Изобретение относится к производству длинномерных изделий из порошков различных, в том числе и полимерных, материалов, а также из пластифицированных масс путём их экструзии и может быть использовано для изготовления длинномерных полых изделий с различной формой поперечных сечений, площадь которых равна или больше площади сечения экструдера.
Известен способ формования длинномерных полых изделий из порошковых и пластифицированных масс, включающий продавливание заготовки между ребрами дорнодержателя в кольцевую осесимметричную зону деформации, вытяжку материала, формование изделия и его калибрование (RU 2134640 С1, опубл 20.08.1999).
К недостаткам известного способа относится низкий уровень физико-механических свойств длинномерных полых изделий, обусловленный неоднородностью их структуры, высоким содержанием дефектов в тех зонах материала, которые были разрушены при продавливании последнего через узел крепления дорна, и связанный с этим низкий выход годного продукта, в частности, для изделий, полученных при степенях вытяжки материала менее 5.
Наиболее близким к предложенному является принятый за прототип способ получения длинномерных полых изделий, позволяющий устранять те дефекты в материале, которые формируются в нем при прохождении полой заготовки через узел крепления дорна (МПК В21С73/08, МПК В29С47/12, МПК В28В03/26). В этом способе формования длинномерных полых изделий из порошковых или пластифицированных масс, включающем продавливание заготовки через кольцевую осесимметричную зону деформации, вытяжку материала, формование изделия и его калибрование, при этом материал в кольцевой зоне деформации подвергают дополнительной деформационной обработке, включающей в себя циклические деформации вытяжки и осадки в осевом и в окружном направлениях по всей длине зоны деформации, а также циклические деформации осадки материала полой заготовки в радиальных направлениях и его циклические разнознаковые деформации сдвига и изгиба. При этом деформации сдвига осуществляют как в плоскостях, проходящих через ось вытяжки, так и в плоскостях, ортогональных к этой оси, а деформации изгиба в окружном направлении в поверхностях, проходящих между поверхностями матрицы и дорна, а в радиальном в плоскостях, проходящих через ось вытяжки, при этом количество циклов дополнительной деформационной обработки материала равно или больше единицы.
Недостатком этого способа формования полых изделий является отсутствие возможности реализовать деформацию кручения всей полой заготовки относительно ее оси или разнонаправленных вращений ее поверхностей относительно ее оси, что снижает качество деформационной обработки всего объема материала формуемой полой заготовки. Недостатком способа является также отсутствие возможности концентрировать максимальные деформационные воздействия на материал заготовки в тех ее зонах, в которых заготовка разрезается элементами крепления дорна – ребрами дорнодержателя – внутри матрицы при продавливании ее через каналы дорнодержателя в деформирующий канал устройства. К недостаткам этого способа можно также отнести ограниченную возможность проводить, как показала практика, полноценную деформационную обработку всего объема формуемого материала крупногабаритных полых заготовок и изделий.
Техническая проблема изобретения заключается в обеспечении возможности получения из дискретных и пластифицированных материалов длинномерных полых изделий с беспористой, бездефектной и однородной структурой материала, максимальная площадь поперечного сечения которых равна или больше площади сечения шнекового или плунжерного тракта экструзионного пресса.
Технический результат достигается тем, что в способе получения длинномерных полых изделий из дискретных и пластифицированных материалов путем уплотнения материала, подачи его через каналы между ребрами дорнодержателя в канал устройства, образованный фильерой и дорном, деформационной обработки заготовки материала с образованием полой заготовки, формования и калибрования полой заготовки с получением готового изделия, при этом деформационную обработку заготовки осуществляют путем придания ей деформаций осадки и сдвига воздействием на нее профилированными выступами, расположенными на части длины фильеры и дорна с равным и одинаковым в окружном направлении для фильеры и дорна угловым шагом, согласно изобретению, используют устройство с профилированными выступами в виде винтовых выступов, осадки полой заготовке придают в направлениях, ортогональных к поверхностям полой заготовки и оппозитных друг другу по направлению со смещением в окружном направлении относительно друг друга до половины углового шага между винтовыми выступами, а в процессе перемещения полой заготовки вдоль канала путем воздействия на нее винтовыми выступами придают её внутренней и наружной поверхностям оппозитные друг другу вращения, вызывающие в материале полой заготовки деформации сдвига, достигающие максимальных значений в зонах полой заготовки, в которых расстояние между ее поверхностями минимально, при этом площадь деформирующего канала в ортогональных к его оси кольцевых сечениях на 10-15% меньше суммарной площади каналов дорнодержателя, причем обеспечивают максимальные величины сумм приданных заготовке деформаций в тех зонах заготовки, в которых материал был разрезан ребрами дорнодержателя при подаче его в канал устройства а деформационная обработка проводится вдоль канала в несколько последовательных этапов, при этом на каждом последующем этапе зоны заготовки с максимальными величинами сумм деформаций смещены в окружном направлении относительно указанных зон на предыдущем этапе на угол до половины окружного шага между указанными зонами.
