Известные виброштампы с прижимной рамой для формования железобетонных издели, например оболочек двоякой кривизны, имеют недостаток, заключающийся в большой их металлоемкости, объясняющийся их больщими габаритами. Кроме того, в таких виброштампах немеханизированы процесс распалубки, закрытия бортов и пригрузка.
В описываемом виброштампе эти недостатки устранены тем, чго в нем совОКупно применены виброрама с формообразующим коробом, прижимная рама с шарнирно подвешенными бортами и пневмоцилиндры, связывающие виброраму с нригрузочно рамой и бортами.
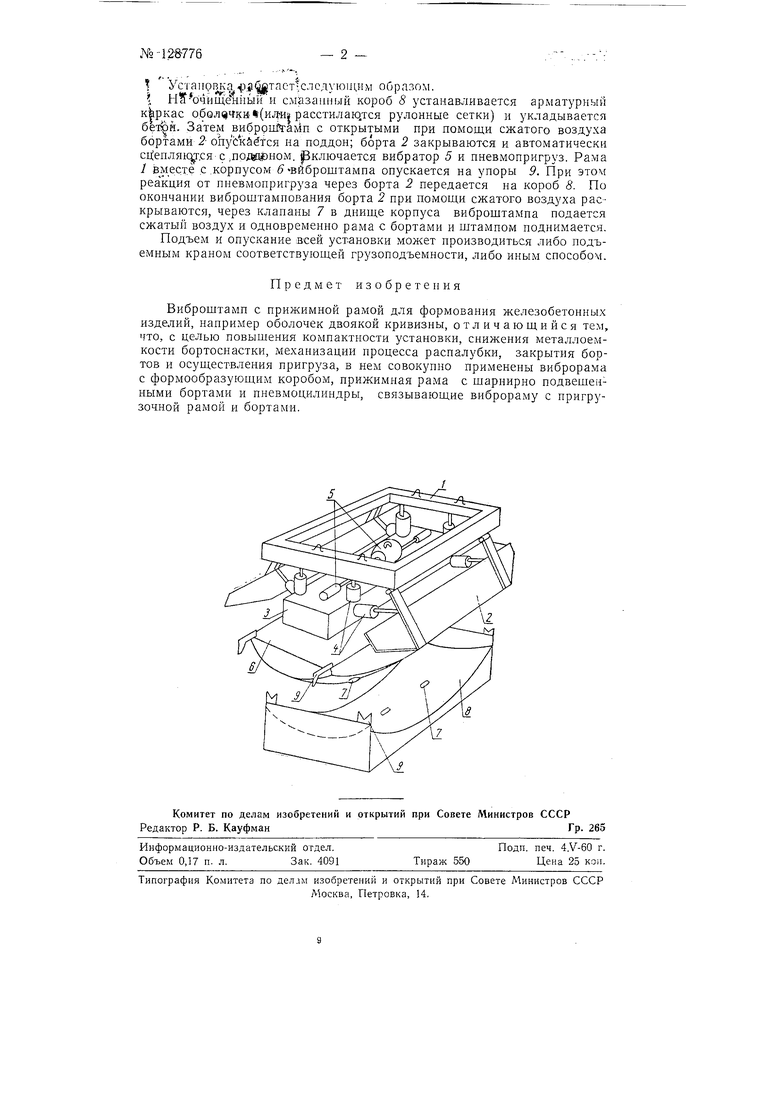
На чертеже показан виброштамп в перспективном изображении.
Виброштамп состоит из onopnoii рамы /, к которой шарнирно прикреплены борта 2. Внутри опорной рамы находится рама 3, которая может перемещаться относительно onopHoii рамы 1 перпендикулярно ее плоскости на 200-300 мм. Перемещение рамы 3 относительно опорной рамы /, а также открывание и закрывание бортов производится сжатым воздухом при полмощи пневмоцилиидров 4 двойного действия. На раме 5 установлен вибратор 5. К раме 3 крепится на разъемных соединениях корпус 6 виброщтампа.
