Изобретен.;е относится к металлургической Г ромы тленности и может быть использовано при модернизации оборудования для резки проката.
Целью изобретения является повышение точности определения положения упора.
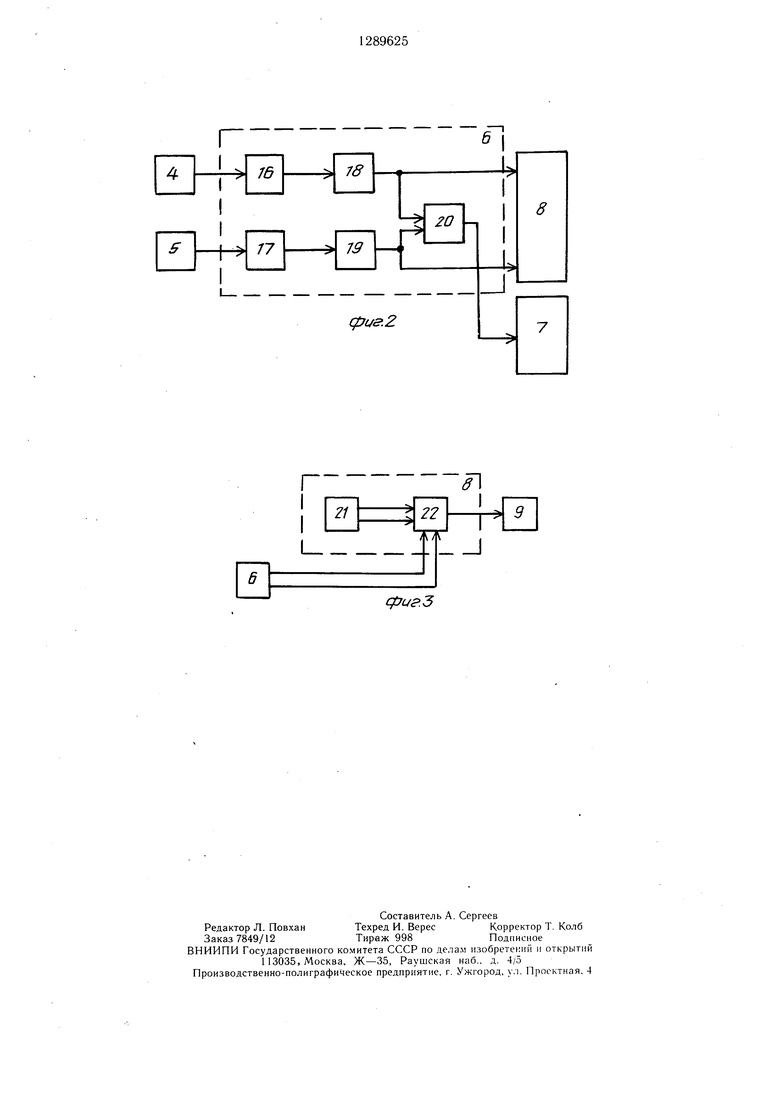
На фиг. 1 представлена структурная схема указателя перемещения упора; на фиг. 2 - функциональная схема формирователя строба коррекции; па фиг. 3 - блок уставок коррекции.
Указатель перемещения упора (фиг. 1) содержит датчик 1 угол-код, кинематически связанный с упором 2, перемещающимся на станине 3. Выходы датчиков 4 и 5 коррекции подсоединены к входам формирователя 6 строба коррекции, первый выход которого соединен со стробируюишм входом регистра 7, а второй и третий выходы - с входами блока 8 уставок коррекции, выход которого подсоединен к первому входу сумматора 9, второй вход которого соединен с выходом датчика 1 угол-код и с первым входом сумматора 10. Выход сумматора 9 подсоединен к второму информационному входу регистра 7, выход которого соединен с вторым входом сум.матора 10, выход которого через регистр И соединен с входом блока 12 индикации. На фиг. 1 также изображены рольганг 13, подкат 14 и ножницы 15, линия С реза которых смещена относительно условной линии отсчета Б на постоянную величину ЛЛмакс, равную максимально возможной погрешности в определении положения упора.
