-е
1
4
D
СП ЬО
СО
ьо
а:
00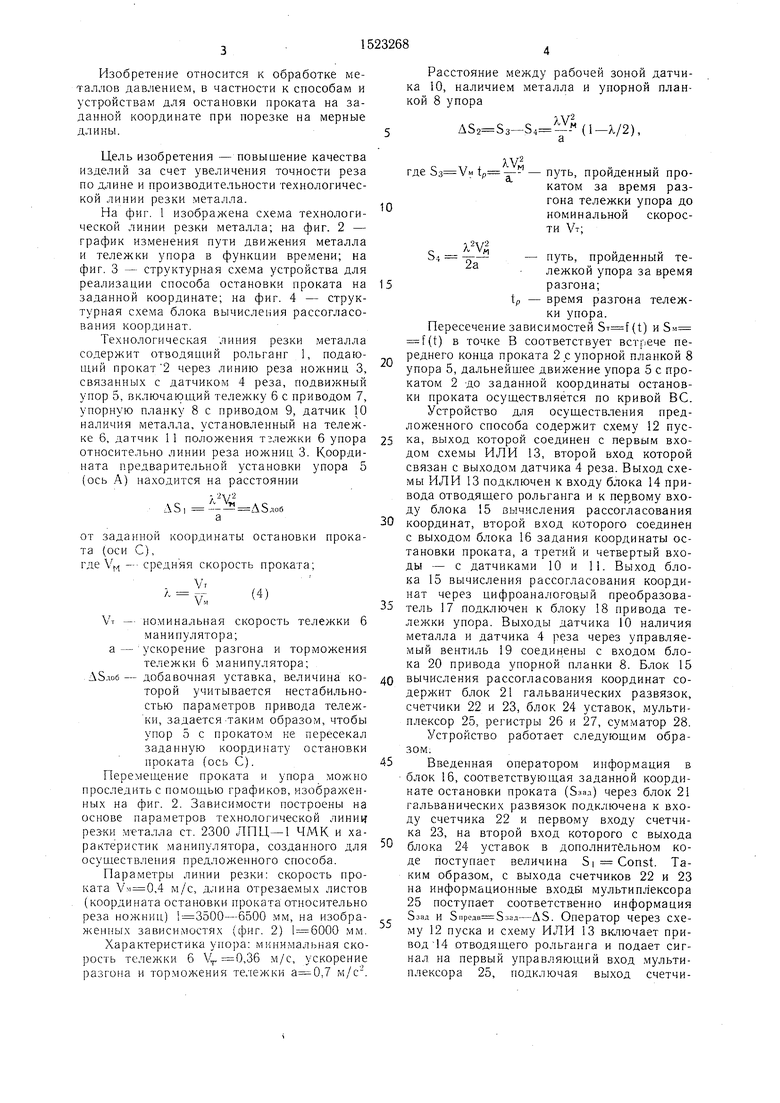
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для раскроя пакета полос мелкосортного проката | 1981 |
|
SU969471A1 |
| Устройство управления безупорным мерным резом полосы | 1978 |
|
SU774832A1 |
| Устройство управления безупорным остановом полосы металла | 1974 |
|
SU533411A1 |
| Устройство управления перемещением пакета полос мелкосортного проката при порезке на стационарных ножницах | 1983 |
|
SU1109207A1 |
| Система управления раскроем мелкосортного раската на полосы | 1987 |
|
SU1426789A1 |
| Система управления раскроем раската на летучих ножницах | 1986 |
|
SU1391814A1 |
| Система управления раскроем сортового проката | 1989 |
|
SU1632770A1 |
| Система управления приводом многоклетьевого профилегибочного стана с порезкой проката на ходу приводными летучими ножницами | 1982 |
|
SU1049200A1 |
| Указатель перемещения упора | 1985 |
|
SU1289625A1 |
| Устройство к стану для мерной резки проката | 1981 |
|
SU1152728A1 |
Изобретение относится к обработке металлов давлением, в частности к способам и устройствам для остановки проката на заданной координате при порезке на мерные длины. Цель изобретения - повышение качества изделий за счет увеличения точности реза по длине и производительности. Прокат подается рольгангом 1 через линию реза ножниц 3. Отрезанный лист удаляется. Предварительно устанавливают тележку 6 упора 5 до заданной остановки проката (линия A), затем контролируя положение перемещающегося проката 2, опускают упорную планку 8 упора и разгоняют тележку так, чтобы соприкосновение переднего торца проката 2 с упорной планкой 8 упора 5 происходило при скорости тележки на 5 - 10% ниже средней скорости проката. Измеряя рассогласование между заданной координатой остановки проката и текущей координатой (линия C) тележки 6, останавливают упор с прокатом на заданной координате остановки проката, поднимают упорную планку 8, удаляют отрезанный металл и перемещают тележку на новую координату. 2 с. и 1 з.п. ф-лы, 4 ил.
