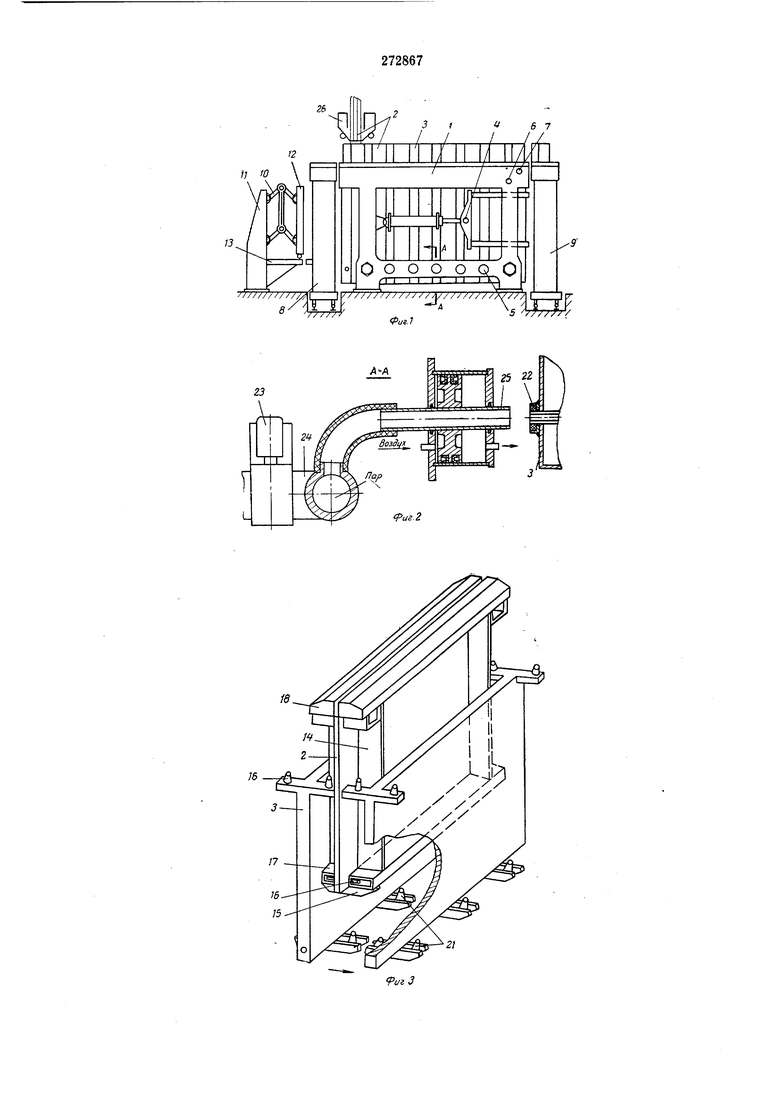
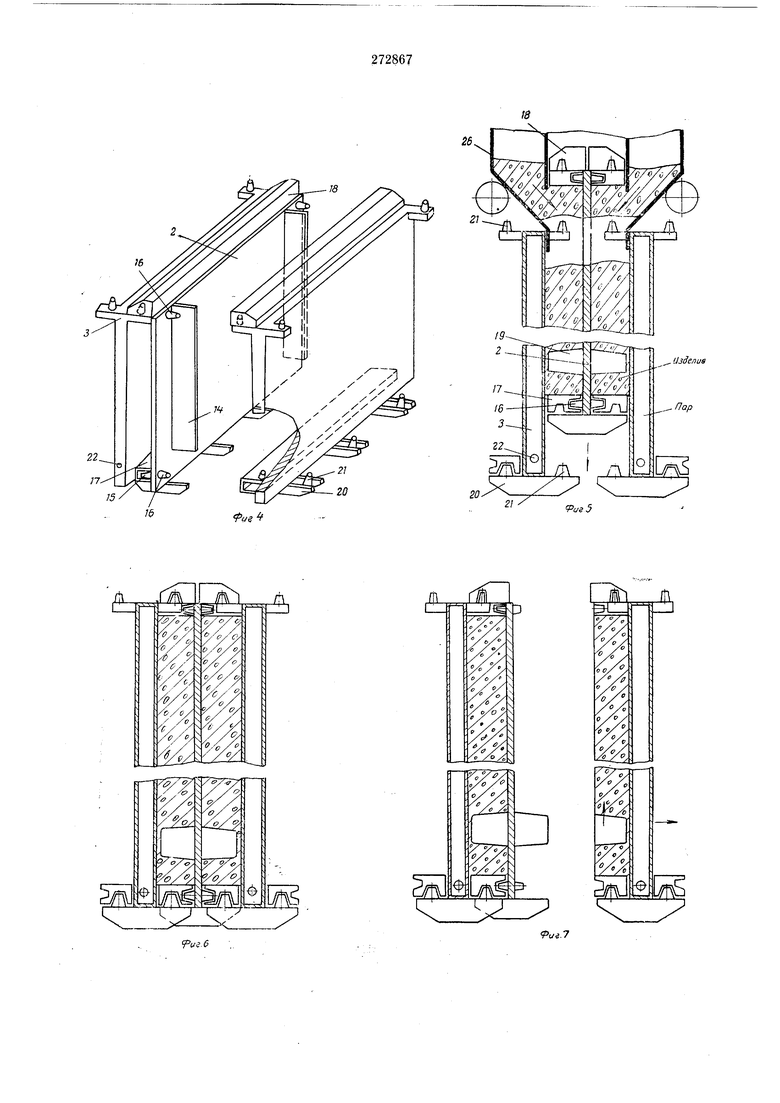
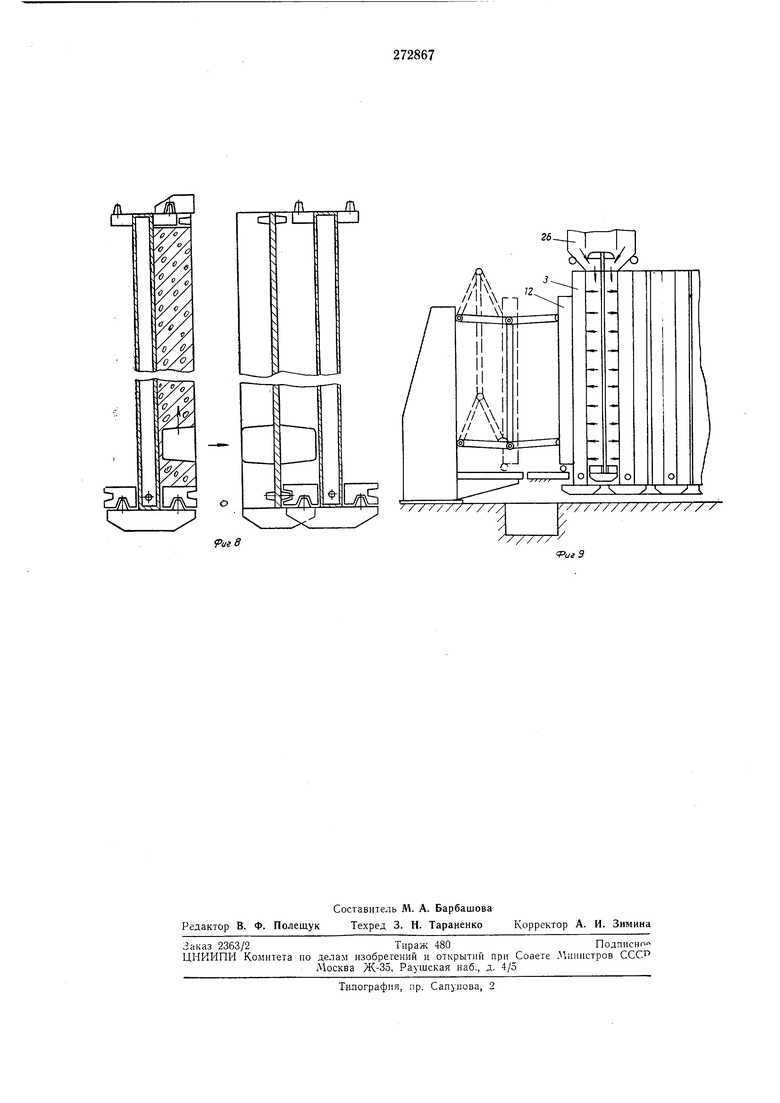
Известны установки для вертикального формования изделий из бетонных смесей методол подвижных щитов, включающие станину с установленными на ролики разделительными листами и щитами, устройство для подачи пара, тележки, механизм перемещения и распалубки. Однако известные установки могут ирименяться только в том случае, когда щиты имеют плоскую новерхиость, без вкладыщей, а для образования в изделиях различных проемов к форме па шпонках кренятся вкладышп, которые при распалубке необходимо удалять, что приводит к значительной нотере рабочего времени. К тому же установкн сложны конструктивно и в эксплуатации. В предлагаемой установке для облегчения распалубки изделий ири жестко установленных вкладыщах и упрощения конструкцни разделительные листы вынолнены с нодвижно установленными горизонтальными бортами, имеюнщми соответственно конусы и отверстия, а устройство для иодачи пара выполнено с пневмоцилиндром и пустотелым штоком. Кроме того, для предотвращения деформаций щитов при формовании изделий механизм перемещения выполнен с прижимной рамой. ты; на фиг. 3 и 4 - иринцип взаимодействия разделительного листа, щитов и перемещаюП1ИХСЯ горизонтальных бортов; на фиг. 5-8 - схема работы перемещающихся горизонтальных бортов; на фиг. 9 - схема взаимодействия крайнего щита с прижимной рамой. На станине / (см. фиг. 1, 2, 3) установлены на роликах разделительные листы 2 и щиты 3. По бокам станины размещены распалубочные механизмы 4 для отрыва разделительиых листов и щитов от изделий, устройство 5 для прерывпстой подачи пара, упорные клпнья 6 и 7, ограничивающие движение пакета издеЛ1п 1 н форм. По торцам станину замыкают тележки 8 и 9 для транспортирования изделий и форм. Механизм для перемещения всего накета форм и изделий вдоль станины представляет собой толкатель (рычажную систему) 10, прикрепленный к стойке //. К толкателю прикреплена рама 12, опирающаяся иа направляющие 13, которая прижимает иакет форм и изделий и предотвращает прогиб крайнего щнта при формовании изделий. К разделительным лнстам прикреплены на щарнирах вертикальные борта 14, снизу приварены поддерживающие кронштейны 15, по краям к листам приварены конусы 16, которые входят в зацеиление с горизонтальными бортами, состоящими из поддопов 17 и крышек 18. Для образования в изделиях различных окон и проемов к разделительным листам приварены вкладыши 19. Щиты 3 представляют собой сварную камеру, снабженную снизу и сверху кронштейнами 20, на которых установлены конусы 21. На торце щита имеется гнездо 22 с резиновым уплотнением для приема пара. Устройство для подачи пара в ш,иты состоит из электропарового клапана 23, ресивера 24 и штоков 25. Установка работает следующим образом. Подъемный механизм 26 бетоноукладчика переносит разделительный лист 2 с горизонтальными бортами (двумя поддонами 17 и двумя крышками 18) в крайнее верхнее положение (см. фиг. 5). При этом весь пакет форм и изделий сжат между механизмом перемещения и клиньями 6 -ц 7. Уплотненный бетон из бункеров бетоноукладчика подается на поддоны 17, и вместе с разделительным листом опускается между щитами 5, заполняя форму. По мере заполнения формы бетоном на крайний щит воздействует возрастающее усилие. Для предотвращения деформации крайнего щита прил имная рама 12 поддерживает этот крайний щит с противоположной стороны. После формования, когда разделительный лист достигает крайнего нижнего положения, поддоны 17 и крышки 18 входят в зацепление с конусами 21 (см. фиг. 6) на кронштейнах щитов. При отходе щита или разделительного листа в направлении, показанном стрелкой, 35 горизонтальные борта всегда остаются на кронштейнах щитов, чем обеспечивается перевод изделия от разделительного листа на щит, необходимый для