Изобретение относится к производству пневматических шин и предназначено для их восстановления.
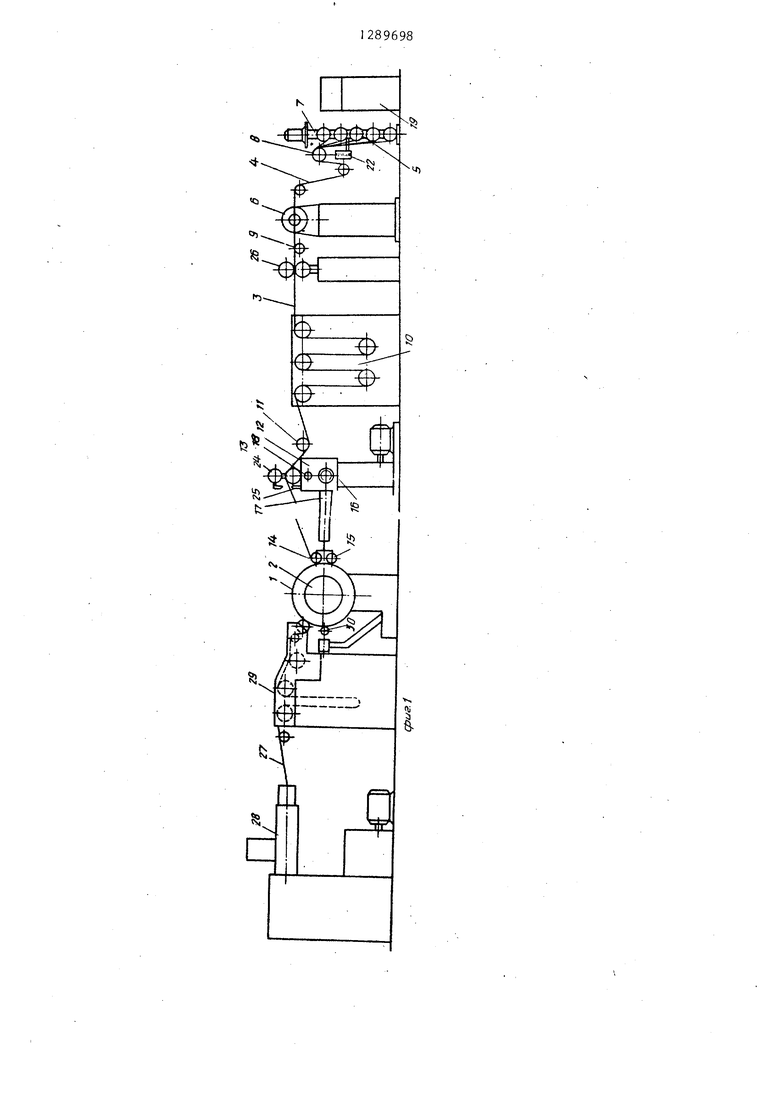
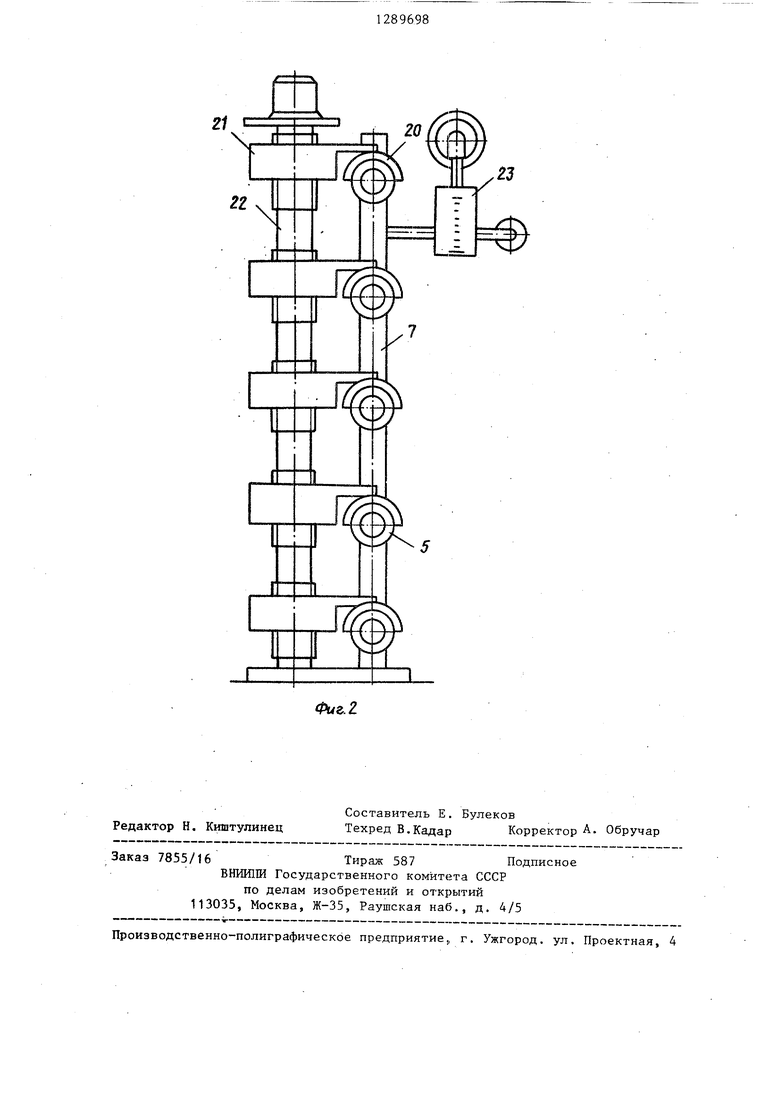
Цель изобретения - повышение качества восстановленных шин. . На фиг. 1 схематично изображено оборудование для его осуществления; на фиг. 2 - приспособление для обеспечения заданного натяжения об- резиненного корда.
Способ осуществляют следующим образом.
Предварительно подготавливают наружную поверхность восстанавливаемой покрышки 1 путем удаления остатков изношенного протектора и верхнего слоя металлического брекера, если он имел повреждения. Затем промазывают ее клеем, устанавливают на патрон 2 и поддувают воздухом до давления, равного 0,75-1,05 эксплуатационного. При этом каркас покрьш - ки приобретает форму, соответствующую форме шины при эксплуатации. Изготовление обрезиненного корда 3 производят, пропуская нить 4 с бобины 5 через экструдер 6. При навивке корда 3 в виде группы нитей 4 на стойке 7 устанавливают соответствующее количество бобин 5, а направля- ющий ролик 8 выполняют в виде гребенки. Обрезинеиньй корд 3 на экструде- ре 6 через ролик 9, компенсатор 10 направляют на приемный ролик 11, ус- тановленньй на каретке 12, и затем с помощью направляющего 13, прижимного 14 и прикаточного 15 роликов навивают на медленно вращающуюся покрышку 1. Свежеобрезиненный текстильный или металлический корд хорошо крепится к промазанной клемме поверхности покрьппки. Для повышения надежности крепления корда к покрышке на первый виток корда с помощью прижимного 14 и прикаточного 15 роликов накладывают полоску прослоечной резины. Одновременно с вращением по- крьш1ки начинает вращаться ходовой винт 16, по которому перемещается каретка 12, на которой установлены при емный ролик 11, направляющий