Изобретение относится к обработке металлов давлением, в частности к способам изготовления режущих кромок на плоских заготовках, и может быть использовано при изготовлении лезвий хирургических скальпелей.
Известен способ пластической деформации заготовки между двумя инструментами, в котором усилие деформирования создают, используя энергию ультразвука.
Известен также способ получения ленты из проволоки двумя деформирующими инструментами, один из которых жестко прикреплен к источнику ультразвука, причем рабочие инструменты сжаты статическим усилием.
Недостатком известных способов является низкая точность получаемого изделия, в частности точность толщины ленты, вызванная отсутствием механизма регулирования величины зазора между бойками в процессе обработки.
Известен способ деформирования проволочной заготовки между двумя рабочими инструментами, жестко связанными с источниками ультразвуковых колебаний, в котором необходимая точность изделия (ленты) по толщине задается системой автоподстройки величины рабочего зазора между бойками, управляемой сигналом с датчика, измеряющего толщину получаемой ленты.
Недостатком этого способа является невозможность его использования для производства лезвий режущих инструментов, поскольку в процессе ультразвуковой виброковки на режущей кромке образуется волнообразный заусенец (облой), имеющий загибы и разрывы, толщину которого этим способом измерить в процессе обработки непрерывно и без разрушения не представляется возможным.
Наиболее близким техническим решением к изобретению является способ изготовления плоских изделий путем пластического деформирования заготовки между скошенными рабочими поверхностями расположенных с зазором бойков, через которые осуществляется ультразвуковое воздействие на очаг деформации. При этом на протяжении всего цикла деформирования зазор между бойками выдерживают постоянным, равным двойной амплитуде ультразвуковых колебаний.
Известный способ имеет следующие недостатки. В процессе ультразвуковой обработки величину зазора между бойками трудно выдержать постоянной из-за теплового расширения волноводов и износа инструментов. В результате этого толщина режущей кромки изменяется от изделия к изделию. Кроме того, даже при неизменной величине зазора толщина режущей кромки зависит от амплитуды колебаний инструментов, величины статической нагрузки, скорости подачи заготовки, физико-механических свойств и качества заготовки (отклонение геометрических размеров вырубки, остаточным заусенцем после голтовки, упрочнением кромок и др.). Эти факторы приводят к тому, что толщина режущей кромки заготовок лезвий скальпеля имеет разную величину.
Целью изобретения является повышение качества изделий и выхода годной продукции за счет получения режущей кромки с равномерной толщиной.
Указанная цель достигается тем, что в способе получения режущей кромки на плоских изделиях путем пластического деформирования статически нагруженной заготовки между скошенными рабочими поверхностями оппозитно расположенных бойков при воздействии на них ультразвуковых колебаний от электромеханических преобразователей, включающем подачу заготовки в очаг деформации, сообщение в процессе деформирования заготовке поперечного перемещения в направлении, перпендикулярном направлению приложения к ней статического усилия, и контроль толщины режущей кромки, один из преобразователей с бойком выполняют с возможностью осевого перемещения и нагружают его статическим усилием, а контроль толщины режущей кромки осуществляют бесконтактным неразрушающим методом путем непрерывного измерения в процессе деформирования амплитуды колебаний каждого бойка и величины осевого перемещения подвижного преобразователя, по разности величины которых определяют толщину режущей кромки, при этом сравнивают ее с заданной толщиной и при обнаружении отклонения устраняют его посредством регулирующего воздействия. В качестве регулирующего воздействия выбирают либо амплитуду колебаний бойков, либо скорость подачи заготовки в очаг деформации, либо статическое усилие нагружения одного из бойков.
Способ получения режущей кромки на плоских изделиях осуществляется следующим образом. Заготовку размещают между скошенными рабочими поверхностями оппозитно расположенных бойков и нагружают ее статическим усилием подпора, направленным в сторону вершины угла, образованного скошенными рабочими поверхностями бойков. Бойки закреплены на волноводах преобразователей. Один из преобразователей выполняют с возможностью осевого перемещения и нагружают его статическим усилием так, что его боек прижимается к бойку другого неподвижного преобразователя. Через бойки ультразвуковыми колебаниями воздействуют на режущую кромку заготовки, перемещая ее в процессе деформирования в направлении, перпендикулярном направлению приложения статического усилия подпора. При этом измеряют амплитуды колебаний бойков и величину осевого перемещения подвижного преобразователя и по разности между величиной осевого перемещения и суммарной амплитудой определяют толщину режущей кромки. Полученные значения сравнивают с заданной техническими условиями толщиной и при отклонении толщины от заданной устраняют отклонение посредством регулировки параметров технологического процесса скорости перемещения заготовки, амплитуды колебаний, статической нагрузки подвижного преобразователя.