Фие.1
Изобретение относится к обработке металлов давлением, в частности к способам и устройствам для остановки проката на заданной координате при порезке на мерные длины.
Цель изобретения - повышение качества изделий за счет увеличения точности реза по длине и производительности технологической линии резки металла.
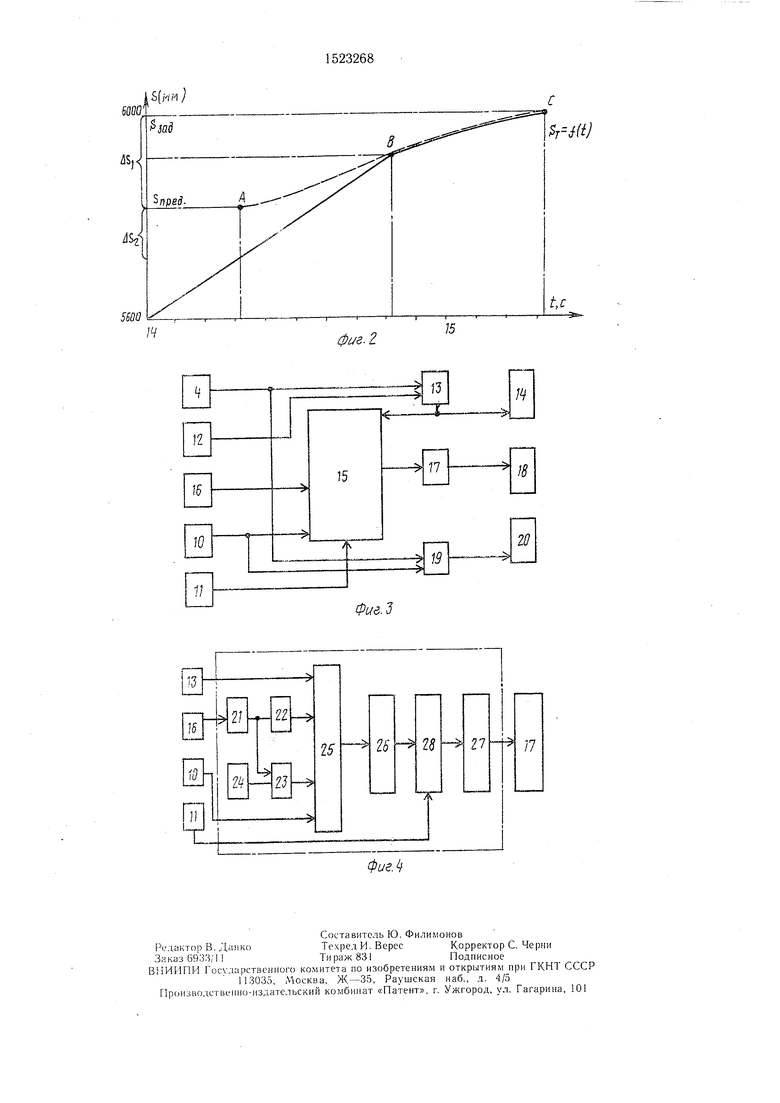
На фиг. 1 изображена схема технологической линии резки металла; на фиг. 2 - график изменения пути движения металла и тележки упора в функции времени; на фиг. 3 - структурная схема устройства для реализации способа остановки проката на заданной координате; на фиг. 4 - структурная схема блока вычисления рассогласования координат.
Технологическая линия резки металла содержит отводящий рольганг 1, подающий прокат 2 через линию реза ножниц 3, связанных с датчиком 4 реза, подвижный упор 5, включающий тележку 6 с приводом 7, упорную планку 8 с приводом 9, датчик 10 наличия металла, установленный на тележке 6, датчик 1 1 положения тзлежки 6 упора относительно линии реза ножниц 3. Координата предварительной установки упора 5 (ось А) находится на расстоянии
д5, а
от заданной координаты остановки проката (оси С), где Vf;, - - средняя скорость проката;
Vr
- vT,
(4)
VT - номинальная скорость тележки 6
манипулятора; а- ускорение разгона и торможения
тележки 6 манипулятора; Л5.гоб- добавочная уставка, величина которой учитывается нестабильностью параметров привода тележки, задается таким образом, чтобы упор 5 с прокатом не пересекал заданную координату остановки проката (ось С).
