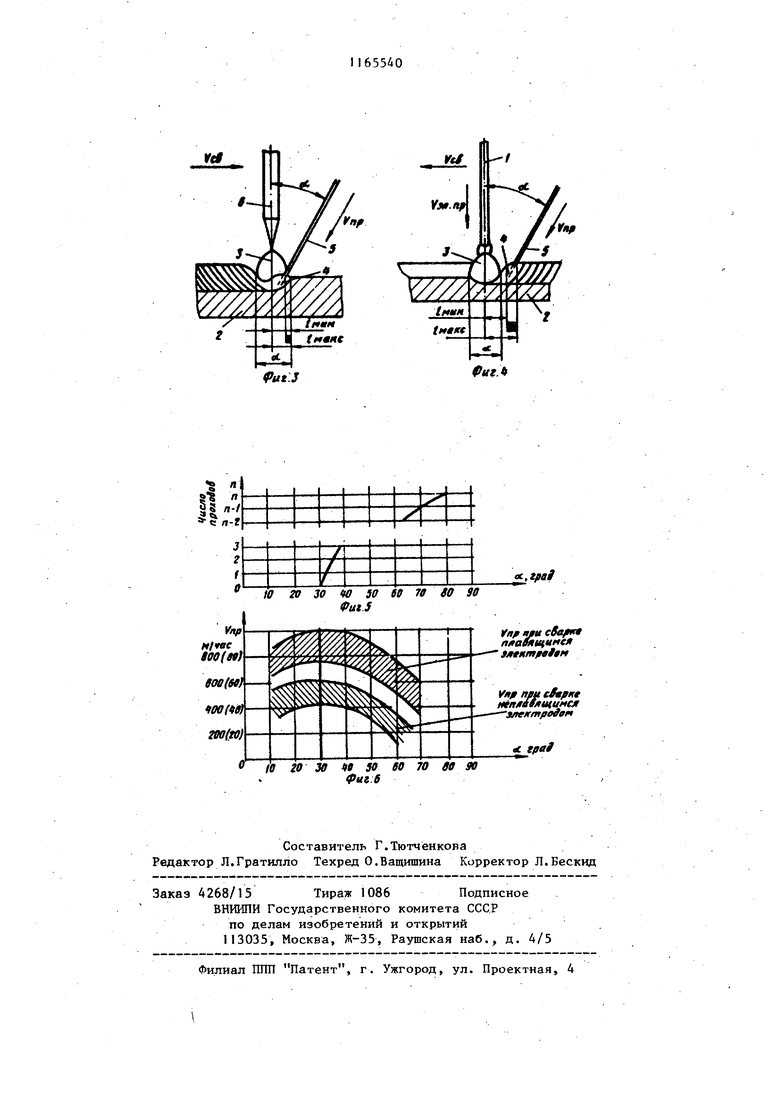
Изобретение относится к области сварки, в частйости дуговой, в среде защитных газов плавящимся и неплавящимся электродом с подачей присадочной проволоки, когда необходимо сваривать большие толщины в узкую разделку в различных пространственных положениях, и может найти применение в любой отрасли народного хозяйства, особенно в энергетическом машиностроении, химическом судостроении и нефтеперерабатывающей промьщ ленности для сварки неповоротных стьжов труб. Целью изобретения является улучще шие качества и повьш1ение производительности при сварке в различных пространственных положениях в узкую разделку. Предложенный способ дуговой сварки позволяет вести сварку каждого прохода, например, неповоротНых стыков больших толщин с УЗКОЙ разделкой при максимальной производительности и хорошем формировании шва. Это происходит потому, что.в глубине узкой разделки жидкий металл дополнительно удерживается кромками разделки, а также возникающими за счет смачивания жвдкого металла с кромками силами поверхностного натяжения, в результате чего можно удерживать ванну большего объема. Поэтому при свар ке в глубине разделки угол наклона проволоки относительно электрода coc тавляет 30, а по мере заполнения разделки его увеличивают до 50 . С увеличением углов уменьшается CKOpotTb плавления проволоки. Поэтом при сварке в глубине разделки, когда угол ееподачи относительно электро да составляет 30 , скорость подачи проволоки максимальная. При вьшолнении последующих облицовочных проходов, .когда разделка заполнена, сложно удерживать ванну в различных пространственных положениях, поэтому не обходимо уменьшить ее объем. Для это го угол наклона присадочной проволок увеличивают до 70-80 ; при этом уменьшается скорость ее плавления, а жидкую ванну, объем которой уменьшается, дополнительно удерживают этой же проволокой. При этом с увеличением наклона угла присадочной проволоки относительно электрода плавно уменьшают в 1,5-2 раза скорость пода чи присадочной проволоки по сравнению с первыми проходами, так как она не успевает плавиться, и процесс не пойдет. Причем проволоку вводят в ванну на расстоянии 0,4-0,75 диаметра активного пятна. При сварке неплавящимся электродом плавление проволоки происходит в основном в пределах активного пятна. Поэтому с увеличением угла наклона место ввода проволоки смещают к периферии, но при этом уменьшают скорость ее плавления, а следовательно, подачи. Величину смещения присадочной проволоки к периферии активного пятна обеспечивают на расстояние 0,4-0,6 диаметра активного пятна. В этом случае ванну легче удержать в нужном положении с помощью присадочной проволоки. При сварке плавящимся электродом присадочную проволоку в сварочную ванну подают на расстоянииот оси электрода на 0,65-0,75 его диаметра Это позволяет заморозить часть объема жидкой ванны и ул чшить формирование шва, не уменьшая в целом производительность процесса. На фиг.1 показана схема подачи присадочной проволоки при сварке первых проходов в глубине разделки кромок; на фиг.2 - то же, при йварке проходов после заполнения разделки; на фиг.