Известные гидропрессы-автоматы для брикетирования алюминиевой стружки, устанавливаемые непосредственно у станков, очень громоздки, вследствие чего не встраиваются в автоматическую линию металлорежущего оборудования.
Отличительной особенностью описываемого npecca является выполнение подвижного блока спрессовки с двухпозиционной пресс-камерой и применение плавающего фиксатора для запирания ползуна цилиндра подпрессовки, что позволило создать пресс более компактным и приспособленным для включения в автоматическую линию металлорежущего оборудования.
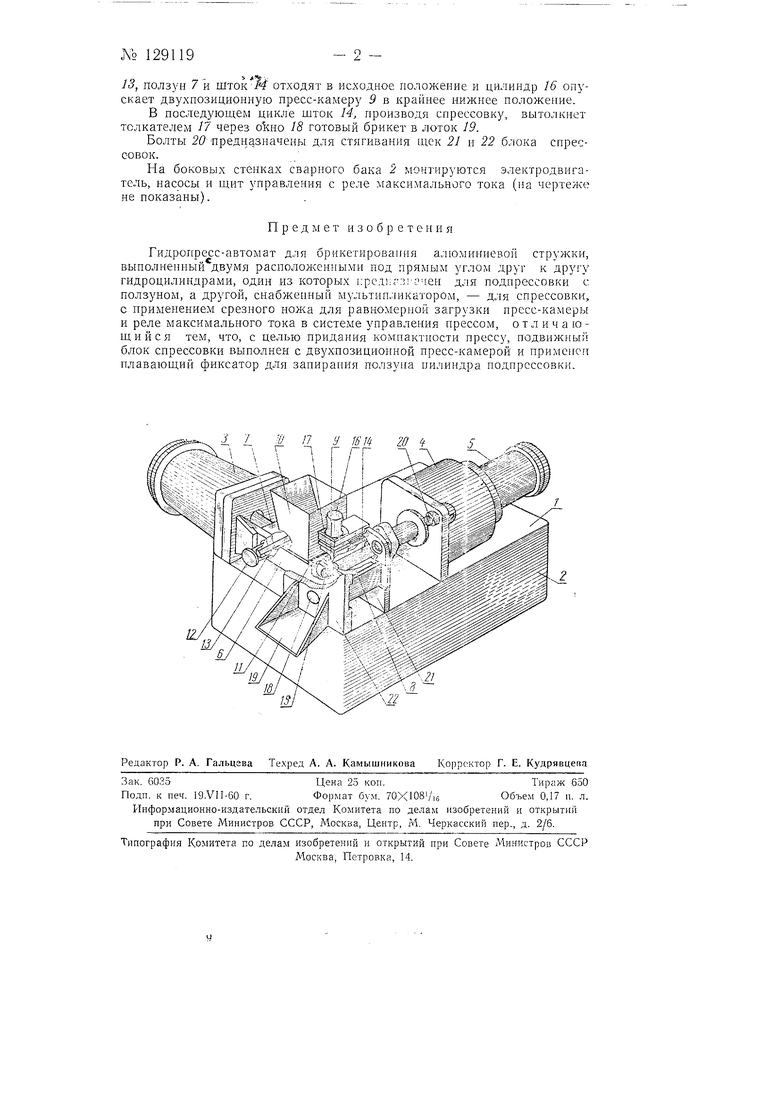
На чертеже показан описываемый гидропресс-автомат.
На крышке 1 сварного бака 2, являющегося резервуаром для рабочей жидкости, смонтированы: гидроцилиндр 3 подпрессовки, гидроцилиндр 4 с мультипликатором 5 для спрессовки, камера 6 подпрессовки с ползуном 7, блок 8 спрессовок с ДБу:-;поз1щиоиной пресс-камерой 9 п другие агрегаты.
Стружка из какого-либо загрузочного устройства поступает через горловину 10 в камеру 6 подпрессовки, имеющую коробчатую форму. В начале цикла ползун 7 перемещается к пресс-камере 9 и днищу блока 8 спрессовок. Стружка, заполнившая камеру 6, выталкивается в пространство, образованное между торцами ползуна 7, пресс-камерой 9 и днищем блока 8, которые в сомкнутом полол ении образуют цилиндрическую полость. В этой полости стружка предварительно сжимается до некоторой плотности, при этом лищний пресс-материал срезается ножом 11.
Цилиндр 12 фиксатором 13 занирает ползун 7 и штоком 14 производится спрессовка предварительно сжатой стружки, после которой образуется плотный брикет 15. Когда цилиндр 12 освобождает фиксатор