ролик 13 и пневмоцилиндр 17, на щтоке которого установлены прижимной 14 и пр каточный 15 ролики. Положение каретки относительно вертикальной оси фиксируют с помощью направляющей 18 С пульта управления 19 регулируют скорость вращения ходового винта и таким образом устанавливают требуемый шаг навивки обрезиненного корда на покрышку. Скорость вращения ходовго винта и соответственно скорость перемещения каретки 12 можно изменять по заданной программе, что позволяет укладывать витки корда с желаемой частотой. Например, на центральной части короны шины витки можно накладывать более плотно (с мелким шагом), а по плечам реже (с большим шагом). Изменяя скорость вращения ходового винта, можно обеспечить равномерное распределение витков по поверхности профиля покрьпики, даже имеющей определенную кривизну короны, например, в случае применения -круглой шероховки при воссуановле- нии диагональных шин. I
Обрезиненный корд навивают на покрышку с натяжением, равным 0,5-1,9 натяжения нитей корда в бракере новой щины. Заданное натяжение обрезиненного корда 3 при его навивке на покрышку обеспечивают с помощью специального приспособления, управление которым осуществляется автоматически программным устройством или вручную с пульта управления 19. Приспособление может быть выполнено в виде тормозной колодки 20 с гайкой 21, установленной на резьбовой стойке 22. Величина усилия натяжения определяется по динамометру 23. Одновременно с включением приспособления для регулирования натяжения -включают высокую скорость вращения покрышки и соответственно ходового винта 16. Количество укладываемых витков корда определяют скоростью вращения ходового винта и задают таким образом, чтобы новый брекерньш пояс брал на себя заданную часть нагрузки, воспринимаемой брекером восстанавливаемой покрышки.
