1
Изобрет.ение относится к сварке чногослойиых заготовок под прокатку 9 ленту для изготовления термоэлементов измерительных приборов.
Цель изобретения - повьшение качества соединений заготовок путем предупреждения образования горячих трепшн.
На фиг.1 приведена схема подготовки под сварку двух заготовок; на фиг.2 - сечение сварного шва после сварки за один проход плавящимся электродом;, на фиг.З - схема .крис- таллизации сварочной ванны.
Многослойные заготовки, содержа- щие наружные активный и пассивный слои, а также промежуточный слой и§ металла с повьшенной теплопроводностью, собирают встык с зазором, равным толщине заготовок, и сваривают со стороны пассивного слоя с подачей присадочного металла. Проце сварки ведут с принудительным охлаждением металла со стороны активного слоя, при этом сварочную ванну и зону термическбго влияния со стороны активного слоя охлаждают со скорос- .тью, в 2-3 раза большей скорости охлаждения ее со стороны пассивного слоя, поддерживая температуру свароной ванны на границе пассивного и промежуточного слоев на 200-250% ниже температуры непрерьшного соли- дуса. Заготовки с активным слоем на основе марганца сваривают с присадочной проволокой из тугоплавка сплавов аустенитного класса, содержащих никель, хром и молибден с содержанием последнего в пределах от 10 до 20%.
Повьшение пластичиости соединения достигается тем, что исключаются условия образования горячих трещин - в момент нарастания напряжений и де- формаций, поскольку температуру сварочной ванны на границе пассивного и промежуточного слоев за счет принудительного охлаждения поддерживают на 200-250 с ниже температуры неравновесного солидуса, т.е. активный и промежуточный слой заготовок, которые обладают наибольшим коэффициентом линейного расширения, находятся практически в твердом состоянии с большим запасом пластичности и при кристаллизации сварочной ванны на уровне пассивногс хотя и будут деформироваться, но без образования
, с ,
fO
f5
2890072
трещин в корне шва, так как в этой части закристаллизовавшийся шов обладает достаточной пластичностью. Верхняя часть сварочной ванны из-за различной скорости охлаждения кристаллизуется медленнее, чем «нижняя часть ванны, поэтому и верхней части ванны образуются сжимающиеся напряжения, которые полностью исключают образование трещин и в верхней части со,единения« Оптимальная доля , участия основного металла в образовании соединения достигается за счет создания зазора в стыке свариваемых заготовок, равного их толщине.