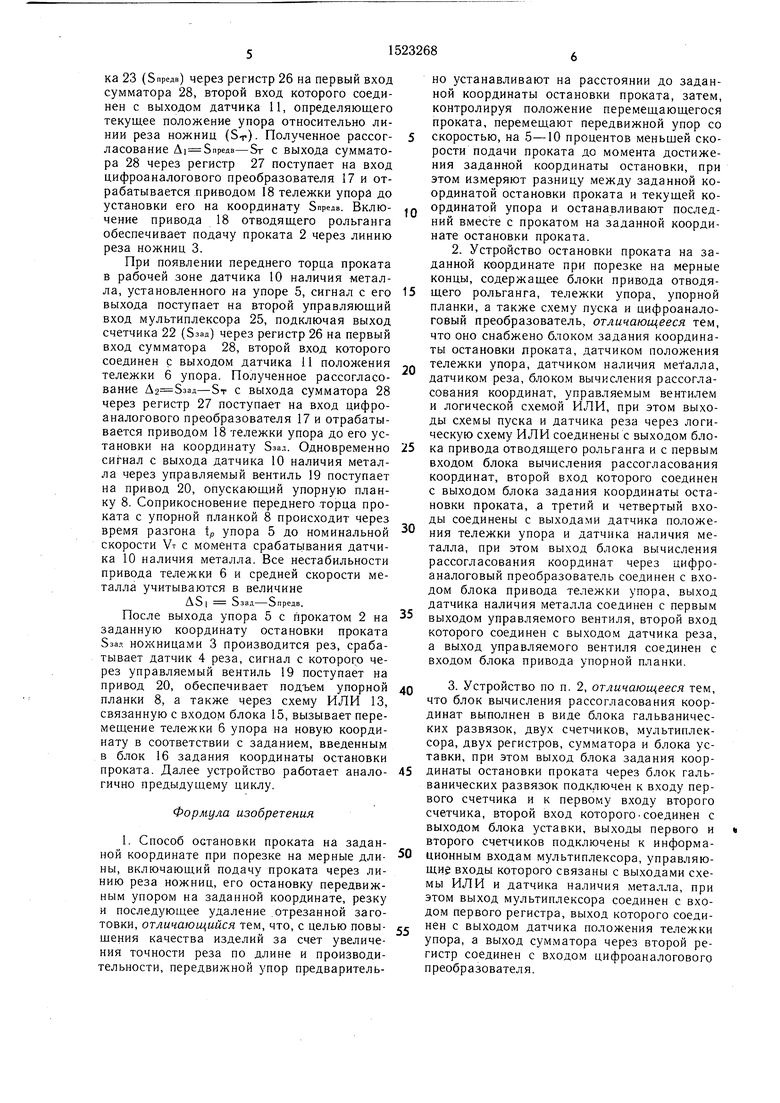
Перемещение проката и упора можно проследить с помощью графиков, изображенных на фиг. 2. Зависимости построены на основе пара.метров технологической лини1| рез-ки металла ст. 2300 ЛПЦ-1 ЧМК и характеристик манипулятора, созданного для осуществления предложенного способа.
Параметры линии резки: скорость проката ,4 м/с, длина отрезаемых листов (координата остановки проката относительно реза ножниц) 1 3500-6500 мм, на изображенных зависи.мостях (фиг. 2) 1 6000 мм. Характеристика упо)а: мини.мальная скорость тележки 6 у 0,36 м/с, ускорение разгона и тор.можения тележки .7 м/с.
Расстояние между рабочей зоной датчика 10, наличием металла и упорной планкой 8 упора
V Д52 5з-84 - (1-V2),
3
где - путь, пройденный прокатом за время разгона тележки упора до номинальной скорости VT;
84
ЯХ
2а
- путь, пройденный тележкой упора за время
5разгона;
ip - время разгона тележки упора.