Условия работы корда, особенно при ударных нагрузках, зависят от его жесткости. Для снижения жесткости наложенного слоя металлокорда увеличивают угол наклона навитых ме- таллокордных нитей к экватору покрышки.
При завершении навивки брекерно- го пояса перед навивкой последнего его витка приспособление для регулирования натяжения отключают и одновременно снижают скорость вращения покрьш ки 1 и ходового винта 16. При необходимости на последний виток об
резиненного корда также может быть ;наложена полоска прослоечной резины
Обрезиненный корд 3 на направляющем ролике 13 -зажимают фиксатором 24 и обрезают ножом 25. В момент остановки вращения покрышки включаю протягивающий механизм 26 и за врем наложения протекторной ленты в компенсаторе 10 накапливают обрезинен- ный корд 3 длиной, достаточной для наложения первого витка на каркас покрьшки, после чего протягивающий механизм отключают. Затем при медленном ращении покрьщ1ки 1 производят наложение горячего шприцованног протектора 27 выпускаемого на шприц- машине 28. При этом линейная скорость вращения покрьш1ки превьш1ает скорость шприцевания настолько, чтобы обеспечить непрерывный процесс шприцевания, используя всю длину профилированного протектора, накапливаемого в компенсаторе 29 за время установки-снятия восстанавливаемой покрьшки со-станка, навивки об- резиненного корда, прикатки протектора и других операций, выполняемых между циклами наложения протектора. Наложение протектора 27 можно производить однов1ременно с навивкой последнего витка обрезинен- -ного корда 3. При этом не требуется наложения на него слоя прослоечной резины.
При высокой скорости вращения по- крьш1ки производят прикатку протектор 27 прикаточными роликами 30, перемещающимися от осевой линии наложенно- го протектора к плечам. Наложение пртектора, заделка стыка и прикатка осуществляют по известной технологии
Обрезинивание корда 4 можно производить и в экструдере 28 одновременно со шприцеванием профилированного протектора, используя как моношнеко- ;вые,так и двухшнековые шприц-машины Затем производят вулканизацию обычным образом. Навиваемый брекерный по ,яс позволяет в заданной степени разгружать старые слои брекера и карка- са покрьш1ки, что повышает ходимость восстановленных шин. Поскольку навивку обрезиненного корда производят н,а каркас покрьш1ки, растянутый до формы соответствующей форме шины при эксплуатационном давлении, обеспечивается возможность растяжения покрышки во время вулканизации на соответствующую величину, достаточную для
0
5
0
5
опрессовки р исунка протектора. Это позволяет избежать разрушения наложенного брекерного пояса и недопрес- совок рисунка протектора, а также позволяет применять для вулканизации восстанавливаемых шин дешевые несек- торые шиновосстановительные пресс- формы.
П р и м е, р 1 . Восстановление легковой покрьшки 175/70Р13 мод. ИН-251 1С наложением брекерного пояса из текстильного корда.
На шероховальном станке производят удаление остатков изношенного протектора. Затем создают давление воздуха в покрьш1ке в пределах допусков, установленных правилами эксплуатации tO,1 кг/см. от номинального эксплуатационного давления, составляющего для данной покрышки 1,9 кгс/см, т.е. 1,8-2,0 кгс/см или 0,95-1,05 эксплуатационного давления в шине. Таким образом покрьш1ке придается форма, со- ответствуклцая ее габаритам в эксплуатации.
Вновь образуемый брекерный пояс предназначен для защиты имеющегося в покрьшке брекера от механических повреждений, повьш1ения прочности креп- ления наложенного протектора к каркасу и уменьшения (на 25-30%) нагрузки на старые слои .брекера. Расчетная .величина натяжения нити корда в бре- |кере новой шины 175/70 13 составляет 1,65 кг. Данная покрьшка имеет два слоя корда в брекере, поэтому вновь накладываемый брекерный пояс должен воспринимать 50-60% t(25-30%)-2 расчетной нагрузки каждого старого слоя брекера или 0,8-1,0 кг на каждую нить, т.е. 0,5-0,6 расчетной нагрузки на нить корда брекера новой шины.
Пример 2. Восстановление грузовой покрышки 240-508 мод. 5 КИ-63 с возобновлением поврежденного слоя металлокорда брекера.
На шероховальном станке произво- . . ;дят удаление остатка изношенного, протектора и поврежденного слоя металлокорда .