Формирователь 6 строба коррекции (фиг. 2) содержит усилители 16 и 17, одно- вибраторы 18 и 19, схему ИЛИ 20. Выход датчика 4 коррекции через усилитель 16 подсоединен к входу одновибратора 18, выход которого соединен с первым входом блока 8 уставок коррекции. Выход датчика 5 коррекции через усилитель 17 подсоединен к входу одновибратора 19, выход которого соединен с вторым входом блока 8 уставок коррекции. Выходы одповибраторов 18 и 19 через схему ИЛИ 20 подсоединены к строби- рующему входу регистра 7.
Блок 8 уставок коррекции (фиг. 3) содержит задатчик 21 и мультиплексор 22. Выходы задатчика 21 соединены с информационными входами мультиплексора 22, управляющие входы которого подсоединены к выходам формирователя 6 строба коррекции.
Устройство работает саедующим образом.
Информация Аи о положении упора 2 относительно условной линии отсчета Б с выхода датчика 1 угол-код поступает на первые входы сумматоров 9 и 10.
Предварительно установленные величины Л| и Л2, соответствующие расстояниям от -тинии С реза ножниц 15 до зон срабатывания датчиков 4 и 5 коррекции, выраженные
в обратном коде, поступают на информационные входы мультиплексора 22.
При появлении упора 2 в зоне срабатывания датчика 4 коррекции сигнал с выхода датчика 4 через усилитель 16, одно- вибратор 18 поступает на первый управляющий вход мультиплексора 22 и через схему ИЛИ 20 на стробирующий вход регистра 7. Величина AI, выраженная в обратном коде, с выхода задатчика 21 через мультиплексор 22 по сигналу на его управляющем входе поступает на второй вход сумматора 9, в котором суммируется с информацией An датчика 1 угол-код, где Аи - информация о положении упора 2 относительно усг ловной линии отсчета Б в зоне срабатывания датчика 4 коррекции.
Результат Ai с выхода сумматора 9 в обратном коде поступает в регистр 7, г-де запоминается при наличии сигнала на его стробирующем входе.
0 Смещение условной линии отсчета Б относительно линии С реза ножниц 15 позволяет получить ошибку в определении положения упора 2 (ДЛ|) всегда одного знака. Величина АЛ 1 с выхода регистра 7 поступает на вторые входы сумматора 10, в котором суммируется с текущей информацией АИ с датчика 1 угол-код. Результат, соответствующий положению упора 2 относительно линии С реза ножниц 15 в текущий момент времени Л Л/.-ЬДЛь через регистр
Q 11 передается в блок 12 индикации.
Устройство позволяет достоверно и точно определить положение упора относительно линии реза за счет автоматической коррекции ошибок в контрольных точках.
Использование изобретения позволяет
повысить точность порезки металла, что увеличивает выход «годного проката.
Формула изобретения Указатель перемещения упора, содержащий датчик угол-код, кинематически свя0 занный с установленным на станине упором, и блок индикации, отличающийся тем, что, с целью повышения точности определения положения упора, он снабжен двумя датчиками коррекции, блоком установок коррекции, двумя сумматорами, двумя регистрами и формирователем строба коррекции, причем выходы датчиков коррекции соединены с входами формирователя строба коррекции, первый выход которого соединен со стробирую- щим входом первого регистра, а второй и
0 третий выходы - с входами блока уставок коррекции, выход которого соединен с первым входом первого сумматора, второй вход которого соед.чпен с выходом датчика угол - код и с первым 5ходом второго сумматора, выход первогх) сумматора соединен с инфор5 мационным входом первого регистра, выход которого соединен с вторым входом второго сумматора, выход которого через второй регистр соединен с входом блока индикации.
