Изобретение ,относится к автоматизации технологических потоков и может использовано в поточно- транспортных линиях на предприятиях ЦБП и целлюлозно-бумажной промьпи- ленности.
Цель изобретения повышение эффективности разделения рулонов путем повышения точности определения плоскости реза двиясуи;ихся. вплотную рулонов разной длины,
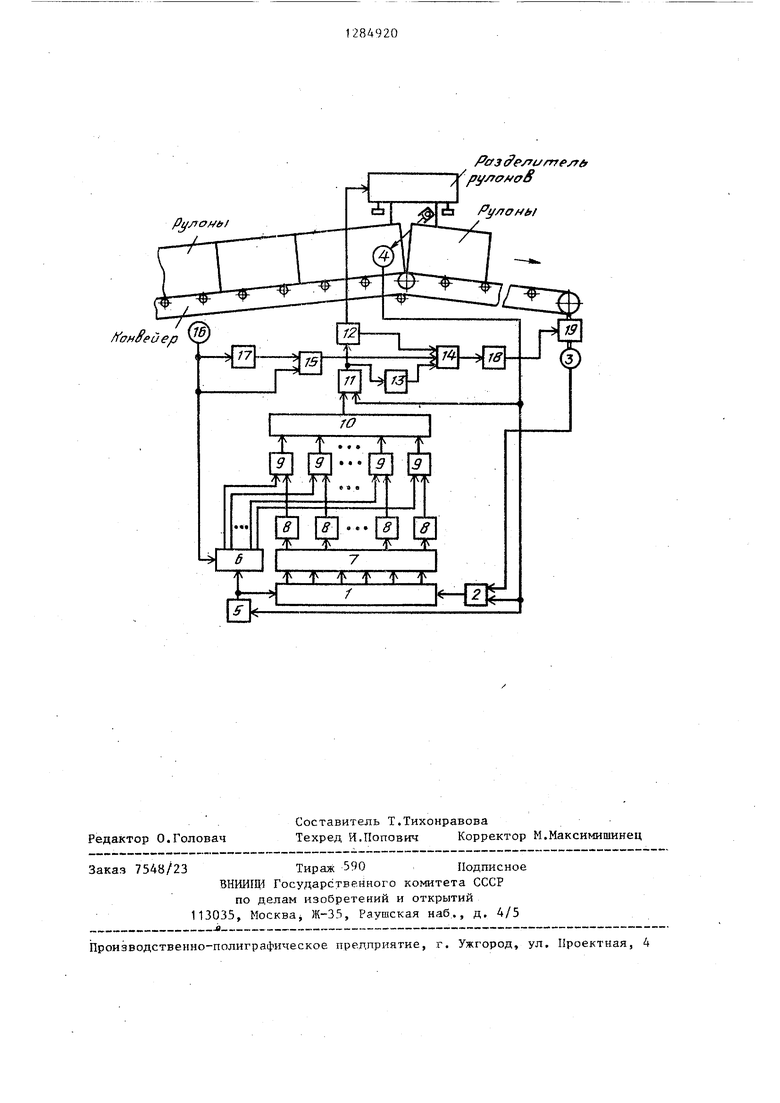
На чертеже представлена схема автоматического устройства для разделения рулонов.
Устройство содержит счетчик 1, вход которого через элемент И 2 соединен с и тульсным датчиком 3 пути и фоторепе 4, Которое также подключено через элемент НЕ 5 на вход распределителя 6 сигналов и сброс счетчика 1, последний черед дешифратор 7 соединен с параллельно установленными цифровыми переключателями 8, {каждый из которых подключен на вход своего элемента И 9, вторые входы которых рвязаны с распределителем 6. сигналов, выходы элементов И 9 через элемент ИЛИ.10 поданы на .вход элемента И 11, ко второму входу которого подключено фотореле 4, а выход его - к блоку 12 управления разделителем рулонов и через элемент НЕ 13 к входу элемента И 14, на второй вход которого подан блокировочный выход блока 12 управления разделителем рулонов, а третий вход соединен с выходом триггера 15, на один вход которого подключен датчик 16 выдачи съема через временную задержку 17, а другой его вход и сброс распределителя 6 сигналов подключены к датчику 16 непосредственно, причем выход элемента И 14 соединен с блоком 18 управления приводом конвейера 19.