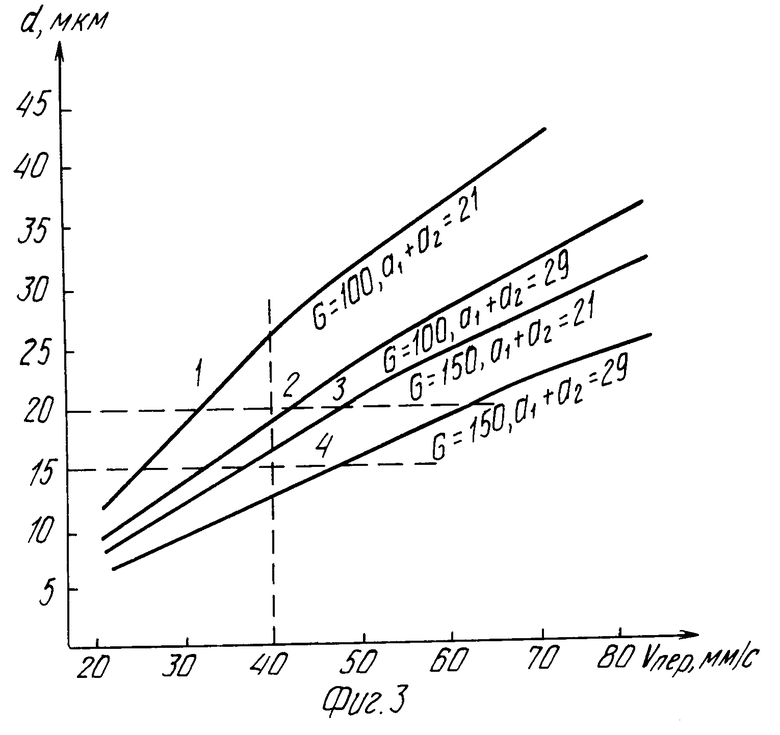
На фиг. 1 изображена схема устройства для осуществления способа; на фиг. 2 временные развертки колебаний рабочих инструментов относительно уровня Оt для закрепленного в узле стоячей волны преобразователя и относительно уровня MN для подвижного преобразователя; на фиг. 3 графики зависимости толщины режущей кромки лезвия от скорости перемещения заготовки для различных суммарных амплитуд и статического усилия.
В таблице приведены экспериментальные данные для разных условий виброковки, по которым построены графики на фиг. 3. В столбце dконт. приведены данные контрольных измерений толщины облоя у режущей кромки, приведенные с помощью оптического микроскопа МИИ-10 и измерительной головкой 1 МИГП. Боковая поверхность режущей кромки и облоя исследовалась оптическим микроскопом МБС-10. В примечаниях в таблице отмечается состояние облоя, а также трудности резонансной настройки системы в опыте 3, обусловленные отличием резонансной частоты нагруженной колебательной системы от резонансной частоты системы на холостом ходу.
Рабочие инструменты 1 и 2, закрепленные на волноводах электромеханических преобразователей (на фиг. 1 не показаны), совершают гармонические колебания с амплитудами а1 и а2. Подвижный преобразователь нагружен статическим усилием G через фланец в узловом сечении стоячей волны, а его осевое перемещение измеряется индикатором 3. В исходном состоянии рабочие поверхности инструментов 1 и 2 соприкасаются на уровне Оt. При включении ультразвука и подаче заготовки 4 в очаг деформации верхний преобразователь поднимается на величину Н, равную, как видно из фиг. 2, сумме амплитуд колебаний инструментов и толщины облоя d:
H (a1 + a2) + d (1)
Каждый цикл процесса виброковки можно разделить на две фазы: фазу пластического деформирования заготовки от момента времени t1 контактирования бойков с заготовкой до момента t2 размыкания контакта, фазу подачи заготовки в очаг деформации в течение времени Т (t2-t1) со скоростью подачи V. Пунктиром на фиг. 1 показано положение заготовки перед новой фазой деформирования после подачи на величину Х V[Т-(t2-t1)] Изменением скорости подачи V, пропорциональной скорости поперечного перемещения заготовки, можно изменять соотношение длительности фаз подачи и деформирования заготовки, регулируя тем самым степень деформации и толщину облоя у режущей кромки лезвия. Кроме того, изменение условий деформирования можно осуществлять изменением амплитуды колебаний преобразователей и величины статического подвижного преобразователя.
Таким образом, для каждого набора параметров, т. е. конкретных условий техпроцесса из соотношения (I) можно определить толщину облоя у режущей кромки, а изменением этих параметров амплитуды колебаний, скорости перемещения, статического нагружения подвижного преобразователя, регулировать толщину режущей кромки в процессе виброковки.
П р и м е р. На заготовке съемного лезвия скальпеля криволинейной формы из стали 65Х13 толщиной 0,4 мм получали режущую кромку с углом клина 22 ± 1о. Использована ультразвуковая установка на базе генератора УЗГ2-4М с двумя магнитострикционными преобразователями ПМС1-1. Твердосплавные бойки диаметром 12 мм с конической фаской, выполненной под углом, равным половине угла режущего клина, закреплены на волноводах-концентраторах преобразователей. Согласно требованиям толщина режущей кромки должна лежать в пределах 15-20 мкм, указанных горизонтальными пунктирными линиями на фиг. 3. Получить режущую кромку толщиной менее 5-6 мкм при малой скорости подачи и большой интенсивности ультразвука не удается из-за перенаклепа, разрушения и скалывания облоя.