Способ осуществляют следующим . образом. Две заготовки I и 2 (см. , фиг.1), каждая из которых состоит из пассивного 3, промежуточного 4 и активного 5 слоев, собирают с зазором d , равным толщине заготовкиS , при этом со стороны слоя 5 устанавливают приспособление 6 (см, фиг.2), в полость 7.которого подают хладагент для охлаждения корневой части соединения. В полость 8 приспособления 6 подают защитный газ. Затем начинают : процесс сварки плавящимся электродом (см.; фиг.З) или неплавящимся электродом с подачей присадочной проволо- ки. При этом электрод располагают со стороны пассивного слоя 3, нижнюю часть сварочной ванны 9 (см. ) охлаждают со скоростью V,, (2-3)V,jp, , 3 результате чего часть ванны 9 в жидком состоянии будет находиться.весьма короткое время и металл в этой части волны будет кристаллизоваться быстрее, чем в верхней части ванны 10. При сварке пеплавящимся электродом за два прохода первый проход выполняют с расплавлением кфомок активного и пртэме20
2.Ч
30
31
40
жуточного слоев, а второй проход - с расплавлением кромок пассивного слоя.,
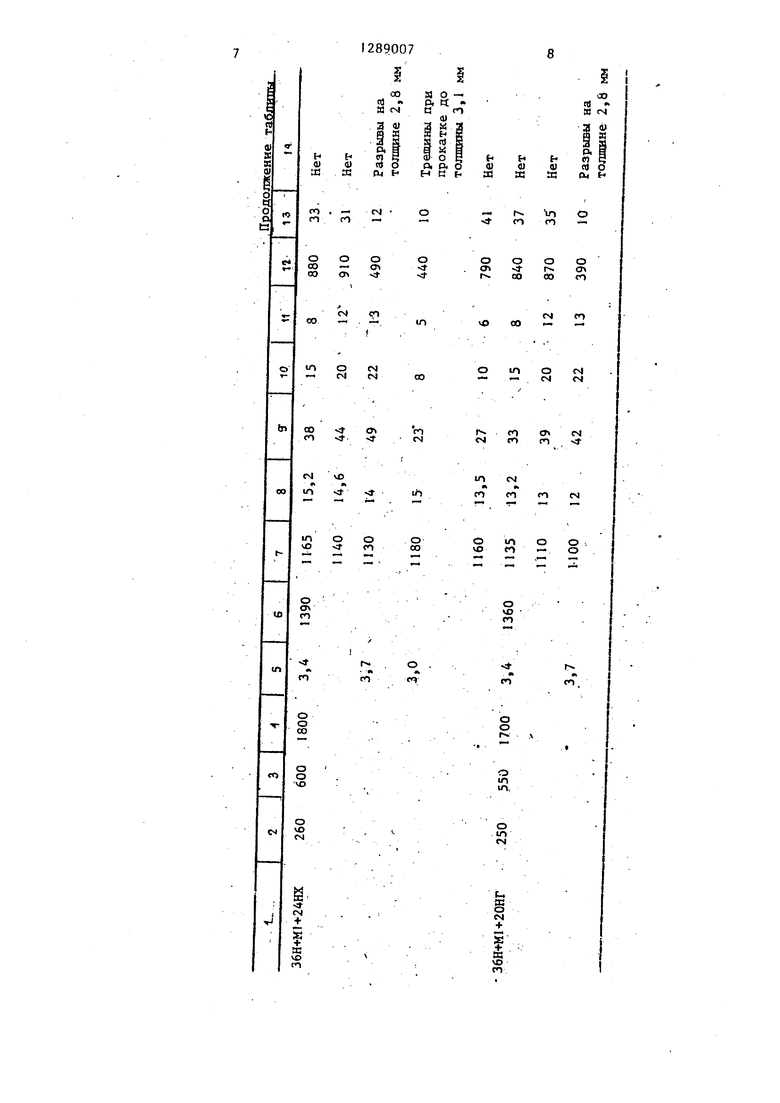
if р и м е р. Производили сварк у в лабораторных и заводских условиях стыковьпс соединений трехслоййых заготовок для изготовления термоэлементов .следующих сочетаний: пассивный слой из сплава ийвар 36Н, промежу- точньш слой из меди Ml, активный слой из сплавов трех марок - 75ГНД
(Wn основа, Ni 14-16%, Си 9,5-11%), 24НХ (Fe - основа, Nt 23- 23%, Сг 2-3%), 20НГ (Fe - основа, Ni 19-21% , Мп 5,5-6,5%). В ка- естве Присадки использовали в лабо-раторных условиях опытные плавки проволоки на основе никеля с содержанием хрома 15% и молибдена в пределах от 6 до 25%, а при сварке в заводских - проволоку марки Св . 06X15H65MI5 (Ni - основа, Сг - 15%, Мо - .14,6%).
Сваривали пластины заготовок тол-, щйной 3,4 мм, используя специальные стенды для жесткого закрепления заготовок с заданным зазором и приспособления для охлаждения металла сварного соединения с заданной скоростью. Скорость охлаждения определяли с помощь термопар и осциллограм термического ; цикла сварки.
Сварёйныё заготовки подвергали :прокатке на стане 400 в два этапа: вначале прокатывали заготовку до толщины 2 мм, а затем - до толщины 1,0-1,2 мм. После первого этапа прокатки заготовку подвергали термической обработке при 800-850°С. Результаты испытаний и другие характеристики процесса сварки плавящимся электродом приведены в таблице, данные которой показывают что сборку соединений следует производить с за- ,зором, равным трлпине заготовок,скорость охлаждения металла корневой части соединения должна быть в 2- 3 раза больше скорости охлаждения металла верхней части соединения, а температуру металла на уровне активного и промежуточного слоев следует поддерживать иа 200-250 С ниже температуры неравновесного солидуса. При таких оптимальных режимах достигается высокая пластичность соединения и предупреждается образование трещин как при сварка так и при прокатке сваренной заготовки в ленту.