З - схема подачи присадочной проволоки при сварке неплавящимся электродом; на фиг.4 - то же, при сварке плавящимся электродом; на фиг.5 - графическая взаимосвязь номера сварочного прохода с углом наклона присадочной проволоки относительно оси электрода; на фиг.6 - графическая взаимосвязь скорости пода- , чи присадочной проволоки с углом ее наклона относительно оси электрода. Способ осуществляется следующим образом. В глубине разделки между электродом 1 и изделием 2 зажигают дугу 3 и в сварочную ванну 4 подают присадочную проволоку 5 на расстоянии 0,4-0,75 диаметра активного пятна дуги от оси электрода 1 на изделии 2 (фиг.2). Угол наклона oi проволоки 5 относительно оси электрода 1 обеспечивают в пределах 30 . В этом случае скорость плавления проволоки 5, а . следовательно, ее подачи максимальна (фиг. 6). При заполнении последующих проходов в результате нагрева основного
и наплавленного металла объем ванны
4возрястае . Поэтому необходимо уменьшить объем металла, получаемого от расплавления проволоки 5. Для этого угол 0 увеличивают до 50 (фиг.5), а скорость подачи проволоки
5соответственно уменьшают (фиг.6). При увеличении (X, более 50 заметно снижается скорость плавления присадочной проволоки 5 Изаполнение разделки происходит медленнее, т.е. резко падает производительность процесса, а это невьггодно при вьтолнении первых проходов в губине разделки.
В момент, когда разделка кромок заполнена и необходимо выполнять два последних облицовочных прохода, практически осуществлять наплавку на наружную поверхность изделия 2, угол 0., наклона проволоки 5 увеличивают до 70-80° (фиг. 2) .
Если во время сварки облицовочных проходов присадочную проволоку 5 (фиг.2) подавать в сварочную ванну 4 под углом менее 70 , то проволока 5 плавится еще достаточно быстро и образуется большой объем жнцкого металла. Так как кромок, которые могли ,бы за счет сил поверхностного натяжения, возникающих при смачивании их жидким металлом, удерживать этот объем, практически нет, то одной проволоке 5 удерживать жвдкую сварочную ванну 4 в различных пространственных положениях становится невозможным, что сразу сказывается на качестве сварного соединения.
Если проволоку 5 при сварке облицовочных проходов подавать в сварочную ванну 4 под угломоС больше 80, то она начинает плавится настолько медленно и нестабильно, что качество шва опять становится хуже. Однако для получения высоких, качества сварочного соединения и производительности процесса при сварке в различных положениях больших толщин с узкой разделкой только этих операций недостаточно. Поэтому в процессе сварки всего соединения от прохода к проходу плавно уменьшают в 1,5-2 раза относительно первого прохода скорость подачи в сварочную ванну 4 присадочной проволоки 5. Из конкретной зависимости между Vnp f(o6) (фиг.6) следует, что при уменьшении Vpp меньше, чем в 1,5 раза, чтобы происходил процесс ее плавления.
нужно подавать проволоку в свароч гук) ванну 4 под углом менее 50 от юсительно оси электрода 1, т.е. можно сваривать лишь первые проходы, а на последующих и облицовочных, где угол подачи присадочной проволоки 5 относительно оси электрода I увеличивают до 80 , проволока 5 плавится
медленнее и, если скорость V
ее
пр
10
подачи еще не уменьшить, в нерасплавленном виде утыкается в кромки разделки. При изменении больше, чем в два раза, возможно нарушение процесса сварки: плавление, присадочt5 ной проволоки 5 в электрической (сварочной) дуге 3 и капельный ее перенос в сварочную ванну 4, что значительно снижает качество сварки в пространственных положениях. Кроме 0 того, для достижения высокого качества сварного соединения путем улучшения условий формирования шва очень важно в какую область сварочной ванны 4 вводят присадочную проволоку 5.