Устройство работает следующим образом.
В исходном положе ши с датчика 16 и фотореле 4 вьщается нуль, счетчик 1 в нулевом состоянии. Если работает конвейер, с датчика 3 подаются импульсы, но в схему они не поступают На цифровых переключателях 8, имеющих, например, по четьфе разряда, УС-55 РУЛонов, который возвращается в истанавливаются аналоги длин рулонов, на которые разрезается , в порядке их выдачи. При выдаче на конвейер разрезанного на рулоны съема сраба
тывает датчик 16 и выдает короткий сигнал. При этом триггер 15 переключается в нулевое состояние. Если конвейер работает, он останавливается,
Через задержку 17, по времени достаточную для приема и ускопоения рулона, триггер 15 пере ключается в единичное состояние и дает разрешение на включение блока 18 управления
приводом 19 конвейера. Когда передний срез первого рулона пересекает луч фотореле 4, последний выдает единичный сигнал. Импульсы с датчика. 3 через элемент И 2 поступают в счетчик 1, состояние которого фиксирует дешифратор 7, Когда количество импульсов достигает величины, установ- ленной на цифровом переключателе 8 первого рулона, считают справа налево, сигнал с выхода дешифратора 7
через этот переключатель 8 и его элемент И 9, на кото рый уже подан сигнал от распределителя 6, и элемент ИЛИ 10 поступает на вход элемента И 11, В это время плоскость реза находится в зоне луча фотореле 4, Если рулоны разделяются, то несколько раньше за счет разваливания открывается луч, и с фотореле 4 поступает нуль, который
закрывает элементы И 2 и 11, а через элемент НЕ 5 сбрасывает счетчик 1 и переключает распределитель 6 сигналов. Конвейер продолжает работать. Когда передний срез следующего рулона пересекает луч фотореле 4, все срабатывает аналогично через цифровой переключатель 8 и элемент И 9 этого рулона,
Если рулоны не раздеаились, с элемента И 1.1 через элемент НЕ 13 поступает запрещающий сигнал на вход элемента И 14, блок 18 управления выключает привод 19 конвейера, Руло Ь1 останавливаются плоскостью реза в зоне луча фотореле 4. Разрешающий сигнал с элемента И 11 поступает в блок 12 управления, который включает разделитель рулонов. После разделения между рулонами образуется просвет. Фотореле 4 засвечивается и выдает в схему нуль, С элемента И 11- запрещающий сигнал поступает на блок 12 управления разъединителем
ходное положение, после чего на вход элемента И 14 поступает разрешающий сигнал. Такой же сигнал поступает и с элемента НЕ 13, и блок
18 управления включает привод 19 конвейера. Когда передний срез очередного рулона пересекает луч фотореле 4, все повторяется. После прохождения всех рулонов съема схема приходит в исходное состояние, если количество рулонов в съеме равно числу цифровых переключателей 8 со своими элементами И 9. Если же рулонов меньше, то распределитель 6 сигнапов приводится-в исходное состояние при вьщаче разрезанного съема на конвейер.
Число цифровых переключателей в схеме должно быть равно максимальному числу рулонов, на которые может быть разрезан съем. Значения единичного импульса, поступающего в счетчик 1, и единичной установки на цифровом переключателе 8 должны соответствовать одной размерной величине, например сантиметру. Емкость счетчика 1 должна соответствовать аналогу максимального размера рулона. Конвейер, например, с резиновой лентой имеет восходящую ветвь и после опорного валика нисходящую. Датчик фотореле 4 .установлен в зоне опорного ролика, на котором происходит разделение рулонов.
