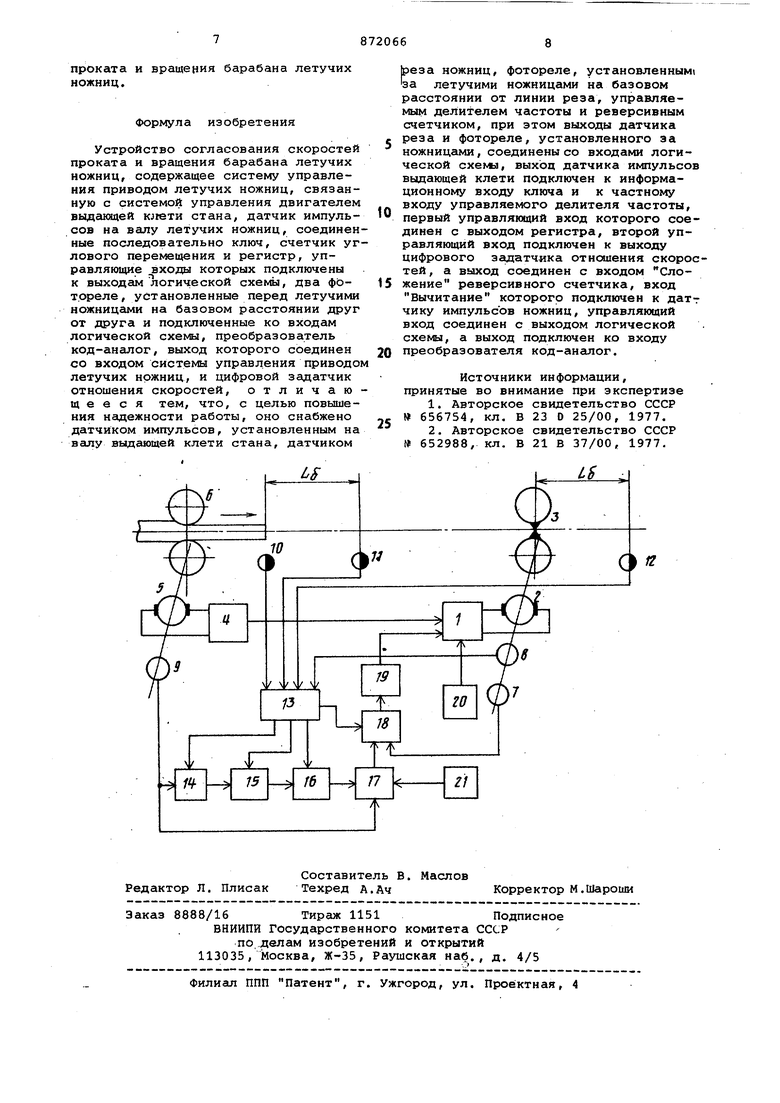
Изобретение относится к автоматизации технологических процессов в прокатном производстве и предназначе но для поддержания заданного соотношения скорости к скорости вращения барабана летучих ножниц, осуществляю щих пореЗку проката на куски мерной длины, и может быть использовано для автоматизации, прокатных станов на участкс1Х раскроя проката. Известно устройство для упргшления летучими ножницами сортопрокатны и трубных станов, содержащее связанные с валом выдающей клети стана дат чик импульсов и тахогенератор, приче возбуждение последнего, с целью достижения согласования скоростей, корректируется на основе подсчета импульсов первого за время прохождения металлом контрольной длины l. Однако указанная коррекция производится аналоговыми средствами и без обратной связи для данной отрезаемой части материала, что приводит к погрешностям-, вызванным такими факторами, как нагрев, нелинейность магнитной цепи тахогенератора, дрейф ус лителя мощности и др. Наиболее близким по технической сущности и достигаемому результату к( предлагаемого является устройство согласования скоростей проката и вращения барабана летучих ножниц, содержащее систему управления приводом летучих ножниц, связанную с iсистемой управления двигателем выдающей клети стана, датчик импульсов на валу летучих ножниц, соединенные последовательно ключ, счетчик углового перемещения и регистр, управляющие входы которых подключены к выходам логической схемы, два фотореле, установленные перед летучими ножницами на базовом расстоянии друг от друга и подключенные ко входам логической схемы, преобразователь код-аналог, выход которого соединен со входом системы управления приводом летучих ножниц, и цифровой задатчик отношения скоростей. В этом устройстве синхронизация производится путем тахометрической связи привода ножниц и двигателя выдающей клети стана с последующей периодической корректировкой на основе однократного для данной заготовки цифрового измерения пути ножниц за время прохождения прокатом контрольной длины, фиксируюшей с помощью двух фотореле, ус тановленных между выдающей клетью и ножницами f2. Основным недостатком устройства является погрешность согласования скоростей, обусловленная тем, что формирование сигнала цифровой корректировки производится на основе однократного на кё1ждую разрезаемую заготовку измерения фактического соотношения скоростей, а в процессе порез ки одной заготовки все отклонения скорости проката отрабатываются лишь тахометрической связью, которая имеет погрешности, определяемые статизмом регулирования, а также колебания ми скоросг проката, вызванными такими факторами, как температурный клин и изменение текучести металла Кроме того, цикличность расчета корректирующего сигнала приносит чистое запаздывание в канал регулирования скорости электропривода ножниц, что существенно снижает динамические характеристики системы. Все это снижает надежность работы устройства. Цель изобретения - повьЕ11ение надежности работы устройства. Цель достигается тем, что устройство согласования скоростей проката и вращения барабана летучих ножниц, содержащее систему управления приводом летучих ножниц, связанную с сис темой управления двигателем выдающей клети стана, датчик импульсов на валу летучих ножниц, соединенные после довательно ключ с етчик углового пере мещения и регистр, управляющие входы которых подключены к выходам логичес кой схемы, два фотореле, установленны перед летучими ножницами на базовом расстоянии друг от друга и подключен ные ко входам логической схема, прео разователь код-аналог, выход которог соединен со входом системы управлени приводом летучих ножниц и цифровой задатчик отношения скоростей, снабжено датчиком импульсов, установленным на валу выдающей клети стана, да чиком реза ножниц, фотореле, установ ленным за лэтучими ножницами на базовом расстоянии от линии реза, управляемым делителем частоты и реверсивным счетчиком, при этом выходы датчика реза и .