оо сд ел
со
00
Изобретение относится к ста-нкостроению, а именно к металлорежущим станкам с числовым программным управлением и автоматической сменой инструмента.
Известны устройства для автоматической смены инструмента, содержащие магазин сменных узлов, сменные инструментальные магазины, сменные накладные инструментальные головки и автооператор с механической рукой 1.
Недостатком известных устройств для автоматической смены инструмента является то, что они не обеспечивают автоматической смены инструмента в шпинделе сменных накладных инструментальных головок.
Цель изобретения - расщирение технологических возможностей устройства для автоматической смены инструмента.
Указанная цель достигается тем, что устройство для автоматической смены инструмента, содержащее магазин сменных узлов, сменные инструментальные магазины, сменные инструментальные головки и автооператор с механической рукой, снабжено манипулятором для передачи сменных инструментальных магазинов и сменных накладных инструментальных головок из магазина сменных узлов в позицию и обратно, взаимодействующим с механической рукой автооператора, которая выполнена четырехзахватной в виде двух пар оппозитно расположенных захватов, причем одна пара захватов установлена горизонтально, а другая - вертикально, а гнезда инструментальных магазинов выполнены чередующимися в вертикальной и горизонтальной плоскостях.
Кроме того, магазин сменных узлов снабжен дополнительным гнездом, оснащенным приводом поворота сменного инструментального магазина, расположенного в зоне действия автооператора.
При этом механическая рука снабжена направляющими для установки сменного инструментального магазина и сменной накладной инструментальной головки.
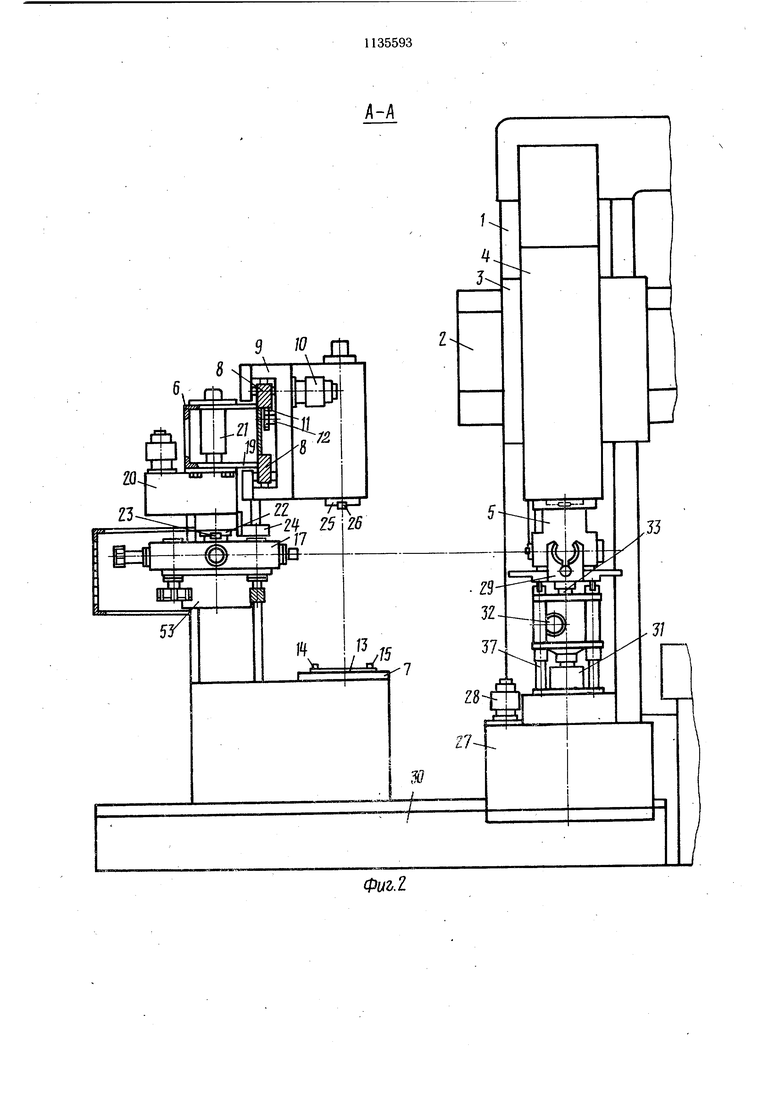
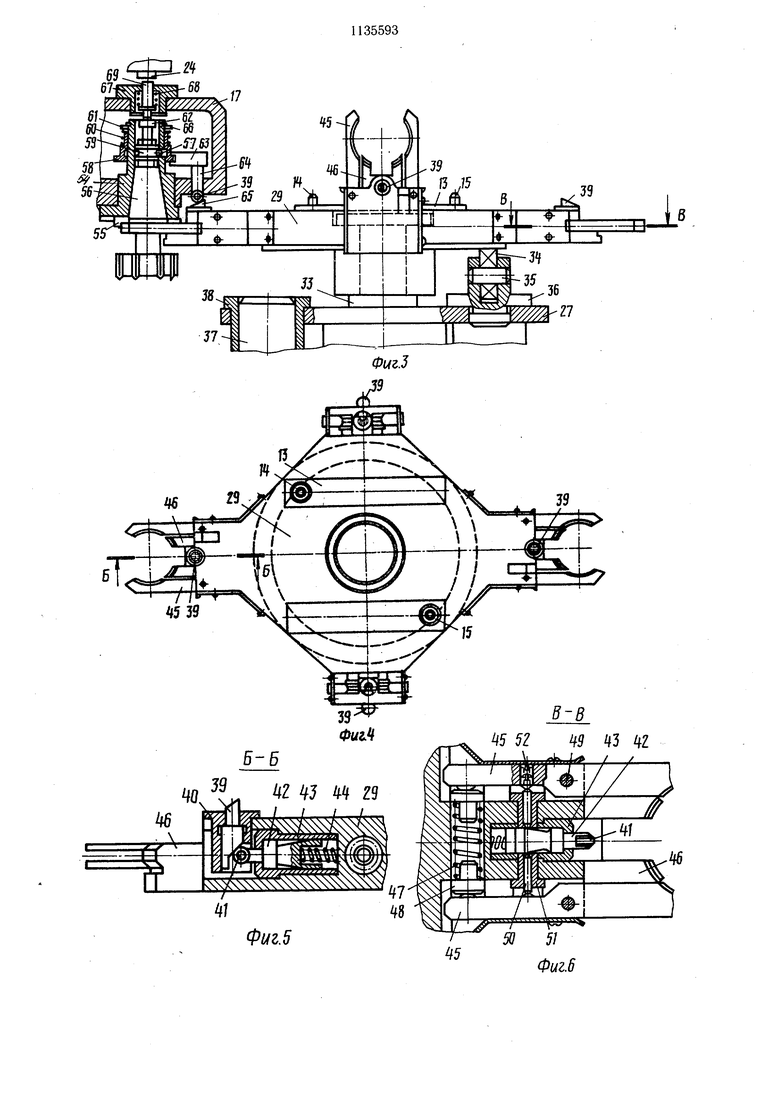
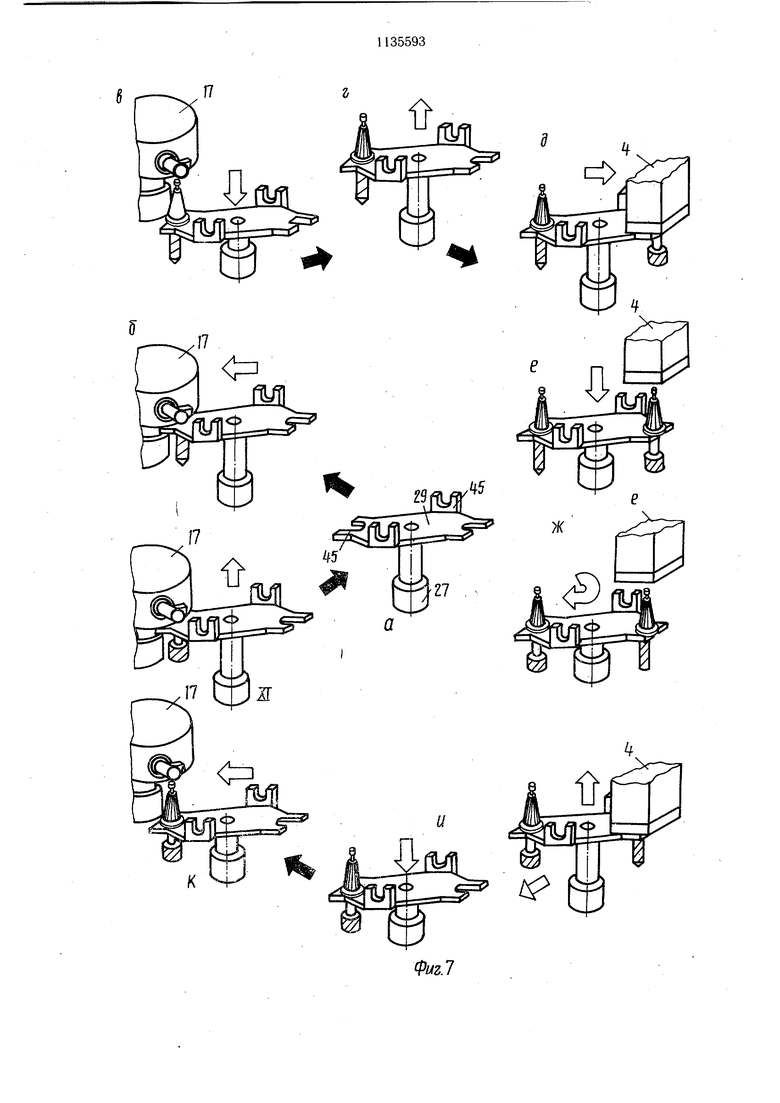
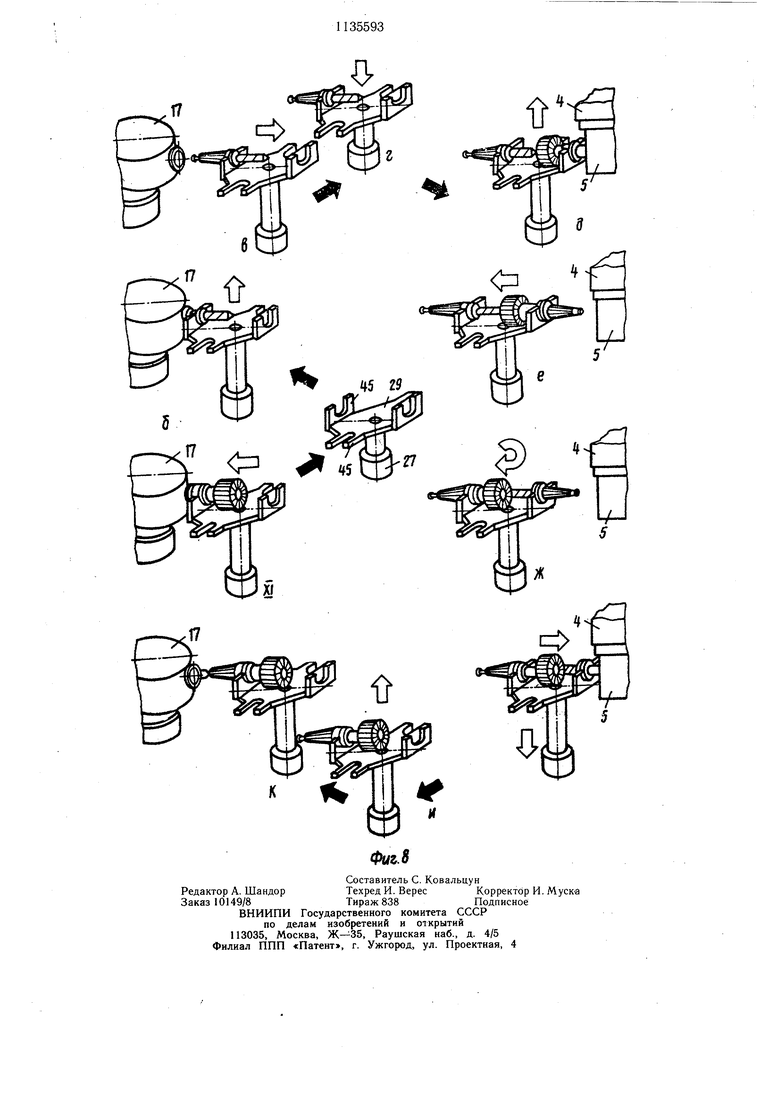
На фиг. 1 изображен общий вид устройства; на фиг. 2 - разрез А-А на фиг. 1; на фиг. 3 - механическая рука автооператора, общий вид; на фиг. 4 - то же, вид в плане; на фиг. 5 - разрез Б-Б на фиг. 4; на фиг. 6 - разрез В-В на фиг. 3; на фиг. 7 - схема последовательности операций по смене инструмента в вертикальном шпинделе (а-к); на фиг. 8 - то же, в горизонтальном шпинделе (а-к).
