Р1зЕестные способы получения труб с паружными виггтовымп роброми не обеспечивают равномерного шага винтовой линии ребра ii лают низкий выход годного.
Вряиинощийся фил15ер IIpeд:iиг; e ioй конструкции (-обеспечивает П(1,т -ченне )авно.мерно1о шага ви1ггового ребра и xopt)niee качест15о труб.
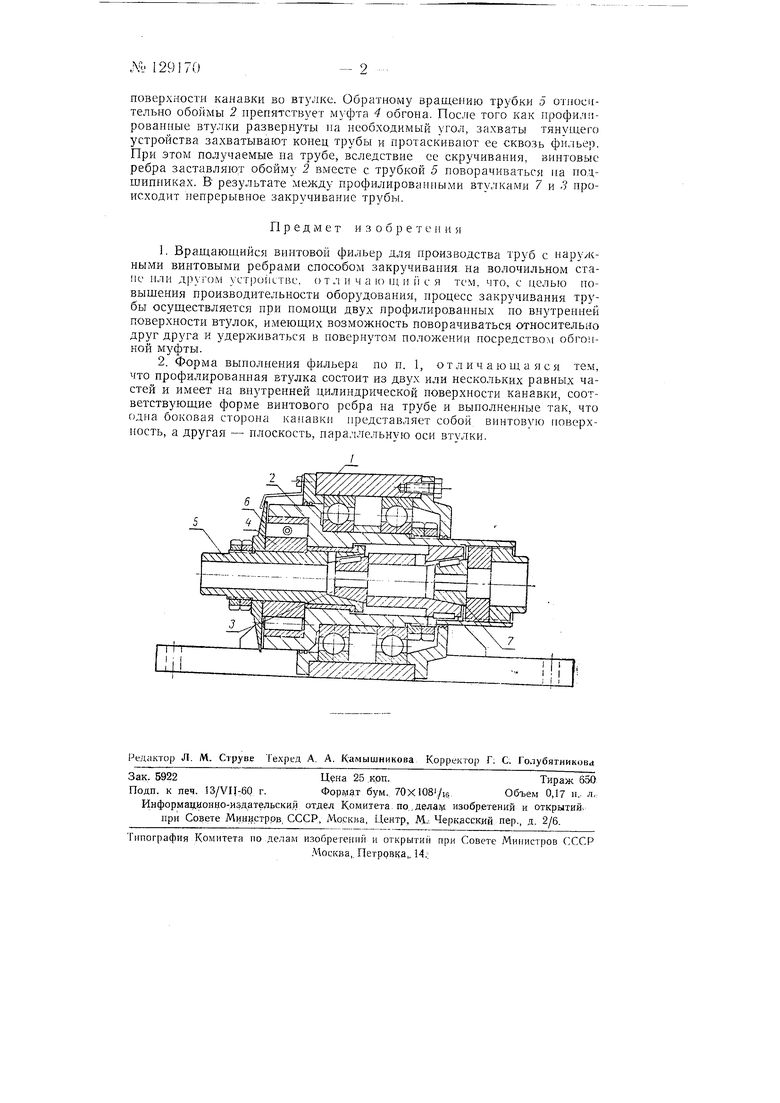
На чертеже показан фильер в продольном разрезе.
В корпусе 1 на подшипниках качения установлена обойма 2, внутри которой закреплена разрезанная вдоль ocii втулка с профилированной внутренней поверхностью. В этой же обойме на подшипнике установлена трубка, в которой закреплена профилированная втулка 3. Обойма и трубка соединены между собой нри помощи муфты 4 обгона, которая позволяет втулке 3 поворачиваться вихтри обоймы только в одном направлении. Профилированные втулки вынолнены разрезанными вдоль оси н на Их внутренней цилиндрической поверхности, 1 меюп1ей диаметр боль1ие, чем диа.метр обрабатываемой трубы, нарезаны каиавки, соответствуюш,ие форме винтовых ребер на ней. Одна из боковых сторон каиавки представляет собой винтовую поверхность, другая - п.поскость. пара.т.тельную оси втулки 3.
Трубу с прямолннейными ребрами и вставленной в нее онравк:)Г устанавливают во втулки таким образом, что конец ее выходит из фи.тьера, а ребра трубы входят в канавки на втулках. Затем при помощи привода или вручную трубку 5 поворачивают относительно обоймы 2 на требуемый угол. Угол поворота контролируется лимбо1М 6. При этом участок трзбы, находящийся между профилированными втулками скручивается пластически, а участки трубы. находян1неел во втулках. скр чиваясь упруго, прилегают своими ребрами по всей боковой винтов)й
поверхности канавки во втулке. Обратному вращению трубки 5 относительно обоймы 2 нрепятствует муфта 4 обгона. После того как профилированные втулки развернуты па необходимый угол, захваты тянущего устройства захватывают конец трубы и протаскивают ее сквозь фнльер. При этом получаемые на трубе, вследствие ее скручивания, винтовые ребра заставляют обойму 2 вместе с трубкой 5 поворачиваться на подшипниках. В результате между профилированными втулками 7 и . происходит непрерывное закручивание трубы.
Предмет изобретен и я
1.Вращающийся винтовой фильер для производства труб с наружными винтовыми ребрами способом закручивания иа волочильном стаме или дру1Ч)м устройстве, о т л и ч а ю |д и ii с я тем, что, с целью повышения производительности оборудования, процесс закручивания трубы осуществляется при помощи двух профилировапных по внутренней поверхности втзлок, имеющих возможность поворачиваться относительно друг друга и удерживаться в повернутом положении посредством обгомной муфты.
2.Форма выполнения фильера по п. 1, отличающаяся тем, что профилированная втулка состоит из двух или нескольких равных частей и имеет на внутренней цилиндрической поверхности каиавки, соответствующие форме винтового ребра на трубе и выполненные так, что одна боковая сторона KattaBKn представляет собой винтовую поверхность, а другая - плоскость, пара:1лельную оси втулки.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ получения труб и прокатный стан для его осуществления | 1960 |
|
SU136297A1 |
| Летучая пила | 1958 |
|
SU119769A1 |
| СПОСОБ ДЕМОНТАЖА ПОДШИПНИКА И АГРЕГАТНЫЙ СТАНОК ДЛЯ УДАЛЕНИЯ ПРИГОРЕВШИХ ПОДШИПНИКОВ | 1993 |
|
RU2053089C1 |
| Непрерывный стан для прокатки труб и прутков | 1957 |
|
SU113414A1 |
| ВИХРЕВОЙ ОРЕБРЕННЫЙ ВОЗДУХООХЛАДИТЕЛЬ | 1991 |
|
RU2035684C1 |
| СПОСОБ ОЧИСТКИ ВНУТРЕННИХ ПОВЕРХНОСТЕЙ ПОЛЫХ ЦИЛИНДРИЧЕСКИХ ЕМКОСТЕЙ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2002 |
|
RU2217245C1 |
| ДВИГАТЕЛЬ ВНУТРЕННЕГО СГОРАНИЯ | 1997 |
|
RU2146010C1 |
| Устройство для автоматической подналадки осевого инструмента | 1983 |
|
SU1117199A1 |
| Устройство для изменения положения изделия | 1985 |
|
SU1291365A1 |
| Способ получения длинномерных полых изделий из дискретных или пластифицированных материалов | 2022 |
|
RU2790693C1 |