0
5
Растяжение шин типа по наружному диаметру ограничивается жестким брекерным поясом, который у данной покрышки состоит из четырех равномерно нагруженных слоев металлокорда марки 28Л18. Каждая нить металлокорда в слоях брекера при рабочем давлении в шине 6,3tO,2 кгс/см
воспринимает нагрузку примерно 11,5 кг.
Каркас покрьшки 240-508, у которого удален один слой бракера, может быть растянут по наружному ди- j ;аметру до размеров, соответствующих эксплуатационньм, при давлении в шине на 20-25% меньше номинального рабочего давления. Таким образом, перед навивкой обреёиненного металло-10 корда покрьшшу следует поддувать до давления 5,0-5,2 кгс/см, или 0,75- 0,80 номинального эксплуатационного давления.
Вновь накладываемый слой брекера t5 предназначен для замены удаленного слоя брекера и частичной разгрузки (на 25-30%) остальных старых слоев брекера. Таким образом, каждая нить металлокорда во вновь наложенном 20 слое должна воспринимать нагрузку, приходившуюся на нить в удаленном слое (т.е. 11,5 кг) и часть нагрузки, приходящейся на нити оставшихся
тяжения нити корда в брекере новой шины.,
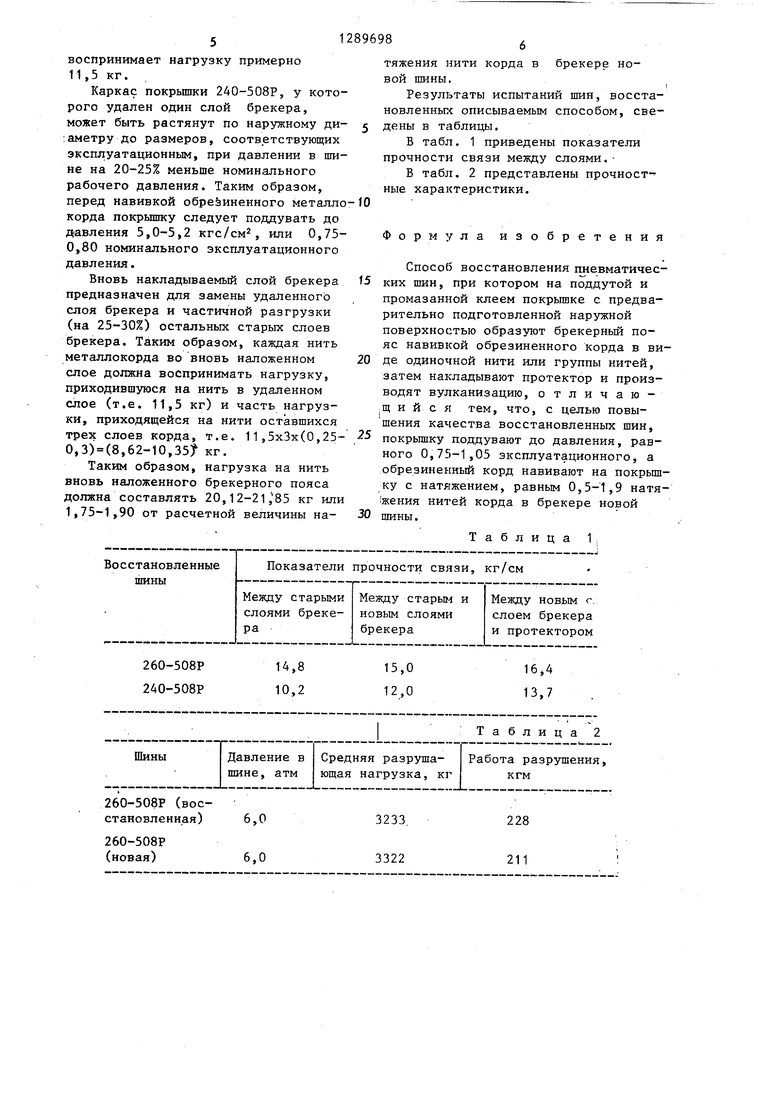
Результаты испытаний шин, восста- новленньк описываемым способом, сведены в таблицы.
В табл, 1 приведены показатели прочности связи между слоями,В табл. 2 представлены прочност- ные характеристики.
Формула изобретения
Способ восстановления пневматических шин, при котором на поддутой и промазанной клеем покрышке с предварительно подготовленной наружной поверхностью образуют брекерньш пояс навивкой обрезиненного корда в виде одиночной нити или группы нитей, затем накладывают протектор и производят вулканизацию, отличаю- т и и с я тем, что, с целью повышения качества восстановленных шин.
