Изобретение относится к шинной промышленности, а именно к способам изготовления покрышек пневматических шин.
Известен способ намотки каркасов покрышек, при котором обрезиненные нити навивают на сферическую поверхность тороидального дерна совместным вращением колец и шпули.
Недостатком способа является несоответствие формулы получаемого каркаса покрышки окончательной, отсутствие постоянного натяжения наматываемой нити и неравномерное перераспределение напряжения в нитях при формовании каркаса.
Известен и другой способ изготовления покрышек, при котором собирают однослойный каркас навивкой металлической обрезиненного троса вокруг разборного кольцевого шаблона и укладкой троса с постоянным шагом под углом 90о к осевой линии шаблона, затем разрезают каркас по периметру внутренней поверхности шаблона, устанавливают бортовые кольца, заворачивают края каркаса вокруг бортовых колец, укладывают брекер и протектор и все остальные детали, входящие в состав покрышки, снимают собранную заготовку покрышки с шаблона, опрессовывают ее и вулканизуют.
К недостаткам данного способа следует отнести следующее:
съем сырой покрышки с шаблона и передача на вулканизацию вызывает деформацию каркаса;
при формовании и опрессовке рисунка протектора на стадии вулканизации (особенно рисунка большой высоты для карьерных шин) давление внутри диафрагмы приводит к вытяжке нитей корда из под бортового кольца, превышению длины нити от борта до борта с расчетной длиной, что в конечном итоге способствует неравномерному их натяжению, а иногда и к образованию искривлений.
Задачей изобретения является обеспечение прецизионности сборки, повышение качества формования и опрессовки на стадии вулканизации, а также автоматизация процесса изготовления покрышек.
Поставленная задача решается за счет того, что используют кольцевой шаблон размером, соответствующим внутреннему периметру готовой покрышки с учетом заданной вытяжки брекера при опрессовке перед вулканизацией, и охватывающую внешнюю поверхность шаблона резинокордную двухслойную полую тороидальную оболочку с каналом для подачи во внутреннюю полость оболочки теплоносителя. Навивку троса осуществляют при его равномерном натяжении.
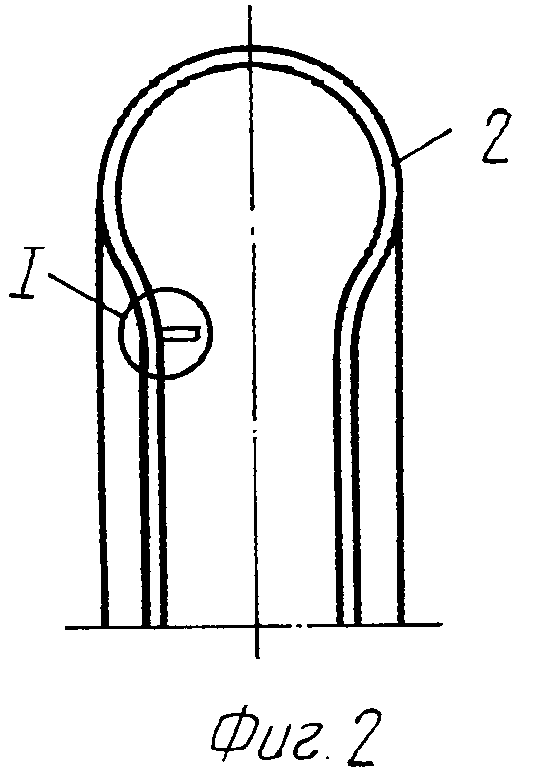
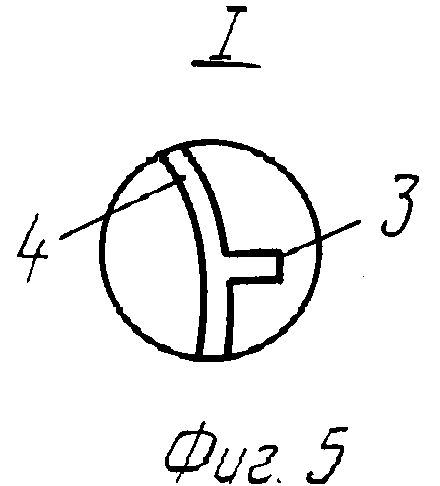