фотореле, установленного за ножницами, соединены со вход ми логической схемы, выход датчика импульсов выдающей клети подключен к информационному входу ключа и к частному входу управляемого делителя частоты, первый управляющий вход кот рого соединен с выходом регистра, вт рой управляющий вход подключен к выходу цифрового задатчика отношения скоростей, а выход соединен с входом сложение реверсивного счетчика, вход Вычитание которо 5з подключен к датчику импульсов ножниц, управляю щий вход соединен с выходом логичесой схемы, а выход подключен ко входу реобразователя код-аналог. На чертеже изображена функциональая схема устройства. Устройство содержит систему 1 упавления двигателем 2 вращения барабана 3 летучих ножниц, имеющую тахоетрическую связь с системой 4 управения двигателем 5 валков выдающей клети 6 прокатного стана, датчик импульсов 7 и датчик реза 8, связанные с валом барабана ножниц, датчик им-; пульсов 9 на валу выдающей клети стана, фотореле 12, установленное за летучими ножницами на базовом расстоянии от линии реза, логическую схему 13, входы которой соединены с выходами датчика реза 8 и фотореле 10-12, а выходы подключены к управляющим входам последовательно соединенных ключа 14, счетчика 15 и регистра 16, управляемый делитель частоты 17, осуществляющий преобразование частотного сигнала в соответствии с выражением ); частоты следования имВУ вых пульсов входного и выходного сигналов; HI z значение кодов чисел, подаваемых на первый и второй управляющие входы. Первый управляющий вход управляемого делителя частоты 17 подключен к выходу регистра 16, а частотный вход соединен с входом ключа 14 и выходом датчика импульсов 9. Кроме тотого, устройство содержит реверсивный счетчик 18, вход Сложение которого соединен с выходом управляемого делителя частоты 17, а вход вычитание подключен к выходу датчика импульсов ножниц 7, преобразователь код-аналог 19, вход которого соединен с выходом реверсивного счетчика 18, а выход с системой управления 1 двигателем летучих ножниц, задатчик 20 задания скорости вращения барабана летучих ножниц, соединенный с входом системы 1 и представляющий собой, например, задатчик напряжения и цифровой задатчик отношения скоростей 21, выкод которого подключен ко второму управляющему входу управляемого делителя частоты 17. Устройство работает следующим образом. В исходном положении при отсутствии проката на прокатном стане фотореле 10-12 отключены, счетчик 15 находится в нулевом состоянии, а логическая схема 13 вырабатывает сигнал, запрещающий рохождение импульсов от датчика 9 через ключ 14 на вход счетчика 15, а также сигнал, удерживающий рЗверсивный счетчик 18 в нуле(вом состоянии. Через тахометрическую связь система 1 управления двигателем 2 вращения, барабана 3 ножниц с системой 4 управления двигателем 5 валков выдающей клети 6 прокатного стана до начала прокатки предварительно задатчиком 20 задается скорос вращения барабана 3 ножниц. При выходе проката из выдающей клети и движении в направлении, указанном стрелкой, к ножницам от его переднего конца срабатывает фотореле 10, По сигналу этого фотореле логическая схема 13 вырабатывает сигнал , разрешающий прохождение через ключ 14 импульсов с выхода датчика 9 на счетный вход счетчика 15, который суммирует эти импульсы до момента срабатывания от переднего конца проката фотореле 11. В момент срабатывания фотореле 11 логическая схема 13 вырабатывает следующие сигналы: сигнал, запирающий ключ 14, сигнсш, осуществляющий