Возможен вариант, когда в процессе перемещения полой заготовки вдоль канала направления вращений ее внутренней и наружной поверхностей изменяют в одних и тех же поперечных сечениях канала один или более раз на противоположные и тем самым в зонах изменения направлений вращения внутренней и внешней поверхностей заготовки придают материалу заготовки дополнительные деформации сдвига в плоскостях, ортогональных к оси канала
Кроме того, после деформационной обработки формование полой заготовки осуществляют при ее перемещении вдоль канала путем её сжатия в осевом направлении и увеличения площади ее поперечных сечений и последующей вытяжки полой заготовки в осевом направлении с уменьшением площади и изменением формы ее поперечных сечений до площади и формы поперечного сечения готового изделия, после чего осуществляют калибрование полой заготовки при сохранении размеров ее поперечных сечений постоянными и соответствующими размерам и форме поперечных сечений готового изделия.
Изобретение иллюстрируется чертежами.
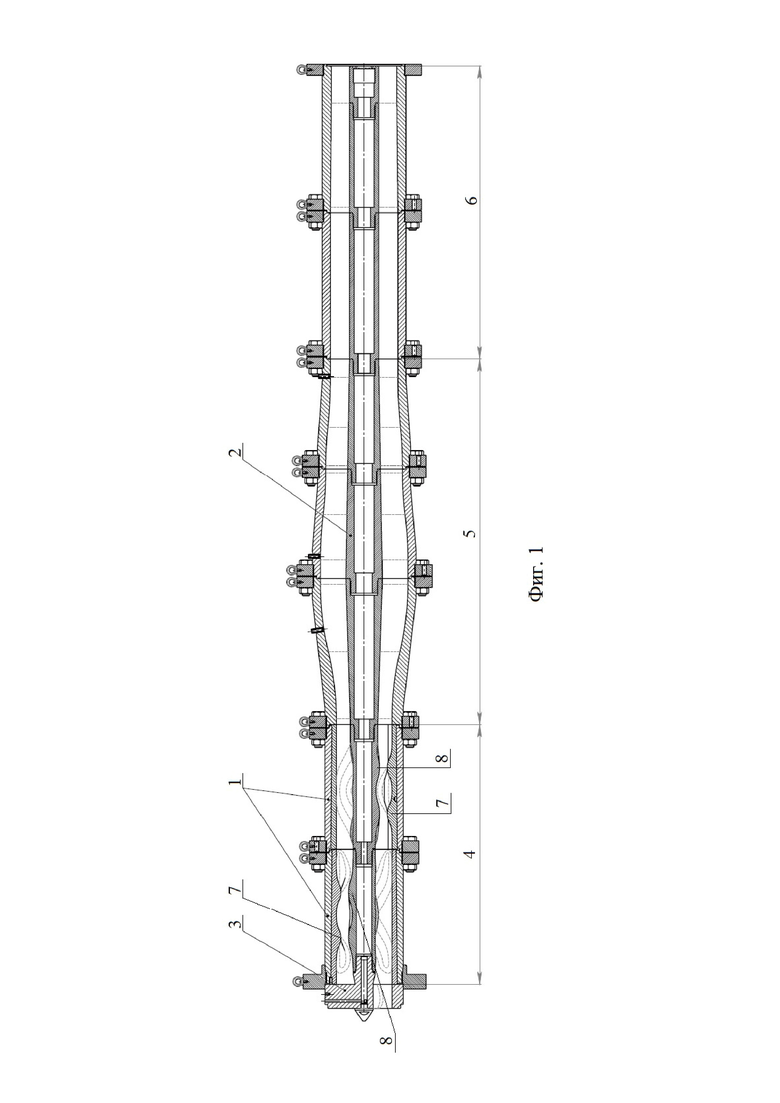
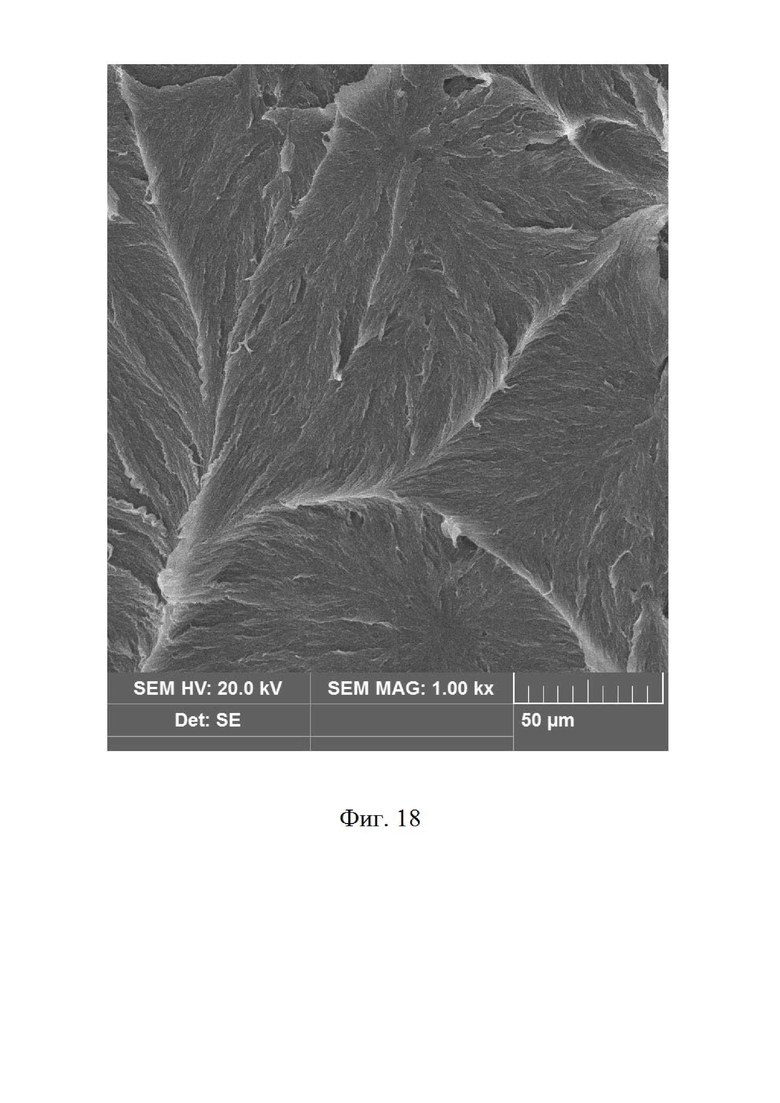