Для лучшего отделения виброштампа от изделия в корпусе виброщтампа устроены воздущные клапаны 7, входя через которые воздух ликвидирует приеос виброштампа к изделию. Такие же клапаны, установленные на поддоне - формообразук;шем коробе 8, облегчают съем изделия с поддона.
Виброустановка позволяет изготавливать сборные железобетонные элементы двоякой кривизны различных размеров, различной формы и толщины как без ребер жесткости, так и с ребрами различных очертаний, в том числе с отверстиями в ребра.х.
Оболочки предпочтителы-га изготавливать выпуклостью вниз, что обеспечивает наилучщее уплотнение бетона в сжато зоне и упрощает конструкцию формообразующего короба 8.
Уста11рвка ф.тг1ст слсдуюи,и,1 образом.
I Н - о4йщен11ыни смазанный короб 8 устанавливается арматурный кЬркас обол(йЧки%(ида расстилаюдся рулонные сетки) н укладывается бетюн. Затем вибрдийал п с открытыми при помощи сжатого воздуха бортами 2-опускается на поддон; борта 2 закрываются и автоматически С1:(епляк: т.ся с ,подданом. |3ключается вибратор 5 и пневмопригруз. Рама / с .корпусом 5 вйброштампа опускается на упоры 9. При этом реакция от нневмонригруза через борта 2 передается на короб 8. По окончании виброштамнования борта 2 при помощи сжатого воздуха раскрываются, через клапаны 7 в днище корпуса виброщтамна подается сжатый воздух и одновременно рама с бортами и щтампом поднимается. Подъем и опускание iBcefi установки может нроизводиться либо подъемным краном соответствующей грузоподъемности, либо иным способом.
Предмет изобретения
Виброщтамп с прижимной рамой для формования железобетонных изделий, например оболочек двоякой кривизны, отличающийся тем, что, с целью повыщения компактности установки, снижения металлоемкости бортоснастки, механизации нроцесса распалубки, закрытия бортов и осуществления пригруза, в нем совокупно применены виброрама с формообразующим коробом, прижимная рама с щарнирно подвещенными бортами и пневмоцилиндры, связывающие виброраму с пригрузочпой рамой и бортами.
| название | год | авторы | номер документа |
|---|---|---|---|
| Подвижная установка для изготовления железобетонных изделий | 1955 |
|
SU112911A1 |
| УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ ЖЕЛЕЗОБЕТОННЫХ КРИВОЛИНЕЙНЫХ ИЗДЕЛИЙ | 2000 |
|
RU2168411C1 |
| УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ ЖЕЛЕЗОБЕТОННЫХ ИЗДЕЛИЙ С КРИВОЛИНЕЙНОЙ ПОВЕРХНОСТЬЮ | 1998 |
|
RU2134636C1 |
| Форма для изготовления криволинейных изделий из бетонных смесей | 1983 |
|
SU1090559A1 |
| Установка для вертикального формования железобетонных изделий | 1989 |
|
SU1653974A1 |
| Многоместная форма для изготовления изделий из бетонных смесей | 1983 |
|
SU1113258A1 |
| УСТАНОВКА ДЛЯ ВЕРТИКАЛЬНОГО ФОРМОВАНИЯ ИЗДЕЛИЙ! | 1970 |
|
SU272867A1 |
| Вибропресс для изготовления бетона | 1974 |
|
SU485873A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ КРУПНОРАЗМЕРНЫХ РЕБРИСТЫХ ПРЕДВАРИТЕЛЬНО НАПРЯЖЕННЫХ ЖЕЛЕЗОБЕТОННЫХ КОНСТРУКЦИЙ | 1999 |
|
RU2154719C1 |
| Опалубка с изменяемыми параметрами для формования железобетонных ригелей | 2024 |
|
RU2827394C1 |