Деформирование осуществляли при следующих примерах процесса: статическое усилие нагружения подвижного преобразователя 150 Н, скорость перемещения заготовки 40 мм/с, амплитуды колебаний бойков верхнего преобразователя 14 мкм, нижнего преобразователя 15 мкм. (В используемой установке устойчивая работа генератора обеспечивала максимальные амплитуды колебаний 14 и 15 мкм). Измерительной головкой марки 1 МИГП измерялось осевое перемещение верхнего подвижного преобразователя, оно составило 41 ± 1 мкм.
По формуле (I) определяли толщину режущей кромки d (41 ± 1)-(14-15) 12 ± 1 мкм, поскольку полученное значение толщины меньше допустимого значения, то вносили корректировку в техпроцессе. По графику 4 (фиг. 3) определяли, что оптимальная скорость перемещения заготовки для получения режущей кромки в заданных пределах составляет 55 мм/с. Установили скорость перемещения следующей заготовки лезвия скальпеля равной 55 мм/с и обработали заготовку, сохранив прежние значения амплитуд колебаний 14 и 15 мкм и статического усилия 150 Н. При этом измеряли величину осевого перемещения подвижного преобразователя, которая оказалась равной 46 ± 1 мкм, что дает по формуле (I) толщину режущей кромки 17± 1 мкм, не выходящую за пределы допусков. Визуальный контроль режущей кромки скальпеля с помощью оптических микроскопов МИИ-10 и МБС-10 показал наличие равномерного, слегка волнистого по краю облоя у кромки лезвия. Толщина облоя около режущего клина лезвия, измеренная с помощью измерительной головки 1 МИГП, колебалась в пределах 13-18 мкм, что согласуется с определенным по формуле (I) значением толщины.
Для получения толщины режущей кромки в заданных пределах можно также изменить амплитуду колебаний преобразователей, например, до значений а1 10 мкм и а2 11 мкм, сохранив скорость перемещения заготовки равной 40 мм/с. Параметры такого режима обработки определяют по точке пересечения кривой 3 (фиг. 3) с вертикальной штриховой линией, пересекающей ось абсцисс в точке Vпер 40 мм/с.
Поддерживая установленные значения параметров техпроцесса и контролируя величину осевого перемещения подвижного преобразователя можно получать на заготовках объемных лезвий скальпеля режущую кромку с толщиной, лежащей в пределах заданных допусков. Это позволит увеличить выход годной продукции и повысить качество режущей кромки лезвий. Поддержание параметров техпроцесса может быть осуществлено известными методами контроля и стабилизации, что свидетельствует о возможности автоматизации способа получения режущей кромки.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ ЛЕЗВИЙ СКАЛЬПЕЛЕЙ | 1990 |
|
RU2025189C1 |
| Способ изготовления плоских изделий | 1988 |
|
SU1720779A1 |
| СПОСОБ ПРЕССОВАНИЯ ПОРОШКОВОГО МАТЕРИАЛА | 1990 |
|
RU2007272C1 |
| Устройство для волочения металла с наложением ультразвуковых колебаний на инструмент | 1983 |
|
SU1103920A1 |
| Устройство для волочения металла с наложением ультразвуковых колебаний на инструмент | 1983 |
|
SU1082511A2 |
| Способ ленточного шлифования сложнофасонных поверхностей | 1982 |
|
SU1712130A1 |
| Устройство для волочения металла через две волоки с воздействием ультразвуковыми колебаниями | 1981 |
|
SU1014621A1 |
| Устройство для волочения проволоки с электроконтактным нагревом | 1983 |
|
SU1161211A1 |
| Способ обработки отверстий | 1980 |
|
SU931391A1 |
| Устройство для разделки термопарного кабеля | 1990 |
|
SU1767597A1 |



Использование: обработка металлов давлением с использованием энергии ультразвука. Изготовление пластическим деформированием режущих кромок хирургических инструментов. Сущность изобретения: способ включает в себя деформирование статически нагруженной заготовки между скошенными рабочими поверхностями оппозитно расположенных бойков, на которые воздействуют ультразвуковыми колебаниями от электромеханических преобразователей. Подача заготовки в очаг деформации осуществляется ее поперечным перемещением в направлении, перпендикулярном направлению приложения к заготовке статического усилия. Один из преобразователей выполнен с возможностью осевого перемещения и нагружен статическим усилием прижима к бойку другого преобразователя. Контроль толщины режущей кромки осуществляется бесконтактным неразрушающим методом. При этом измеряют в процессе деформирования амплитуду колебаний каждого бойка и величину осевого перемещения подвижного преобразователя, по разности величин определяют толщину режущей кромки. Отклонение толщины режущей кромки от заданной устраняют посредством регулировки параметров техпроцесса. В качестве регулирующих параметров выбирают амплитуду колебаний бойков. В других случаях может быть использована скорость подачи заготовки, или статическое усилие прижима. 3 з. п. ф-лы, 3 ил. 1 табл.
| Способ изготовления плоских изделий | 1988 |
|
SU1720779A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