трех слоев корда, т.е. 11,5хЗх(0,25- покрьшку поддувают до давления, рав- 0,3)(8,62-10, кг.ного 0,75-1,05 эксплуатационного, а
Таким образом, нагрузка на нить обрезиненный корд навивают на покрыш- вновь наложенного брекерного пояса ку с натяжением, равным 0,5-1,9 натя- должна составлять 20,12-21,85 кг или 1жения нитей корда в брекере новой 1,75-1,90 от расчетной величины на- 30 шины.
Т а б л и ц а 1 :
Восстановленные Показатели прочности связи, кг/см шины
Между старыми Между старым и Между новым г. слоями бреке- новым слоями слоем брекера рабрекера и протектором
260-508Р 14,8 15,016,4
240-508Р 10,2 12,013,7
I :Таблица2
Шины Давление в Средняя разруша- Работа разрушения, шине, атм ющая нагрузка, кг кгм
260-508Р (восстановленная) 6,03233.228
260-508Р
(новая) 6,03322211
тяжения нити корда в брекере новой шины.
Результаты испытаний шин, восста- новленньк описываемым способом, сведены в таблицы.
В табл, 1 приведены показатели прочности связи между слоями,В табл. 2 представлены прочност- ные характеристики.
Формула изобретения
Способ восстановления пневматических шин, при котором на поддутой и промазанной клеем покрышке с предварительно подготовленной наружной поверхностью образуют брекерньш пояс навивкой обрезиненного корда в виде одиночной нити или группы нитей, затем накладывают протектор и производят вулканизацию, отличаю- т и и с я тем, что, с целью повышения качества восстановленных шин.
покрьшку поддувают до давления, рав- ного 0,75-1,05 эксплуатационного, а
«а
:.
N,

| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОКРЫШЕК | 1991 |
|
RU2005620C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОКРЫШКИ ПНЕВМАТИЧЕСКОЙ ШИНЫ | 2004 |
|
RU2269419C2 |
| Пневматическая радиальная легковая шина | 2019 |
|
RU2729902C1 |
| Пневматическая радиальная легковая шина | 2019 |
|
RU2729903C1 |
| Пневматическая радиальная легковая шина | 2019 |
|
RU2729867C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОКРЫШЕК ПНЕВМАТИЧЕСКИХ ШИН | 1990 |
|
SU1727320A2 |
| Пневматическая радиальная легкогрузовая шина (варианты) | 2023 |
|
RU2809312C1 |
| Пневматическая радиальная высокоскоростная шина (варианты исполнения брекерно-протекторной части) | 2024 |
|
RU2828340C1 |
| Брекер грузовой пневматической шины | 2019 |
|
RU2738624C1 |
| Пневматическая радиальная легкогрузовая шина (варианты) | 2023 |
|
RU2802826C1 |
Изобретение относится к области производства пневматических шин и предназначено для из восстановления. Цель изобретения - повьшение качества восстанавливаемых шин. Для этого покрышки с предварительно подготовленной наружной поверхностью подцу;вают до давления 0,75-1,05 эксплуатационного. Затем образуют брекер,ный пояс навивкой обреэиненного корда в виде одиночной нити или группы нитей . Корд навивают на покрьш1ку с натяжением, равным 0,5-1,9 натяжения нитей корда в брекере новой шины. При этом брекерный пояс воспринимает часть расчетной нагрузки на нити бре- кера, имеющегося в каркасе восстанавливаемой нагрузки. 2 ил. 2 табл. с S (Л 1чЭ 00 со Од со 00
.
.
Ч i 1 lipfX.
Фиг.
Редактор Н. Киштулинец
Составитель Е. Булеков
Техред В.Кадар Корректор А. Обручар
Заказ 7855/16Тираж 587Подписное
ВНИШ1И Государственного комитета СССР
по делам изобретений и открытий 113035, Москва, Ж-35, Раушская наб., д. 4/5
Производственно-полиграфическое предприятие,, г. Ужгород, ул. Проектная, 4
| Патент США № 3607497, кл | |||
| Упругое экипажное колесо | 1918 |
|
SU156A1 |
| Патент США № 3607494, кл | |||
| Упругое экипажное колесо | 1918 |
|
SU156A1 |
| Приспособление для разматывания лент с семенами при укладке их в почву | 1922 |
|
SU56A1 |
| Солесос | 1922 |
|
SU29A1 |