занесение показания счетчика 15 в регистр 16; сигнал, осуществляющий установку счетчика 15 в исходное нулевое состояние; сигнал разрешающий работу реверсивного счет чика 18. В результате этого в регистре 16 фиксируется число б , равное количеству импульсов датчика 9, подсчитанному за время прохождения передним концом проката базового расстояния Lf, а на вход Сложение реверсивного счетчика 18 с выхода управляемого делителя частоты 17, начиная с указанного момента времени, поступают импульсы с частотой i -- NJ частота следования импульсов с выхода датчика 9 код числа, поступающего на второй управляющий вход де лителя частоты 17 с выхода цифрового задатчика 21. На вход Вычитание счетчика 18 пост пают импульсы с частотой fgc с выхода датчика 7, связанного с вгшом барабана летучих южниц. При этом код на выходе счетчика 18 равен алгебраи ческой разности количеств импульсов сигналов fg foe поступивших на его входы. Этот код преобразуется преобразователем код-аналог 19 в напряжение, которое подается на вход системы 1.и изменяет скорость вращения барабана ножниц таким образом, |Чтобы выполнялось равенство Подставив значение f3 из выражения (1), получим Входящие в выражение (3) величины можно выразить через технологические параметры и параметры устройства fATi К. Vpp,(4) скорость проката; коэффициент пропорциональностиы,, адаваемая цифровым задатчиом 21 длина; искретность измерения длиы;б АП Хпр азовое расстояние между отореле 10 и 11, равное растоянию от ЛИНИИ реза ножниц о фотореле 12, линейная скорость барабана летучих ножниц; диаметр барабана лбтучих ножниц; количество импульсов датчика 7 на один оборот барабана летучих ноксниц, рричем v«- (4), (5), (6) и (7) С выражения (3), получаем b.,v -:ii- v V И пр Ltf где Кр - коэффициент обгона барабана летучих ножниц. В момент зачистки летучими ножницами переднего конца проката датчик реза 8 выдает сигнал, по которому логическая схема 13 вырабатывает сигнал, разрешакяций прохождение импульсов через ключ 14 от датчика 9 на счетный вход счетчика 15. В момент срабатывания от переднего конца проката фотореле 12 (по его сигналу} логическая схема 13 вырабатывает сигналы, по которым ключ 14 запирается, показания счетчика 15, равное вновь измеренному значению числа 6 , заносится в регистр 16, после чего счетчик 15 устанавливается в исходное нулерое состояние. Указанные операции выполняются посце каждого реза в течение порезки всей прокатываемой полосы, благодаря чему в соответствии с выражением 9 скорость барабана летучих ножниц отображает скорость проката с заданным коэффициентом обгона. Применение данного изобретения позволяет повысить надежность работы устройства согласования скоростей

| название | год | авторы | номер документа |
|---|---|---|---|
| Система управления раскроем проката на полосы летучими ножницами непрерывного сортового стана | 1982 |
|
SU1063590A1 |
| Устройство управления летучими ножницами | 1983 |
|
SU1159733A1 |
| Система управления прокатным станом с порезкой проката на ходу | 1981 |
|
SU1026867A1 |
| Система управления раскроем раската на летучих ножницах | 1986 |
|
SU1391813A1 |
| Система для управления станом с порезкой проката на ходу | 1977 |
|
SU664768A1 |
| Устройство для раскроя проката на заданное число полос | 1986 |
|
SU1357099A1 |
| Устройство для управления летучими ножницами сортопрокатных и трубных станов | 1976 |
|
SU656754A1 |
| Устройство для управления летучими ножницами сортопрокатных и трубных станов | 1974 |
|
SU546439A1 |
| Система управления приводом летучих ножниц | 1987 |
|
SU1523269A1 |
| Система управления приводом многоклетьевого профилегибочного стана с порезкой проката на ходу приводными летучими ножницами | 1982 |
|
SU1049200A1 |