При сварке -заготовок иеплавящимся электродом за два прохода.получены аналогичные результаты, как и при сварке плавящимся электродом, яри этом дпя сварки заготовок с активным слое на основе марганца иеобходшю
12890074
волоке меньше 10%, то границы зерен недостаточно упрочнены и в шве Об-; разуются трещины, а если содержание молибдена в проволоке больше 20%,
г то резко снижается пластичность соединения и при прокатке в нем обра- зуются трещины.
Использование изобретения позволило повысить качество сварных соедиЮ нений за счет повьщ1ения пластических свойств в 2 раза, уменьшить трудоемкость подготовки кромок иа 90%, обеспечить прокатку длинномерных заготовок без трещин в местах сварных
5 соединений и получить экономический эффект.
Формулаизобрет. ения
20
25
1. Способ сварки плавлением многослойных заготовок, преимущественно для изготовления термоэлементов, со- . держащих наружные активньй и пассив- ньй , при котором заготовки собирают встык с зазором, а сварку осуществляют с подачей присадочной пр)оволоки со стороны пассивного слоя и принудительным охлаждением со стороны активного слоя, отличаю-. 30 -.щ и и с я тем, что, с целью повыще- нйя качества соединений заготовок термоэлементов, содержащих промежуточный слой из металла с повыщенной теплопроводностью, путем /повьтения пластичности соединения, зазор между заготовками устанавливают равным тол щине заготовок, сварочную ванну и зону термического влияния со стороШ) активного слоя охлаждают со с.(о рос с 1 к в 2-3 раза большей скорости охлаждения ее со стороны пассивного слоя, поддерживая температуру сварочной ваниы на границе пассивного и промежуточного tinoea на 200-250 С ниже температуры неравновесного солидуса 2. Способ по п.1, о т Л и ч а ю- щ и и с я тем, что сварки загото- вок с активным слоем на основе йар- ганца используют проволоку из спла35
40
45
использовать аусте.нитный сплав с со- BOB аустенитного класса, содерхашпс
держанием молибдена в пределах отникель, хром и молибден с содержа10 до 20%, Опытным путем установлено ,jнием последнего в пределах от 10 до
что если содержание молибдена в про-20%,
Формулаизобрет. ения
1. Способ сварки плавлением многослойных заготовок, преимущественно для изготовления термоэлементов, со- . держащих наружные активньй и пассив- ньй , при котором заготовки собирают встык с зазором, а сварку осуществляют с подачей присадочной пр)оволоки со стороны пассивного слоя и принудительным охлаждением со стороны активного слоя, отличаю-. щ и и с я тем, что, с целью повыще- нйя качества соединений заготовок термоэлементов, содержащих промежуточный слой из металла с повыщенной теплопроводностью, путем /повьтения пластичности соединения, зазор между заготовками устанавливают равным тол щине заготовок, сварочную ванну и зону термического влияния со стороШ) активного слоя охлаждают со с.(о рос с 1 к в 2-3 раза большей скорости охлаждения ее со стороны пассивного слоя, поддерживая температуру сварочной ваниы на границе пассивного и промежуточного tinoea на 200-250 С ниже температуры неравновесного солидуса 2. Способ по п.1, о т Л и ч а ю- щ и и с я тем, что сварки загото- вок с активным слоем на основе йар- ганца используют проволоку из спла