На направляющих стойки станка 1 установлена поперечина 2, на направляющих которой смонтированы сани 3, несущие ползун 4. На торец ползуна 4 установлена сменная накладная инструментальная головка 5. Рядом со станком 1 установлен магазин 6 сменных узлов, который снабжен неподвижными гнездами 7, расположенными вдоль станка и связанными между собой жестким корпусом магазина, в верхс ней части которого имеются направляющие 8, на которых установлен манипулятор 9 с приводом перемещения 1G. Н& нижней плоскости верхней направляющей 8 установлена зубчатая рейка 11, с которой зацепляется щестерня 12 привода перемещения 10 манипулятора 9. В неподвижных гнездах 1,
снаб.хенных базовыми опорными планками 13 и базирующими пальцами 14 и 15, установлены сменные узлы - накладные инструментальные Головки 5 .или магазины 16-18. Количество магазинов и головок зависит от конкретных условий гфоизводств а.
Магазин 6 сменных узлов снабжен дополнительным гнездом 19, в котором установлен привод поворота 20 сменного инструментального магазина 17 и гидроцилиндр 21 для его зажима. Зажимное устройство содержит стержень с цанговым захватом и установленные на стержне тарельчатые пружины для зажима. Для центрирования инструментальных магазинов 17 на приводном валу 22 привода поворота предусмотрена центрирующая шпонка 23. На Koipnyce привода 20 поворота инструментального магазина в нижней зго части установлен датчик 24 контроля занятости
гнезда инструментального магазина 17, содержащий бесконтактный конечный выключатель.
В ма.нипуляторе 9 смонтирован, с возможностью осевого перемещения, приводной вал 25, также имеющий на торце центрирующую шпонку 26, которая служит для ориентации и центр.ироваяия н.якладной инструментальной головхи или инструментального магазина, ПриЕ одной вал 25 на переднем конце имеет конусное отверстие и встроенный пружинно-гидравлический зажим, содержащий цангу, набор тарельчатых пружин и гидравлический ци.линдр, поршень которого занимает два положения, соответствующих положениям: «Зажато,
5 «Отжато,. Автооператор 27 с приводом перемещения 28 и механической рукой 29 , установлен на направляющих станины 30, так что ось механической руки 29 находится на линии, соединяющей центра щпиндельной бабки и .механизма поворота 20
0 инструментального магазина Г/, и снабжен гидроцилиндрол; 31 перемец1,ения механической руки 29 и exa iизмoм поворота 32 ее на 90° и 180°.
