Известные способы формования неметаллических нагревательных приборов (из бетона или другого материала) монолитной конструкции осуществляются с закладными металлическими стержнями. Способ, согласно описываемому изобретению, обеспечивает возмол ность изготовления бесстержневой формовкой неметаллических нагревательных нри боров монолитной конструкции.
Сущность изобретения заключается в том, что в выполненной в прессформе заготовке, являющейся частью нагревательного прибора, щтампуют циркуляционные каналы на полную расчетную глубину и перед формовкой верхней части нрибора заполняют сухим песком, удаляемым после окончания термовлажностной обработки и сушки.
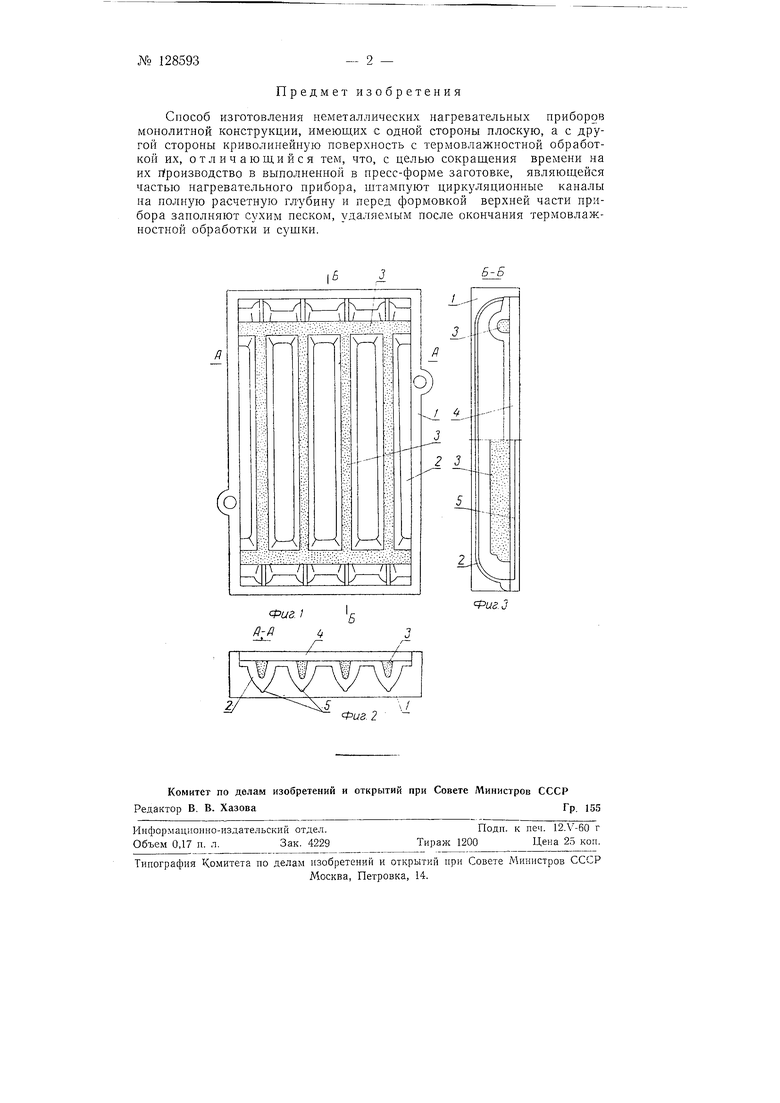
На фиг. 1 изображена пресс-форма с изготавливаемым нагревательным Прибором, вид сверху; на фиг. 2 - разрез по А-А на фиг. 1 и на фиг. 3 - разрез по Б-Б на фиг. 1. В пресс-форме / штампуется или, отливается заготовка 2 (из бетона, бетонопласта, гипсопласта, асбоцемента или другого материала), являющаяся частью прибора 4, с выштампованными в ней на полную глубину каналами 3 для циркуляци:: теплоносителя. Каналы 3 заполняют мелким сухим песком, и после этого формуют часть прибора 4. После термозлажностной .)5работки и сушки прибора песок высыпают, а внутренние поверхности цирк ляционных каналов пропитывают синтетическими водоупорнымн смолами.
При формовке части прибора 4 в отверстия коллекторов закладывают четыре муфты.
Для увеличения прочности соединения заготовки 2 и части прибора 4 предусматривают возможность закладки в ребра прибора металлических стержней 5 диаметром 3 лиг, концы которых перед укладкой бетона в часть прибора 4 соединяют между собой.
Предлагаемый способ обеспечивает меньшую затрату времени па изготовление прибора, чем при способе с применением при формовании закладных стержней для образования циркуляционных каналов.
Предмет изобретения
Способ изготовления неметаллических нагревательных приборов монолитной конструкции, имеющих с одной стороны плоскую, а с другой стороны криволинейную поверхность с термовлажностной обработкой их, отличающийся тем, что, с целью сокращения времени на их г роизводство в выполненной в пресс-форме заготовке, являющейся частью нагревательного прибора, штампуют циркуляционные каналы на полную расчетную глубину и перед формовкой верхней части прибора заполняют сухим песком, удаляемым после окончания термовлажностной обработки и сушки.
J . J
L
/ Т Т I
Фиг.З