сварке неплавящимся электродом 6 плавление присадочной проволоки 5 происходит главным образом в активном пятне электрической (сварочной) дуги 3 на поверхности сварочной ванны 4. Поэтому смещение сварочной проволоки 5 больше, чем на 0,6d (диаметра активного пятна), т.е. за зону активного пятна, приводит к нарушению ее плавления из-за тепловой
5 энергии, что значительно ухудшает условия формирования шва (фиг.,3). При значениях 1 меньше, чем 0,4d, присадочная проволока 5 начинает быстрее плавится, чем при угле об ее
0 подачи в сварочную ванну 4, при котором ведется процесс, что также приводит к нестабильности процесса и к ухудшению условий формирования шва (фиг.6). При сварке плавящимся
5 электродом I объем сварочной ванны 4 больше, чем при сварке непланящимся электродом 6, что позволяет использовать тепло, вьщеляемое при кристаллизации ванны 4, для плавления проволоки 5, осуществлять замораживание ванны 4, что благоприятно для удержания жидкого металла последней в различных пространственных положениях. В этом случае присадочную прополоку 5 подают в сварочную ванну 4 на расстоянии от оси электрода 1 0,650,75 его диаметра. При змачеипнч меньше, чем 0,65 d, приса и)чм.э ii|f
волока 5 приближается к электрической (сварочной) дуге 3/ возрастают скорость ее плавления и соответственно объем ванны А, что ухудшает формирование шва. При ,значении больше 0,75 d нарушается плавление проволоки и ухудшается качество сварки
Пример осуществления способа. . Лабораторные исследования способа дуговой сварки осуществляют на сварочной установке 53.28 с механизированным узлом корректировки мундштука относительно оси электрода: по углу наклона проволоки и места ее ввода в ванну. Сварку проводят неплавящимся и плавящимся электродами в среде аргона с дополнительной подачей присадочной проволоки поворотньрс стыков труб d 219x28 мм из стали Х1218М10Т. Электродная и присадочная проволока марки св. -04X19Н11МЗ, диаметр I мм. На стыках труб выполняют щелевую разделку кромок шириной 7 мм и глубиной 22 мм. Используют стандартный источник сварочного тока ВДУ-302. Сварка плавящимся электродом с присадочной
проволокой дамя в тябл.I, Сварка неплавятнмсн электродом с.пр1Ладочной пронолокой дана в та.бл.2
Проведенный после вьтолнения сварки на режимах, указанных в табл.1 и 2, визуальный и металлографический контроль показал высокое качество 0 сварных птвов.
Предложенный способ позволяет улучшить качество сварного соединения на 20-25% за счет .улучшения условий формирования шва в различных 5 пространственных положениях путем регулирования величины объема жидкого металла и его распределения в пределах сварочной ванны в каждом сварочном проходе при сварке больших 0 толщин в узкую разделку. Кроме того, предложенный способ позволяет увеличить производительность процесса , сварки больших толщин в узкую разделку в различных пространственных положениях в 1,8-2,0 раза за счет регулирования количества расплавляемой присадочной проволоки, которой заполняется разделка от прохода к проходу.
