В настоящее время центровку корпеальиых линз при наклейке их на оправкн пронзводят способом установки линз по световому нотоку. При гаком способе необходимо линзу сдвигать по разогретой смоле, которую в процессе работ нриходнтся неско.чько раз подогревать, нз-за чего нагревается сама лннза н затем деформируется.
Предлагается прнспособлениг, которое повышает точность центровки н ускоряет процесс работы, позволяя устанавливать корнеальные линзы на оправки по оптическому центр} за одну операцию.
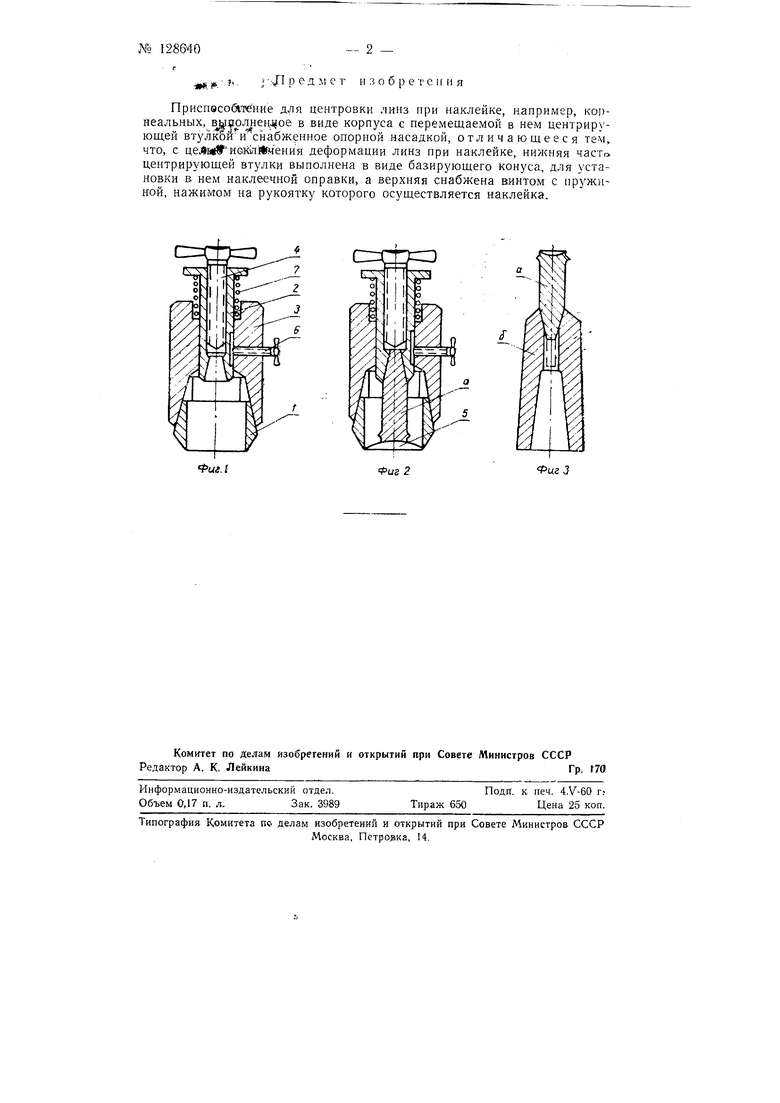
На фиг. 1 представлено центр1 руюн1ее устройство; на фиг. 2 - устройство в работе; на фиг. 3 - оправка дня наклейки корпеальных линз.
На отштампованную .чьную .лннзу, обрезанную до 14 .IMJ в диаметре, ставится опорная насадка / так, чтобы ее край точно встал в канавку, образованную краями матрицы при штамповке (канавка является геометрическим центром лннзы). В конус направляющей втулки 2 вставляется верхняя часть а оправки. Затем корпус устройства 3 вместе с направляющей втулкой 2 и верхней частью а оправкн ставится на конус опорной насадкн /. Окна в корнусг устройства дают возможность разогревать над газовой горелкой смолу, нанесенную на верхнюю часть а оправки. Нажатием рукн на съемньп винт -/ подводится верхняя часть оправки к линзе 5 и фиксируют ее в таком по.южении стопорным винтом 6. Когда смола застывает, завинчиванием съемного винта 4 с пружиной 7 освобождают верхнюю часть а оправки из конуса направляющей втулки 2. Верхняя часть а оправки выходит из приспособления вместе с наклеенной иа ней по оптическо.му центру линзой.
Затем ставят верхнюю часть а оправки в конус нижней части б онравки и линза готова к обработке на станке.
j,, j ;.J1 p e Д M e г и 3 0 б p e e ii и я
Приспвсоб1тение для центровки линз нри наклейке, например, корйеальных, В1 рлнен ое в виде корпуса с перемещаемой в нем центрирующей втулкбй иснабженное опорной насадкой, отличающееся тем, что, с цеЛьк иеклЖнения деформации линз при наклейке, нижняя част центрирующей втулки выполнена в виде базирующего конуса, для установки в нем наклеечной оправки, а верхняя снабжена винтом с пружиной, нажимом на рукоятку которого осуществляется наклейка.
| название | год | авторы | номер документа |
|---|---|---|---|
| Штамп двойного действия | 1959 |
|
SU134049A1 |
| АГРЕГАТНЫЙ ДЕРЕВООБРАБАТЫВАЮЩИЙ СТАНОК И НАСАДКА К НЕМУ | 1999 |
|
RU2161554C1 |
| ВИБРОИЗОЛЯТОР БОЛЬШОЙ ГРУЗОПОДЪЕМНОСТИ УСОВЕРШЕНСТВОВАННЫЙ (ВБГУ) И СПОСОБ ЕГО СБОРКИ | 2012 |
|
RU2540359C2 |
| УСТРОЙСТВО ДЛЯ ПОДБОРА ОПРАВЫ И ЛИНЗ КОРРИГИРУЮЩИХ ОЧКОВ | 1998 |
|
RU2141243C1 |
| Стенд для статической балансировки гребных винтов | 1980 |
|
SU920416A1 |
| Устройство для изготовления изделий с продольными ребрами | 1985 |
|
SU1335353A1 |
| Установка для наклейки линз | 1958 |
|
SU118601A1 |
| Устройство для автоматической смены инструмента | 1983 |
|
SU1135593A1 |
| СПОСОБ ПРОИЗВОДСТВА АБРАЗИВНЫХ КРУГОВ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1998 |
|
RU2149096C1 |
| ОПРАВКА ДЛЯ МОНТАЖА АРМАТУРЫ ЭЛЕКТРОННО-ОПТИЧЕСКОЙ СИСТЕМЫ ЦВЕТНОГО КИНЕСКОПА | 1971 |
|
SU297221A1 |