВОЛЬВЕНТНОЙ ШЕСТЕРНИ ЦИЛИНДРОКОНИЧЕСКОЙ ПЕРЕДАЧИ ВНУТРЕННЕГО ЗАЦЕПЛЕНИЯ | 2008 |
|
RU2364480C1 |
| ЗУБЧАТАЯ ПЕРЕДАЧА | 2001 |
|
RU2193707C1 |
| СПОСОБ НЕПРЕРЫВНОГО ИЗГОТОВЛЕНИЯ ПЛОСКИХ ЗУБЧАТЫХ КОЛЕС | 2011 |
|
RU2518818C2 |
| Червячная одновитковая фреза | 1984 |
|
SU1252084A1 |
| Зубофрезерный станок | 1977 |
|
SU659347A1 |
| ЧЕРВЯЧНАЯ ФРЕЗА ДЛЯ НАРЕЗАНИЯ ЗУБЧАТЫХ ДЕТАЛЕЙ | 2010 |
|
RU2414335C1 |
| ЧЕРВЯЧНЫЙ ИНСТРУМЕНТ, СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ, ОБОРУДОВАНИЕ ДЛЯ ЕГО ИЗГОТОВЛЕНИЯ И ЭКСПЛУАТАЦИИ | 1998 |
|
RU2169061C2 |
| СПОСОБ НАРЕЗАНИЯ ЗУБЧАТЫХ КОЛЕС С МОДИФИЦИРОВАННОЙ ФОРМОЙ ЗУБЬЕВ | 2007 |
|
RU2347650C1 |
| Токарный автомат | 1976 |
|
SU715244A1 |
1. СПОСОБ ОБРАБОТКИ ЗУБЧАТЫ КОЛЕС в условиях обката одновитковой червячной фрезой с зубьями профиля прямобочной рейки, установленной под углом, соответствующим углу червячно нарезки и направлешпо зубьев обрабатьшаемого колеса, отличаюЩ и и с я тем, что, с целью расшире ния технологических возможностей и сокращения номенклатуры применяемого инструмента, обработку группы зубчатых колес различного модуля в пределах 1,0, ..., 1,3 модуля инструмента осуществляют одновитковой червячной фрезой одного модуля, для чего ось вращения фрезы дополнительно наклоняют на угол, при котором траектория профиля зубьев фрезы при ее вращении воспроизводит профиль зубьев исхоД ной рейки. 2.Способ по п. 1, отличающийся тем, что, с целью возможности обработки .конических зубча тых колес, ось фрезы при перемещении вдоль обрабатываемого зуба наклоняют непрерывно и согласованно с изменением окружного модуля нарезаемого колеса. 3.Способ по пп. 1 и 2, о т л ич а ю щ и и с я тем, что угол дополнительного наклона фрезы устанавливают таким, что тангенс общего угла наклона оси вращения фрезы прямо пропорцйойален тангенсуугла подъема винтовой линии фрезы и от-ношению модуля обрабатываемой детали к модулю фрезы.
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Каталог фирмы Lambert, Швейцария (Schweiz) | |||
| Машина для разделения сыпучих материалов и размещения их в приемники | 0 |
|
SU82A1 |
| Кипятильник для воды | 1921 |
|
SU5A1 |