Механическая рука 29 автооператора 27
5 выполнена четырехзахватной, причем захваты смещены относительно друг друга на 90° и одна пара оппозитно расположенных захватов установлена горизонтально и
предназначена для транспортировки вертикально расположенных инструментов, а вторая - вертикально и предназначена для горизонтально расположенных инструментов.
Конструкция всех четырех захватов одинакова.
Корпус механической руки 29 жестко соединен с валом 33 механизма поворота 32 и опирается при повороте на подшипники 34, установленные на осях 35, смонтированных в кронштейнах 36, закрепленных на корпусе автооператора 27.
При перемещении механической руки 29 вверх и вниз она направляется двумя штангами 37, перемешаюш,имися во втулках 38, неподвижно закрепленных в корпусе автооператора 27. На верхней плоскости механической руки 29 расположены две опорные планкиЛЗ, на которых установлены базирующие пальцы 14 и 15, служащие для установки на механическую руку 29 сменных накладных инструментальных головок и инструментальных магазинов. На этой же плоскости расположены два подвижных упора 39, которые смонтированы во втулках 40, неподвижно закрепленных в корпусе механической руки 29. Упор 39 взаимодействует с роликом 41, закрепленным на толкателе 42, смонтированным во втулке 43, запрессованной в корпусе механической руки 29, подпружиненной пружиной 44.
Каждый ИЗ горизонтальных и вертикальных захватов имеет две подвижные губки 45 и две неподвижнь1е губки 46. Неподвижные губки 46 служат для центрирования инструментальной оправки в захвате, а подвижные губки 45 предназначены для зажима оправки с помощью пружины 47, воздействук)щей на подвижные губки 45 через упоры 48, поворачивая их вокруг осей 49. Для предохранения инструмента от выпадения предусмотрен замок, состоящий из толкателя 42, имеющего клиновые поверхности, взаимодействующего с двумя плунжерами 50, смонтированными во втулках 51, запрессованных в корпус механической руки 29. Плунжеры 50 упираются в упорные винты 52 и, раздвигая подвижные губки 45, запирают инструмент.
Инструментальные магазины 17 закреплены на подставке 53, высота которых определяет наибольшую длину устанавливаемого вертикально в гнездо магазина инструмента и, кроме того, общая высота магазина вместе с подставкой должна быть равна высоте сменных узлов.
На нижней плоскости подставки имеются базовые поверхности, контактирующие с опорными базовыми планками 13 на механической руке 29 .и неподвижных гнездах 7 магазина сменных узлов 6, и отверстия для базирования по пальцам 14 и 15.
Корпус гнезда 54 закреплен неподвижно в корпусе инструментального магазина 17 и на переднем торце имеет две базирующие щпонки 55, которые контактируют с 5 двумя пазами на оправке 56 инструмента, и конусное отверстие для базирования последних.
На цилиндрическом участке заднего конца оправки 56 выполнена сферическая канавка, контактирующая с шариками 57, расположенными в отверстиях корпуса гнезда 54, на наружном диаметре которого установлена с возможностью перемещения втулка 58 с канавкой 59, в которую может западать щарик 57, когда канавка совмещается с отверстиями, в которых находятся шарики.
На наружном диаметре втулки 58 установлена пружина 60, упирающаяся в кольцо 61, зафиксированное в осевом направлении на корпусе гнезда 54 стопорным пружинным кольцом 62, и предусмотрен буртик, соединенный с вилкой 63, жестко связанной с толкателем 64, имеющим на конце ролик 65.
Для зажима оправки 56 в гнезде инструментального магазина предусмотрена захватная часть 66, выполненная в виде винта с цилиндрической головкой, ввернутого в хвостовик оправки 56.