освобождения изделия от вкладыщей 19 и вертикальных бортов 14, рас- 40 положенных на разделительном листе, и снятия изделия с установки. К торцам станины подходят тележки. Тележка 8 подвозит собранный армированный комплект формы. Упорные клинья б и 7 нри 45 помощи гидравлических цилиндров убираются в гнезда, снимая ограничения пакета форм и изделий, механизм перемещения выталкивает из тележки 8 один комплект формы и продвигает весь пакет изделий на 50 один щаг, равный толщине пакета. При этом одно изделие с разделительным листом и щитом выталкивается на телел ку 9. До заверщения хода механизма перемещения выдвигаются упорные клииья 6 и 7, огра- 55 ничивающие дальнейшее движение пакета и захватывающие крайние разделительные лист и щит. Окончание хода механизма Перемещения создает предварительное сжатие пакета между упорными клиньями и прижимной рамой. После остановки и сжатия пакета в цилиндры устройства для прерывистой подачи пара подается сжатый воздух, специальные пустотелые штоки 25 прижимаются к гнездам 22 и одновременно включается .электропаровой клапан 23 подачи пара. Через ресивер 24, мягкие резиновые шланги и пустотелые штоки пар поступает в щиты для термообработки изделий. На период продвижения пакета автоматически отключается подача пара, и пустотелые штоки отходят от гнезд, пропуская шиты. При иомощи распалубочных механизмов 4 и упорных клиньев б и 7 от комплекта, находящегося на тележке 9, отводятся поочередно крайние разделительные лист и щит. При этом изделия освобождаются от вкладышей 19 и вертикальных бортов 14, которые остаются на разделительном листе. Для обеспечения отвода изделий от разделителы-юго листа все грани вкладышей выполнены с уклоном в сторону щита, а вертикальные борта прикреплены к листам на подвижной подвеске, например шарнирной. Освободившиеся от формы изделия снимают мостовым краном или другим устройством, а разделительные лист и щит отправляют