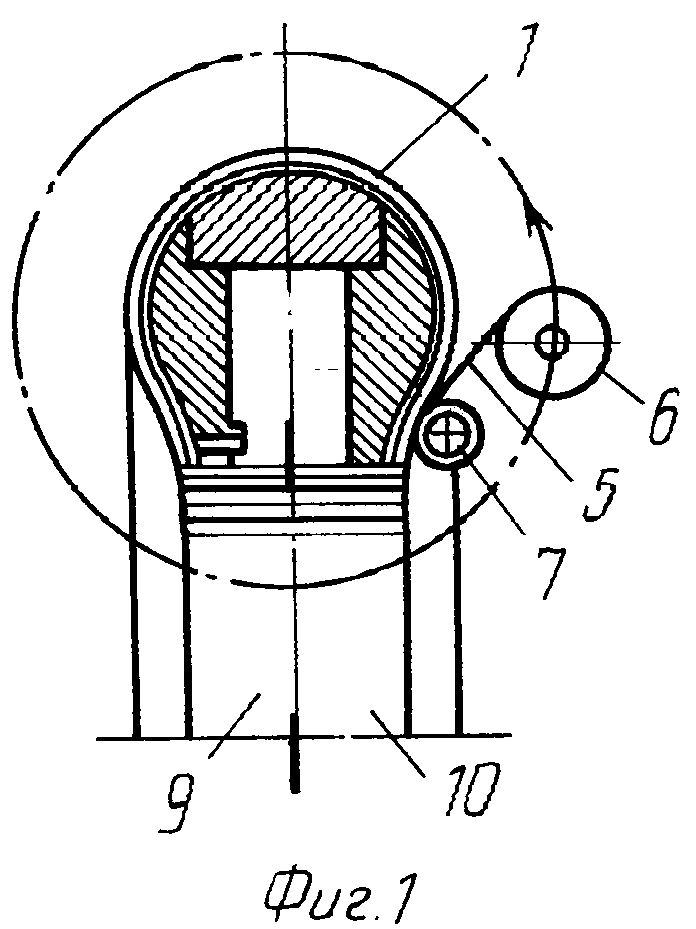
На фиг. 1 схематично изображена навивка каркаса; на фиг. 2 - резино-кордная оболочка; на фиг. 3 - шаблон с собранной покрышкой, разрез; на фиг. 4 - шаблон с покрышкой в пресс-форме, разрез; на фиг. 5 - узел I на фиг. 2.
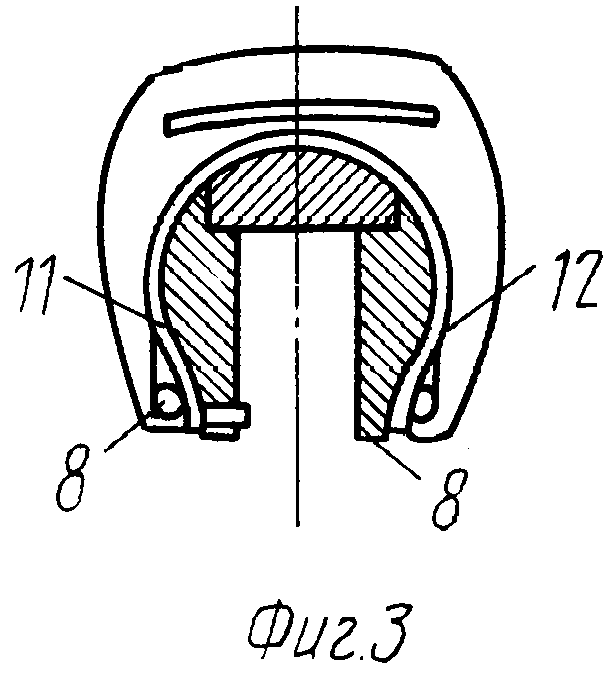
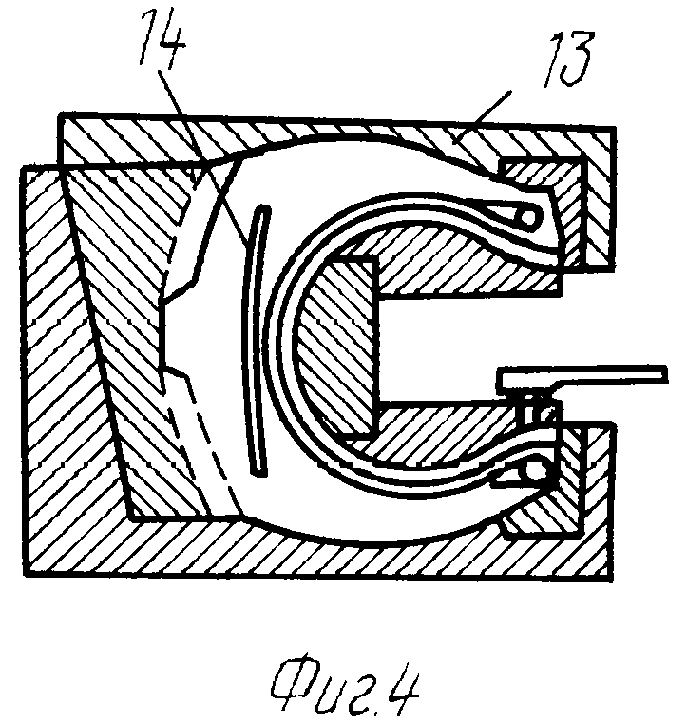
Сборка покрышки и навивка каркаса осуществляется на специальном станке с программным управлением. На кольцевой форме разборный шаблон 1 (фиг. 1) монтируется резино-кордная оболочка 2 (фиг. 2), имеющая канал 3 для подачи во внутреннюю полость 4 теплоносителя (фиг. 5). Резино-кордная оболочка предварительно промазывается стеаратом цинка, покрывается резиновой прослойной, по внутреннему периметру шаблона, укладывается слой текстильного корда, затем наматывают в один слой корд 5 из обрезиненного стального троса так, что корд ложится с определенным шагом под углом 90о и средней осевой линии кольцевого шаблона 1. Укладка корда осуществляется со шпулярника 6 с помощью укладочного ролика 7. Для регулирования натяжения нити укладчик снабжен механизмом регулировки натяжения (на фиг. условно не показан), смонтированном на шпулярнике. Когда укладка закончена, с каждой боковой стороны шаблона устанавливают бортовые кольца 8 (фиг. 2), разрезают ткань, поверх которой туго намотан корд 5 на всю длину периметра внутренней поверхности (т. е. вдоль линии Х-Х), отворачивают концы 9, 10 и огибают бортовые кольца 8 так, чтобы они прилегали к участкам 11, 12. Затем укладывают известным способом все остальные детали покрышки с протектором, собранную покрышку вместе с шаблоном и резино-кордной оболочкой загружают в вулканизатор с секторной пресс-формой 13. Канал 3 подключают к системе теплоносителя, подают давление в пределах 0,01-0,2 МПа для поджатия оболочки к внутренней поверхности покрышки и удаления воздуха между каркасом и оболочкой. Предварительно опрессовывают рисунок протектора сведением секторов пресс-формы и закрытием обогревающих камер вулканизатора.
После закрытия обогревательных камер, сведения секторов пресс-формы, увеличивают давление внутри резино-кордной оболочки подачей теплоносителя, окончательно опрессовывают рисунок и осуществляют вытяжку брекерного пояса 14 (фиг. 4) на расчетную величину, обусловленную геометрическими размерами кольцевого шаблона.