На верхней стенке инструментального магазина 17 в ртверстии установлен фланец 67, в отверстии которого помещена пружина 68, которая удерживает щуп 69 в нижнем положении, когда в гнезде, отсутствует оправка. В этом случае зазор между щупом 69 и бесконтактным выключателем датчика
24 контроля занятости гнезда увеличится и в систему управления поступит сигнал о том, что гнездо свободно.
Горизонтальное гнездо магазина отличается тем, что нижний торец щупа 69 выполнен со скосом под углом 45° с тем, чтобы при вдвигании оправки в гнездо ее захватная часть 66, воздействующая на него, перемещала щуп 69 в вертикальном положении.
Для транспортировки, базирования и
закрепления накладные инструментальные головки, инструментальные магазины снабжены одинаковыми по конструкции присоединительными элементами: конусом, захватной частью 66, шпонками 55 и пазами 70.
0. Накладные инструментальные головки снабжены четырьмя отверстиями 71 во фланце для крепления на ползуне 4.
Сменные инструментальные магазины могут содержать любое количество чередующихся горизонтальных и вертикальных гнезд для инструментов.
Предлагаемое устройство может быть непосредственно связано с инструментальным отделением 72, где можно, организовать централизованную настройку и наладку инструмента и зарядку им инструментальных магазинов. Устройство работает следующим образом. Установка на ползун 4 и снятие инструментальных головок 5 производится по про. грамме. При установке инструментальной головки на ползун 4 станка I, манипулятор 9 перемещается по направляюодим 8 магазина сменных узлов 6 и останавливается над гнездом 7, в котором находится инструментальная головка 5. Приводной вал 25 перемещается вниз, пока конус с захватной частью инструментальной головки не войдет в концевое отверстие приводного вала 25 и его центрирующие шпонки не войдут в пазы 70, предусмотренные на инструментальной головке. Происходит зажим, приводной вал 25 поднимается вверх до упора, включает привод 10 перемещения манипулятора 9 и приводная щестерня 12, зацепляющаяся с рейкой И, закрепленной на верхнеи направляющей о, перемещает манипу лятор 9 в позицию смены инструмента, когда оси шпинделей ползуна 4, манипулятора 9 и магазина 17 находятся на одной линии. В этой позиции находится автооператор 27 с опущенной в нижнее положение механической рукой 29, которая после остановки манипулятора 9 поднимается вверх, подводит опорные базовые планки 13 к нижней поверхности инструментальной головки, при этом базирующие пальцы 14 и 15 входят в отверстия, предусмотренные в корпусе инструментальной головки. Происходит отжим захватной части конуса и механическая рука 29 перемещается в крайнее нижнее положение на автооператоре 27, который с помощью привода пере.мещения 28 сдвигается вправо до совмещения осей механической руки 29 с осью шпинделя ползуна 4. Затем механическая рука 29 перемещается вверх, конус с захватной частью вводится в конусное отверстие шпинделя, центрирующие шпонки шпинделя соединяются с пазами 70 и зажимные штанги ползуна входят в отверстия 71. Инструментальная головка зажимается. При снятии инструментальной головки с ползуна операции выполняются в обратной последовательности. Автоматическая смена иистру.ментальных магазинов производится следующим образом. По программе автооператор 27 из позиции ожидания перемещается в крайнее левое положение до совмещения оси механической руки с осью инструментального магазина 17. Механическая рука 29 из крайнего нижнего положения поднимается вверх. подводит базовые опорные планки 13 к поверхности основания подставки 53 инструментального магазина 17, который установлен и закреплен на приводном валу 22 привода 20 поворота. Одновременно базирующие пальцы 14 и 15 механической руки 29 входят в специальные отверстия в подставке 53. Происходит центрирование инструментального магазина 17 на механической руке 29 с одновременным его отжимом в приводном валу 22. Механическая рука 29 перемещается в нижнее положение, конус с захватной частью выходит из конического отверстия приводного вала 22 и автооператор 27 перемещается вправо в позицию ожидания. Механическая рука 29 поднимается вверх до соприкоснове.