Пересечение зависимостей 5т (t) и SM f(t) в точке В соответствует встрече переднего конца проката 2с упорной планкой 8 упора 5, дальнейшее движение упора 5 с прокатом 2 до заданной координаты остановки проката осуществляется по кривой ВС. Устройство для осуществления предложенного способа содержит схему 12 пус5 ка, выход которой соединен с первым входом схемы ИЛИ 13, второй вход которой связан с выходом датчика 4 реза. Выход схемы ИЛИ 13 подключен к входу блока 14 привода отводящего рольганга и к перовому входу блока 15 вычисления рассогласования
0 координат, второй вход которого соединен с выходом блока 16 задания координаты остановки проката, а третий и четвертый входы - с датчиками 10 и 11. Выход блока 15 вычисления рассогласования координат через цифроаналогоаый преобразова5 тель 17 подключен к блоку 18 привода тележки упора. Выходы датчика 10 наличия металла и датчика 4 реза через управляемый вентиль 19 соединены с входом блока 20 привода упорной планки 8. Блок 15
0 вычисления рассогласования координат содержит блок 21 гальванических развязок, счетчики 22 и 23, блок 24 уставок, мультиплексор 25, регистры 26 и 27, сумматор 28. Устройство работает следующим образом.
5 Введенная оператором информация в блок 16, соответствующая заданной координате остановки проката (Ззал) через блок 21 гальванических развязок подключена к входу счетчика 22 и перво.му входу счетчика 23, на второй вход которого с выхода
0 блока 24 уставок в дополнительном коде поступает величина S| Const. Таким образом, с выхода счетчиков 22 и 23 на информационные входи мультиплексора 25 поступает соответственно информация 5зад и 5 редв 5зад-Д8. Опсратор через схему 12 пуска и схему ИЛИ 13 включает привод 14 отводящего рольганга и подает сигнал на первый управляющий вход мультиплексора 25, подключая выход счетчика 23 (Зпредв) через регистр 26 на первый вход сумматора 28, второй вход которого соединен с выходом датчика 11, определяющего текущее положение упора относительно линии реза ножниц (Sr)- Полученное рассог- ласование А1 5предв-5т с выхода сумматора 28 через регистр 27 поступает на вход цифроаналогового преобразователя 17 и отрабатывается приводом 18 тележки упора до установки его на координату Зпредв. Вклю- чение привода 18 отводящего рольганга обеспечивает подачу проката 2 через линию реза ножниц 3.
При появлении переднего торца проката в рабочей зоне датчика 10 наличия металла, установленного на упоре 5, сигнал с его выхода поступает на второй управляющий вход мультиплексора 25, подключая выход счетчика 22 (5зад) через регистр 26 на первый вход сумматора 28, второй вход которого соединен с выходом датчика 11 положения тележки 6 упора. Полученное рассогласование А2 5зад-ST с выхода сумматора 28 через регистр 27 поступает на вход цифро- аналогового преобразователя 17 и отрабатывается приводом 18 тележки упора до его установки на координату Ззал. Одновременно сигнал с выхода датчика 10 наличия металла через управляемый вентиль 19 поступает на привод 20, опускающий упорную планку 8. Соприкосновение переднего торца проката с упорной планкой 8 происходит через время разгона tp упора 5 до номинальной скорости VT с момента срабатывания датчика 10 наличия металла. Все нестабильности привода тележки 6 и средней скорости металла учитываются в величине
До1 озад-опредв.
После выхода упора 5 с прокатом 2 на заданную координату остановки проката 5зал ножницами 3 производится рез, срабатывает датчик 4 реза, сигнал с которого через управляемый вентиль 19 поступает на привод 20, обеспечивает подъем упорной планки 8, а также через схему ИЛИ 13, связанную с входом блока 15, вызывает перемещение тележки 6 упора на новую координату в соответствии с заданием, введенным в блок 16 задания координаты остановки проката. Далее устройство работает анало- гично предыдущему циклу.
Формула изобретения
5 о 5
0
но устанавливают на расстоянии до заданной координаты остановки проката, затем, контролируя положение перемещающегося проката, перемещают передвижной упор со скоростью, на 5-10 процентов меньщей скорости подачи проката до момента достижения заданной координаты остановки, при этом измеряют разницу между заданной координатой остановки проката и текущей координатой упора и останавливают последний вместе с прокатом на заданной координате остановки проката.
5SQO
фиг. 2
15
15
26
2S
27
i7
| Упор передвижной | 1975 |
|
SU533459A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