на телел ;ке на чистку, сборку и армирование, После этого цикл работы установки повторяется. Предмет изобретения 1. Установка для вертикального формова ния изделий из бетонных смесей методом подвил :ных щитов, включающая станину с установленными на ролики разделительными листами и щитами, устройства для подачи пара, тележки, механизм перемеп1,ения и распалубки, отличающаяся тем, что, с целью облегчения распалубки изделий при жестко установленных вкладышах и упрощения конструкции установки, разделительные листы выполнены с подвижно установленными горизонтальными бортами, имеющими соответственно конусы и отверстия, 2. Установка по п. 1, отличающаяся тем, что устройство для подачи пара выполнено с пневмоцилиндром и пустотелым щтоком. 3. Установка по п. 1, отличающаяся тем. что, с целью предотвращения деформации щитов при формовании изделий, механизм перемещения выполнен с прижимной рамой.
26
12
i О
3 Ч 6
1/ / /
| название | год | авторы | номер документа |
|---|---|---|---|
| Кассетная установка для формованияиздЕлий из бЕТОННыХ СМЕСЕй | 1978 |
|
SU808306A1 |
| УСТРОЙСТВО ДЛЯ ФОРМОВАНИЯ ТЕПЛОИЗОЛЯЦИОННЫХ ИЗДЕЛИЙ | 1972 |
|
SU358172A1 |
| ГТПГГШПТШЧЕОНБИБЛИОТЕКА | 1972 |
|
SU339413A1 |
| УСТАНОВКА ДЛЯ ФОРМОВАНИЯ МНОГОПУСТОТНЫХ ЖЕЛЕЗОБЕТОННЫХ ИЗДЕЛИЙ | 1973 |
|
SU394205A1 |
| Кассетная установка для изготовленияСТРОиТЕльНыХ издЕлий | 1979 |
|
SU841982A1 |
| Кассетная установка для формования изделий из бетонных смесей | 1983 |
|
SU1129079A1 |
| ФОРМУЮЩАЯ УСТАНОВКА | 2022 |
|
RU2792295C1 |
| Установка для изготовления строительных изделий | 1980 |
|
SU992192A1 |
| ДВУХЪЯРУСНЫЙ СТАН для ИЗГОТОВЛЕНИЯ ЖЕЛЕЗОБЕТОННЫХ НЗДЕЛИЙВСЕСОЮЗНАЯliAKHTBO^T^KliH'infAfБИБЛИОТЕКА | 1971 |
|
SU306002A1 |
| Кассетная форма для изготовления железобетонных панелей | 1990 |
|
SU1771974A1 |
о о о о о Q о
I I I J II г
5/ ;
18
/Д////////// /
5 ТТТТТГ/
ФигЛ
(риг.г
21
;б
иг5
Чиг.е
г4Ц
Pai.7
Pui8
/7
/////