Формула изобретения
Устройство автоматического управния разделением рулонов, содержае датчик вьщачи съема, фотодиод узлы включения разделителя рулонов привод конвейера, отличаюееся тем, что, с целью повыше 5 ИЛИ к вы первыми ствующим сигналов соответс ли и деш ми выход которого схемы И, первого э дом распр входом св выделения триггера с вторымсоединеннтой схемы рез элеме второй сх чения раз
35 выход кот с раздели с третьим выходом э рез узел
я эффективности разделения рулонов 40 вейером.
10
84920
путем повышения точности определения плоскости реза движущихся вплотную рулонов разной длины, оно содержит датчик движения, дешифратор, счетчик, распределитель сигналов, элемент ИЛИ, элементы И, элементы НЕ, триг- гер, элемент задержки, цифровые переключатели и датчик движения, выходом соединенньш с первым входом пер- ,вого элемента И, вторым входом связанного с входом первого элемента НЕ, с выходом фотореле и с первым входом второго элемента И, вторым входом подключенного через элемент
5 ИЛИ к выходам третьих элементов И, первыми входами связанных с соответствующими выходами распределителя сигналов, а вторыми входами через соответствующие цифровые переключатели и деш1фратор - с соответствующими выходами счетчика, первый -вход которого соединен с .выходом первой схемы И, а второй вход - с выходом первого элемента НЕ и с первым входом распределителя сигналов, вторым входом связанного с выходом датчика выделения съема, с первым входом триггера и через элемент задержки - с вторым входом триггера, выходом соединенного с первым входом четвертой схемы И, второй вход которой через элемент НЕ соедин.ен с выходом второй схемы И и с входом узла включения разделителя рулонов, первый
35 выход которого электрически соединен с разделителем рулонов, а второй - с третьим входом четвертой схемы И, выходом электрически соединенной через узел включения конвейера с к.он20
25
30
/fanffeuep vS
1 ±
Pff3 P tJfnf/7f,
pyj7(aS Рулои(1
I Д
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для преобразования формата телеграмм | 1987 |
|
SU1424131A2 |
| УСТРОЙСТВО УПРАВЛЕНИЯ РЕЗКОЙ ДВИЖУЩЕЙСЯ ЛЕНТЫ СТЕКЛА | 1992 |
|
RU2033980C1 |
| Устройство согласования скоростей проката и вращения барабана летучих ножниц | 1979 |
|
SU872066A1 |
| Установка для инфракрасного нагрева | 1982 |
|
SU1023182A1 |
| Рыборазделочная машина | 1973 |
|
SU506368A1 |
| Устройство управления приводом многоклетевого профилегибочного стана с порезкой проката на ходу | 1984 |
|
SU1178553A2 |
| В. В. Куйбышева | 1970 |
|
SU272897A1 |
| Устройство для определения ежесуточного привеса животных | 1988 |
|
SU1583749A1 |
| Устройство управления дозированной загрузкой железнодорожных вагонов | 1982 |
|
SU1173190A1 |
| Устройство для съема координат с экрана электронно-лучевой трубки | 1978 |
|
SU744671A1 |
Изобретение касается автоматизации технологических потоков и позволяет повысить эффективность разделения рулонов путем повышения Точности определения плоскости реза движущихся вплотную рулонов разной длины. При выдаче на конвейер разрезанного на рулоны съема включается блок управления приводом. Когда передний срез первого рулона пересечет луч фотореле, плоскость реза будет находиться в зоне луча. При этом количество импульсов с датчика достигнет величины, установленной на соответствующем переключателе, где устанавливается аналог длин рулонов. Если рулоны разделились, система настраивается на оценку следующего рулона. 1 ил.
Редактор О.Головач
Составитель Т.Тихонравова
Техред И.Попович Корректор М.Максимишинец
Заказ 7548/23Тираж 590Подписное
ВНИИЩ1 Государственного комитета СССР
по делам изобретений и открытий 113035, Москваj Ж-35, Раушская наб., д. 4/5
Производственно-полиграфическое предприятие, г. Ужгород, ул. Проектная, 4
| Описание машины для разделения рулонов, изготавливаемой ПО Калинин- ГРадбуммаш Т24-36, 1976. |