После вулканизации извлекают покрышку вместе с шаблоном из пресс-формы, затем шаблон из покрышки и процесс повторяется. (56) Авторское свидетельство СССР N 284293, кл. В 29 D 30/08, 1970.
Патент Франции N 1214908, кл. B 29 H, 1960.
| название | год | авторы | номер документа |
|---|---|---|---|
| Цилиндрическая заготовка каркаса радиальной покрышки пневматической шины | 1990 |
|
SU1763241A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОКРЫШКИ ПНЕВМАТИЧЕСКОЙ ШИНЫ | 2004 |
|
RU2269419C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОКРЫШЕК ПНЕВМАТИЧЕСКИХ ШИН | 1991 |
|
RU2014235C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ КАРКАСОВ ПОКРЫШЕК ПНЕВМАТИЧЕСКИХ ШИН | 1990 |
|
RU2017626C1 |
| Способ формования покрышек пневматических шин | 1990 |
|
SU1742098A1 |
| Способ изготовления диафрагмы для сборки покрышек пневматических шин | 1991 |
|
SU1776235A3 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОКРЫШЕК ПНЕВМАТИЧЕСКИХ ШИН | 1989 |
|
SU1631882A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОКРЫШКИ ПНЕВМАТИЧЕСКОЙ ОДНОСЛОЙНОЙ ШИНЫ | 2010 |
|
RU2436675C1 |
| УСТРОЙСТВО ДЛЯ СБОРКИ И ФОРМОВАНИЯ ПОКРЫШЕК ПНЕВМАТИЧЕСКИХ ШИН | 1992 |
|
RU2011534C1 |
| Способ сборки радиальных покрышек пневматических шин | 1977 |
|
SU734004A1 |
Использование: в шинной промышленности при изготовлении покрышек пневматических шин навивкой троса на шаблон. Сущность изобретения: используют кольцевой шаблон размером, соответствующим внутреннему периметру готовой покрышки с учетом заданной вытяжки брекера при опрессовке перед вулканизацией. На шаблон устанавливают охватывающую его внешнюю поверхность резинокордную двухслойную полую тороидальную оболочку с каналом для подачи в ее внутреннюю полость теплоносителя. На шаблон навивают трос с постоянным шагом и равномерным натяжением. Образуют каркас и разрезают его по периметру внутренней поверхности шаблона. Устанавливают бортовые кольца и заворачивают края каркаса вокруг них. Укладывают брекер, протектор и другие детали. Покрышку с шаблоном и резинокордной оболочкой помещают в пресс-форму вулканизатора. В оболочку подают теплоноситель и удаляют воздух между ней и каркасом. Опрессовывают покрышку и вулканизуют. 1 з. п. ф-лы, 5 ил.