г
сриаЗ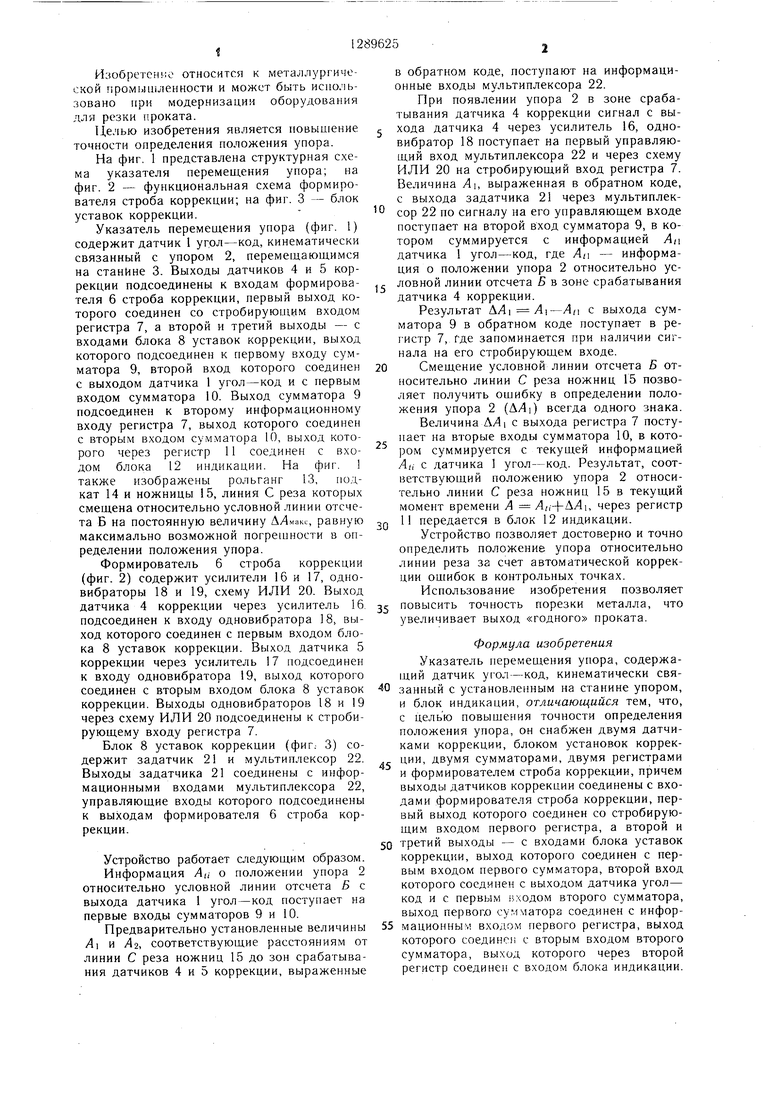
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для моделирования нестационарных электромагнитных полей | 1989 |
|
SU1689904A1 |
| Способ остановки проката на заданной координате при порезке на мерные длины и устройство для его осуществления | 1987 |
|
SU1523268A1 |
| Устройство для ультразвукового измерения характеристик внутричерепной гемоликвородинамики | 1987 |
|
SU1507334A1 |
| Формирователь импульсов коррекции угла зажигания по сигналам детонации | 1988 |
|
SU1550205A1 |
| Устройство для допускового контроля разностенности | 1989 |
|
SU1777157A1 |
| Машина для стыковой контактной сварки полос оплавлением | 1988 |
|
SU1609576A1 |
| Устройство для контроля электропотребления | 1990 |
|
SU1716541A2 |
| ПРИЕМОИНДИКАТОР | 1990 |
|
SU1814387A1 |
| Линейно-круговой интерполятор | 1987 |
|
SU1462250A2 |
| Устройство для контроля температуры | 1988 |
|
SU1515176A1 |
Изобретение относится к области металлургической промышленности и может использоваться при модернизации оборудования для резки проката. Цель изобретения - расширение функциональных возможностей и повышение точности порезки металт ла. Цель достигается точным определением положения упора относительно линии реза за счет автоматической- коррекции ошибок в контрольных точках. Устройство содержит датчик 1 угол-код, кинематически связанный с упором 2, перемеш,аюшимся на станине 3. Датчики 4 и 5 коррекции подсоединены к входам формирователя 6 строба коррекции, первый выход которого соединен со строби- рующим входом регистра 7, а второй и третий выходы соединены с входами блока 8 уставок коррекции, выход которого подсоединен к входу сумматора 9, другой вход которого соединен с выходом датчика 1 угол-код и с первым входом сумматора 10. Выход сумматора 9 подсоединен к информационному входу регистра 7, выход которого соединен с вторым входом сумматора 10, выход которого через регистр 11 соединен с входом блока 12 индикации. 3 ил. (Л to 00 ;о 05 ю ел
| УСТРОЙСТВУ для РЕЗКИ ПРОКАТА | 0 |
|
SU273626A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
| Передвижной упор | |||
| ВОЛНОВОДНОЕ ОКНО | 0 |
|
SU242248A1 |
