Предлагаемая головка отличается от известных рабочих головок магнитострикционного преобразователя для герметизации пласТ Массовых аккумуляторных сосудов с использованием ультразвука тем, что она выиолнеиа в форме пуансона, имеющего две рабочих поверхности: скошенную для Предварительного подогрева и подгибания краев сосуда к крышке и торцовую для приварки к крышке подогнутых краев сосуда.
Такая форма головки обеспечивает нагревание выступающих за крышку кромок бачка скошенной поверхностью и подгибание ею этих кромок к крышке в начальной стадии работы, а также приварку подогнутых кромок к крышке торцовой поверхностью в конечной стадии.
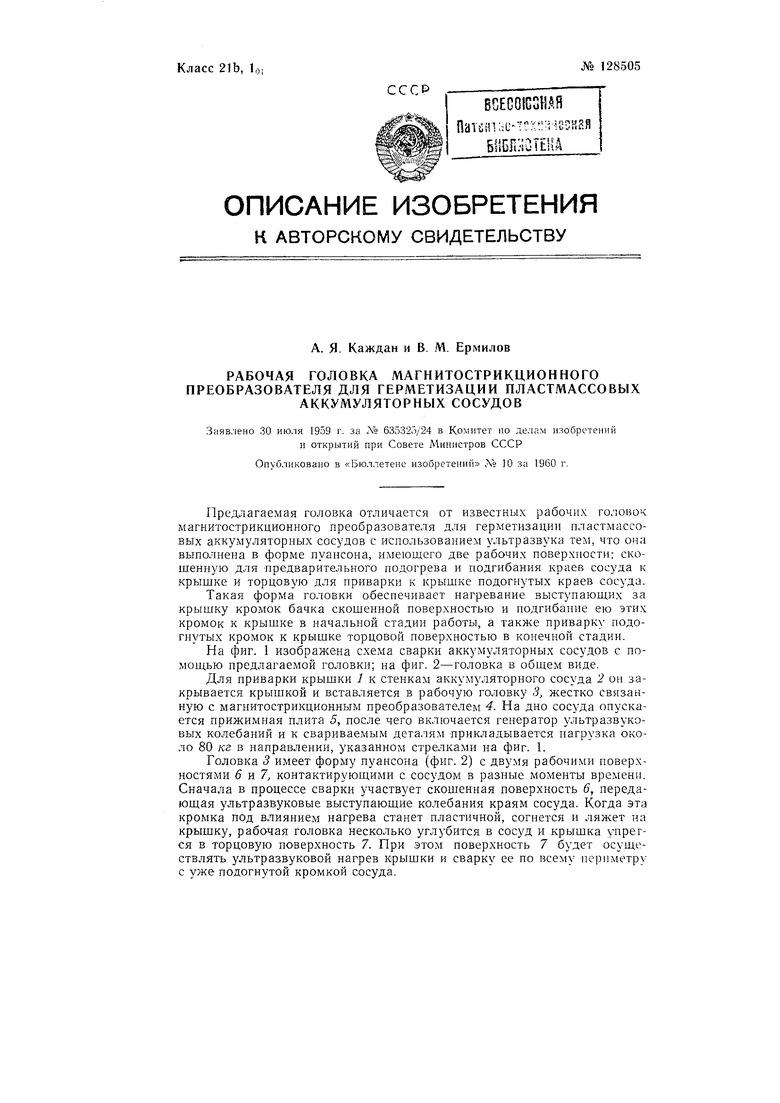
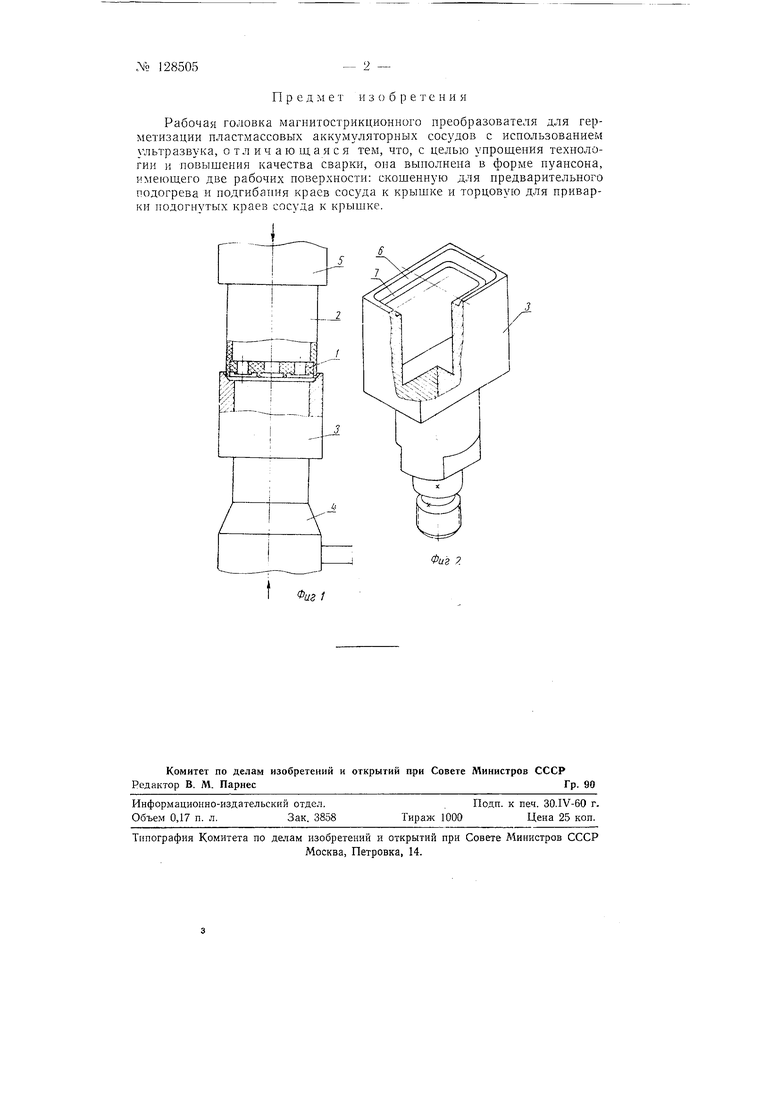
На фиг. 1 изображена схема сварки аккумуляторных сосудов с помощью предлагаемой головки; на фиг. 2-головка в общем виде.
Для приварки крышки 1 к стенкам аккумуляторного сосуда 2 он закрывается крышкой и вставляется в рабочую головку 3, жестко связанную с магнитострикционньга преобразователем 4. На дно сосуда опускается прижимная плита 5, после чего включается генератор ультразвуковых колебаний и к свариваемым деталям прикладывается нагрузка около 80 кг в направлении, указанном стрелками на фиг. 1.
Головка 3 имеет форму пуансона (фиг. 2) с двумя рабочими поверхностями 6 v( 7, контактирующими с сосудом в разные моменты времени. Сначала в процессе сварки участвует скошенная поверхность б, передающая ультразвуковые выступающие колебания краям сосуда. Когда эта кромка под влиянием нагрева станет пластичной, согнется и ляжет на крышку, рабочая головка несколько углубится в сосуд и крышка унрегся в торцовую поверхность 7. При этом поверхность 7 будет осуществлять ультразвуковой нагрев крышки и сварку ее по всему периметру с уже подогнутой кромкой сосуда.
П р е д м е т и з о б р е т е н и я
Рабочая головка магнитострикционного преобразователя для герметизации пластмассовых аккумуляторных сосудов с использованием ультразвука, отличающаяся тем, что, с целью упрощения технологии и повыщения качества сварки, она выполнена в форме пуансона, имеющего две рабочих новерхности: скощенную для предварительного подогрева и подгибания краев к крышке и торцовую для приварки подогнутых краев сосуда к крыщке.
Фиг 1
Фиг .