BOB аустенитного класса, содерхашпс
N U 32


| название | год | авторы | номер документа |
|---|---|---|---|
| Способ автоматической дуговой сварки | 1984 |
|
SU1169271A1 |
| СПЛАВ НА НИКЕЛЕВОЙ ОСНОВЕ ДЛЯ ИЗГОТОВЛЕНИЯ СВАРОЧНОЙ ПРОВОЛОКИ | 1993 |
|
RU2080973C1 |
| СПОСОБ ЛАЗЕРНО-ДУГОВОЙ СВАРКИ ПЛАВЯЩИМСЯ ЭЛЕКТРОДОМ СТЫКОВЫХ СОЕДИНЕНИЙ ИЗ АЛЮМИНИЕВЫХ СПЛАВОВ | 2014 |
|
RU2572671C1 |
| СПОСОБ ЛАЗЕРНО-ДУГОВОЙ СВАРКИ ВЕРТИКАЛЬНЫХ СТЫКОВ ТОЛСТОЛИСТОВЫХ СТАЛЬНЫХ КОНСТРУКЦИЙ | 2014 |
|
RU2578303C1 |
| СПОСОБ СВАРКИ ВОЛОКНИСТЫХ КОМПОЗИЦИОННЫХ МАТЕРИАЛОВ | 1988 |
|
RU1541902C |
| СПОСОБ ДУГОВОЙ СВАРКИ МЕДИ И МЕДНО-НИКЕЛЕВЫХ СПЛАВОВ СО СТАЛЬЮ | 2011 |
|
RU2470752C1 |
| СПОСОБ АВТОМАТИЧЕСКОЙ ОДНОПРОХОДНОЙ СВАРКИ ПЛАВЯЩИМСЯ ЭЛЕКТРОДОМ В ИМПУЛЬСНОМ РЕЖИМЕ ГЕТЕРОГЕННЫХ НИКЕЛЕВЫХ СПЛАВОВ | 2024 |
|
RU2828444C1 |
| СПОСОБ ВОССТАНОВЛЕНИЯ НАПЛАВКОЙ ПОВЕРХНОСТЕЙ КАТАНИЯ | 1997 |
|
RU2143962C1 |
| Способ дуговой сварки | 1984 |
|
SU1165540A1 |
| Способ сварки сформованной трубной заготовки с индукционным подогревом | 2017 |
|
RU2660540C1 |

Изобретение Относится к сварке многослойных йаготоЬок под прокатку в ленту для изготовления термоэле- jMeHTOB.измерительных приборов. С це- . :Пъю првьшения пластичности сварного /соединения многослойные заготовки, содержащие наружные активный и пассивный слои, а также промежуточный слой из материала с повышенной теплопроводностью, собирают встык с зазором, равным толщине заготовок, и сваривают со стороны пассивного слоя. Процесс сварки ведут с принудительным охлаждением металла со стороны активного слоя. Сварочную ванну и зону термического влияния со стороны активного слоя охлаждают со скорое- тью, в 2-3 раза большей скорости охлаждения ее со стороны пассивного слоя, поддерживая температуру сва- рочной волны на границе активного и промежуточного слоев на 200-250°С ниже температуры иера вновесного соли- дуса. Повышение пластичности соединения достигается предупреждением : образования горячих TpfeBpiH. I з.п, ф-лы 3 ил., 1 табл. , .V. (Л с: to (Х tiO
о r
4t
О 1Л
со
Ю
ю
ю
(N
CNI
ГО
о
Ti
Г
CpU8.i
R2S
S:c
CV
K -ЯЬ V.
tS
CV
Г;
4
Nr
ar/
i7r/.
-Составитель A.Пастухов
Редактор Т,ЗубковаТехред М.ХоданичКорректор.М.Демчик
Л L аг «-ввмивв -т-г- шнм Н Ь4няп ,w«. -1- 1
j Заказ 1094 : ..Подписное
. . . ВНШВШ Государственного комитета СССР
; . .по делам 13обрегений и открытий J13035, Москва, Ж-35, Раушска на.б,, д 4/5
Проиэводствеико-полиграфическое предприятие, г, Ужгород, ул. Проектная, 4
.J
| Способ получения на волокне оливково-зеленой окраски путем образования никелевого лака азокрасителя | 1920 |
|
SU57A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
| Приспособление с иглой для прочистки кухонь типа "Примус" | 1923 |
|
SU40A1 |
| Видоизменение прибора для получения стереоскопических впечатлений от двух изображений различного масштаба | 1919 |
|
SU54A1 |