нения с торцом приводного вала 25 манипулятора 9, происходит зажим конуса в конусном отверстии приводного вала 25. Механическая рука 29 перемещается в нижнее положение и остается в позиции ожидания. Манипулятор 9 перемещается к гнезду 7 магазина сменных узлов 6, приводной вал 25, манипулятора 9 опускается вместе с инструментальным магазином 17 и устакавливает его в гнездо 7, после чего происходит отжим конуса. Приводной вал 25 поднимается вверх, а манипулятор 9 перемещается к гнезду, где установлен инстру гентальпый магазин 18. Приводной вал 25 опускается вн.чз, зажимает конус инструментального магазина 18, поднимает его в верхнее положение и манипулятор с магазином 8 перемещается в позицию ожидания. Механическая рука 29 - поднимается вверх, центрирует инструментальный магазин 18, он освобождается в приводно у валу 25, механическая рука 29 с .магазино.м опускается в нижнее полиже1{ие н автооператор перемещается в крайнее левое положение, при этом ось .механической руки и центр инструментального магазина 18 совпадает с осью приводного вала 22 привода 20 поворота инструментального магазина. Механическая рука 29 поднимает вверх, центр(1рует инструментальный магазин 17 в приводном валу 22, происходит его зажим. При этом инструментальный магазин сориентирован так, что в позиции схемы инструмента установлен очередной инструмент. Смена инструмента в вертикальном шпинделе ползуна 4 поясняется схемой на фиг. 7 и происходит следующим образом. Автооператор 27 с механической рукой 29 находится в положении ожидания без инструментов в захватах. Автооператор 27 перемещается к магазину 17, механическая рука 29 горизонтальными захватами зажимает оправку инструмента. При этом упор 39 горизонтального захвата нажимает на ролик 65 толкателя 64 и вилка 63 перемещает втулку 58, сжимая пружину 60 до совмещения канавки 59 с отверстием в корпусе гнезда 54 и шарики 57 заходят в канавку 59, освобождая оправку 56. Механическая рука 29 опускается вниз, вынимая инструмент из вертикального гнезда.
После освобождения упора 39 подвижные губки 45 запираются замком, в котором толкатель 42 под , действием пружины 44 перемещается а своей конусной частью раздвигает плунжеры 50, которые через упорные винты 52 поворачивают подвижные губки 45, расклинивая их.
Автооператор 27 перемещается в позицию ожидания; механическая рука 29 поднимается вверх. Сани 3 перемещаются по поперечине 2 в положение смены инструмента.
Автооператор 27 перемещается вправо, захватывает инструментов шпинделе ползуна 4, который отжимается, и механическая рука 29 перемещается вниз. Происходит поворот механической руки на 180° и перемещение его вверх, после чего очередной инструмент зажимается в шпинделе ползуна 4 и механическая рука опускается вниз, а автооператор 27 перемещается X инструментальному магазину 17. Механическая рука 29 поднимается вверх и вставляет инструмент в вертикальное гнездо инструментального магазина 17, при этом упор 39 нажимает на ролик 65, перемещает толкатель 64, вилку 63 и удерживает втулку 58 в верхнем положении, в котором кольцевая канавка 59 на внутреннем диаметре втулки 58 совпадает с отверстиями в корпусе гнезда 54, где расположены шарики 57, которые захватной частью 62 задвигаются в канавку 59 и фиксируют оправку 56.
Автооператор 27 перемещается в позицию ожидания, включается привод 20 поворота инструментального магазина, который поворачивается и выводит в позицию смекы очередной инструмент. Автооператор 27 перемещается к инструментальному магазину, захватывает очередной инструмент и цикл повторяется.
Смена инструмента в горизонтальном шпинделе накладной инструментальной головки 5 производится следующим образом.
Механическая рука 29 поворачивается на 90° так, чтобы вертикальные захваты были на оси шпинделя инструментальной головки 5.