Таблица 1

| название | год | авторы | номер документа |
|---|---|---|---|
| Способ импульсно-дуговой сварки неплавящимся электродом | 1981 |
|
SU988489A1 |
| Способ автоматической дуговой сварки | 1984 |
|
SU1169271A1 |
| Способ дуговой сварки плавящимся электродом в узкую разделку | 1982 |
|
SU1061956A1 |
| Способ дуговой сварки неплавящимся электродом | 1982 |
|
SU1031677A1 |
| Неплавящийся электрод | 1980 |
|
SU889351A1 |
| Способ импульсной дуговой сварки неплавящимся электродом | 1981 |
|
SU965661A1 |
| Способ гибридной лазерно-дуговой сварки | 2017 |
|
RU2640105C1 |
| Способ регулирования процесса дуговой сварки | 1983 |
|
SU1311886A1 |
| Способ дуговой двухэлектродной механизированной сварки | 2019 |
|
RU2724759C1 |
| Способ регулирования процесса сварки плавлением | 1982 |
|
SU1136905A1 |
СПОСОБ ДУГОВОЙ СВАРКИ, при котором выполняют разделку кромок, а сварку ведут в несколько проходов с подачей присадочной проволокн, угол наклона которой относительно электрода изменяют в процессе сверг ки, отличающийся тем. что, с целью улучшения качества и повьппения производительности при сварке в различных пространственных положениях в узкую разделку, угод наклона присадочной проволоки увеличивают от 30 до 50 на первых сварочных проходах и от 70 до 80° на двух последних облицовочных проходах, а скорость подачи ее плавно уменьшают в 1,5-2 раза по сравнению с первым проходом, при этом присадочную проволоку подают в сварочную ванну со смещением от оси электрода к периферии активного пятна дугн при сварке неплавящимся электродом на расстояние 0,4-0,6 диаметра активного пятна, а при сварке плавящимся электродом - на расстояние 0,65-0,75 диаметра активного пятна. IfZ./
120 22
Возбуждение дуги
Образование сварочной ванны и углубление дуги в дно разделки
Перемещение дуги и подача присадочной проволоки (сварка первого прохода)
Сварка второго прохода
Сварка третьего прохода
Сварка четвертого
(замыкающего)
прохода
16
2,5
80
U
9,1
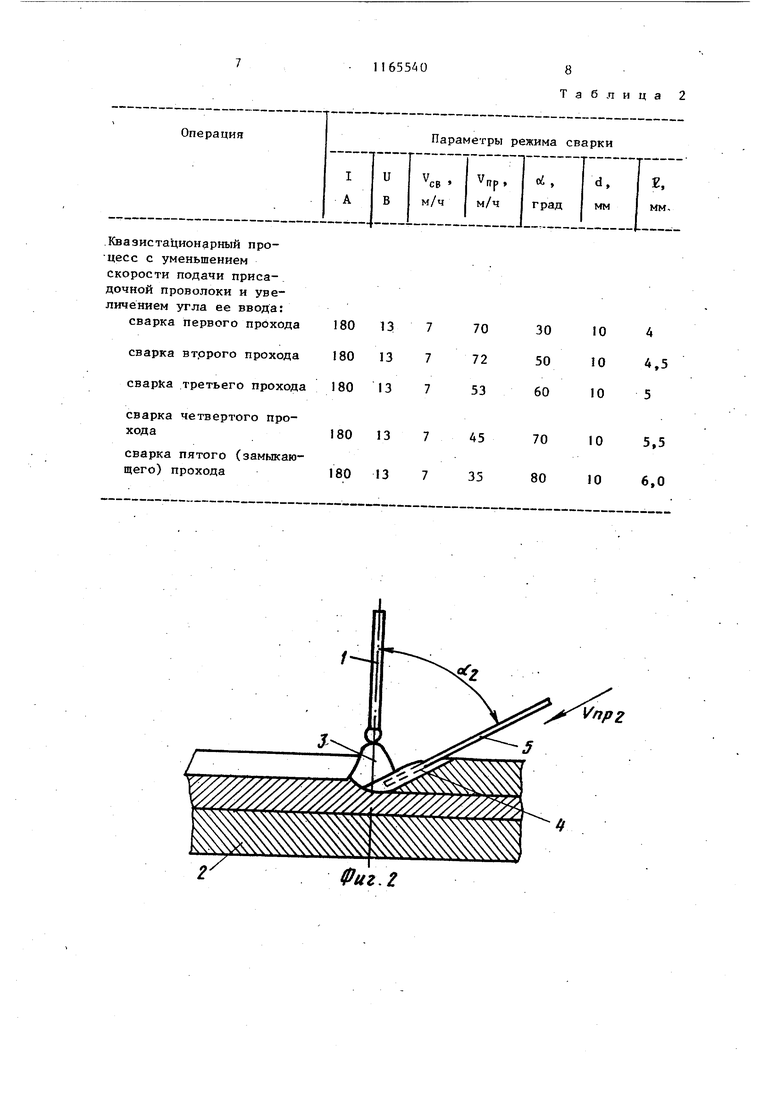
Квазистационарный процесс с уменьшением скорости подачи приса-, дочной проволоки и увеличением угла ее ввода:
Таблица 2
Vnpz
Фиг. 2
ut.J
Фиг. It
| Способ дуговой сварки плавящимся электродом | 1977 |
|
SU633688A1 |
| Авторское свидетельство СССР по заявке № 3254039/25-27, 24.1|.84 | |||
| РАБОЧЕЕ КОЛЕСО ТУРБИНЫ И ТУРБОМАШИНА, СОДЕРЖАЩАЯ ТАКОЕ РАБОЧЕЕ КОЛЕСО | 2009 |
|
RU2511915C2 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