Автооператор 27 перемещается влево, вынимает оправку из гнезда, перемещается в позицию ожидания, где механическая рука 29 опускается вниз. Сани 3 ползуна 4 перемещаются влево, в позицию смены и останавливаются. На ползуне 4 установлена инструментальная головка 5, которая в этой позиции всегда поворачивается шпинделем к инструментальному магазину.
Автооператор 27 перемещается вправо и останавливается, механическая рука 29 поднимается вверх, первым вертикальным захватом зажимает инструмент, установленный в щпинделе инструментальной головки, который разжимается в щпинделе и автооператор с инструментом перемещается влево в промежуточную позицию. Ме-ханическая рука 29 поворачивается на 180°, автооператор 27 перемещается вправо, вставляет другой инструмент, а щпиндель инструментальной головки 5 и механическая рука 29 опускается вниз.
Автооператор 27 перемещается в по-зицию ожидания и механическая рука 29 поднимается вверх, после чего автооператор перемещается к инструментальному магазину 17, вставляет инструмент в свободное гнездо, механическая рука опускается вниз и ее левый захват освобождается от инструмента и автооператор перемещается вправо, в позицию ожидания.
Включается привод 20 поворота инструментального магазина для поиска следующего инструмента. Далее цикл повторяется.
Оснащение устройства для автоматической смены инструмента манипулятором для передачи сменных инструментальных магазинов и сменных накладных инструментальных головок, взаимодействующим с механической рукой автооператора, которая выполнена четырехзахватной, позколяет осуществлять автоматическую смену инструмента в шпинделе ползуна и шпинделе сменной накладной инструментальной головки, что значительно расширяет технологические возможности станка.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для автоматической смены инструмента и инструментальных головок на металлорежущем станке | 1987 |
|
SU1481026A1 |
| Автооператор для автоматической смены инструмента | 1984 |
|
SU1255371A1 |
| Устройство для автоматической смены инструмента | 1982 |
|
SU1074700A1 |
| Устройство автоматической смены инструмента | 1983 |
|
SU1117182A1 |
| Многооперационный станок | 1984 |
|
SU1212753A1 |
| Устройство для автоматической смены инструмента | 1989 |
|
SU1698035A1 |
| Многооперационный фрезерно-расточный станок | 1982 |
|
SU1065134A1 |
| Многооперационный станок портального типа | 1989 |
|
SU1742029A1 |
| Автоматизированный технологический комплекс | 1985 |
|
SU1349969A1 |
| Многоцелевой станок с ЧПУ | 1985 |
|
SU1351739A1 |

1. УСТРОЙСТВО ДЛЯ АВТОМАТИЧЕСКОЙ СМЕНЫ ИНСТРУМЕНТА, содержащее магазин сменных узлов, сменные инструментальные магазины, сменные накладные инструментальные головки и авто-оператор с механической ручкой, отличающееся тем, что, с целью расширения технологических возможностей устройства, оно снабжено манипулятором для передачи сменных инструментальных магазинов и сменных накладных инструментальных головок из магазина сменных узлов в позицию смены и обратно, взаимодействующим с механической рукой автооператора, которая выполнена четырехзахватной в виде двух пар оппозитно расположенных захватов, причем одна пара захватов установлена горизонтально, а другая - вертикально, а гнезда инструментальных магазинов выполнены чередующимися в вертикальной и горизонтальной плоскостях. 2.Устройство по п. I, отличающееся тем, что магазин сменных узлов снабжен дополнительным гнездом, оснащенным приводом поворота сменного инструментального магазина, расположенного в зоне действия автооператора. I 3.Устройство по п. 1, отличающееся тем, что механическая рука снабжена направляющими для установки сменного инструментального магазина и сменной накладной инструментальной головки.
Фив.1 Ф 2Х1
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Патент США № 4240194, кл | |||
| Солесос | 1922 |
|
SU29A1 |
| Способ получения фтористых солей | 1914 |
|
SU1980A1 |