На фиг.1 показано осевое сечение устройства (без экструзионного пресса) для осуществления предложенного способа получения изделий из дискретных или пластифицированных материалов.
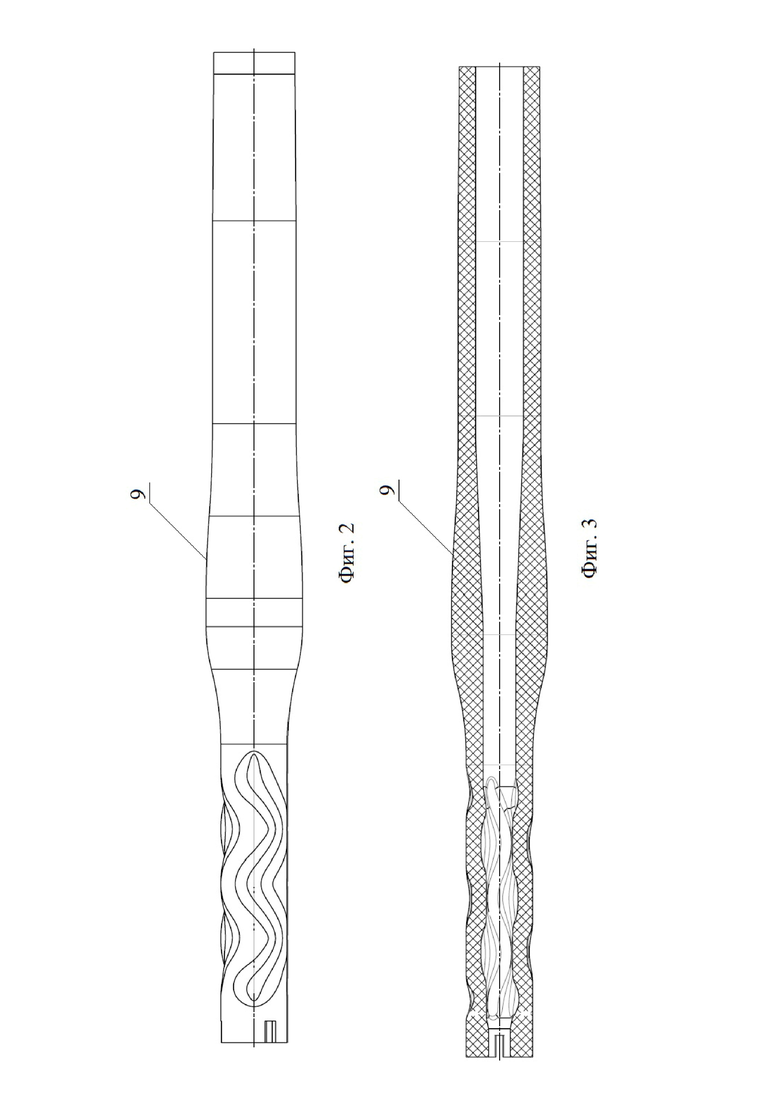
На фиг.2 – заготовка, формуемая в деформирующем, формообразующем и калибрующем каналах устройства.
На фиг. 3 – осевое сечение заготовки, представленной на фиг. 2.
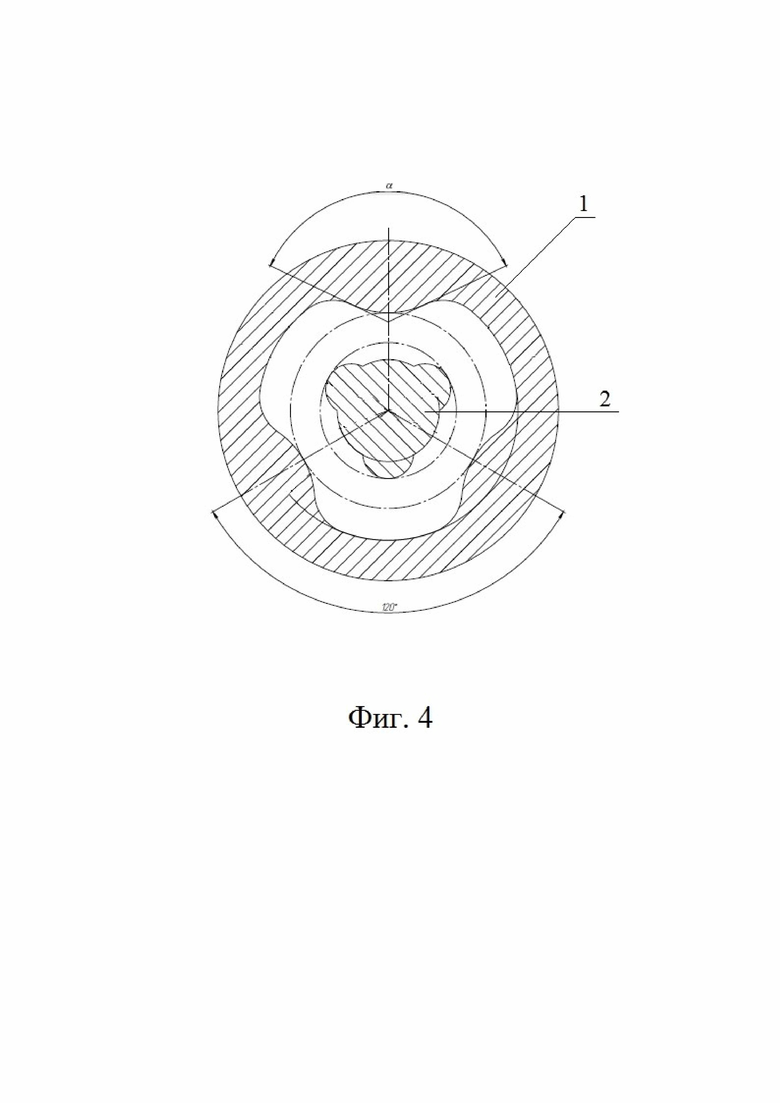
На фиг. 4 – две половины участка фильеры с винтовыми выступами, угол подъема угла которых имеет один знак.
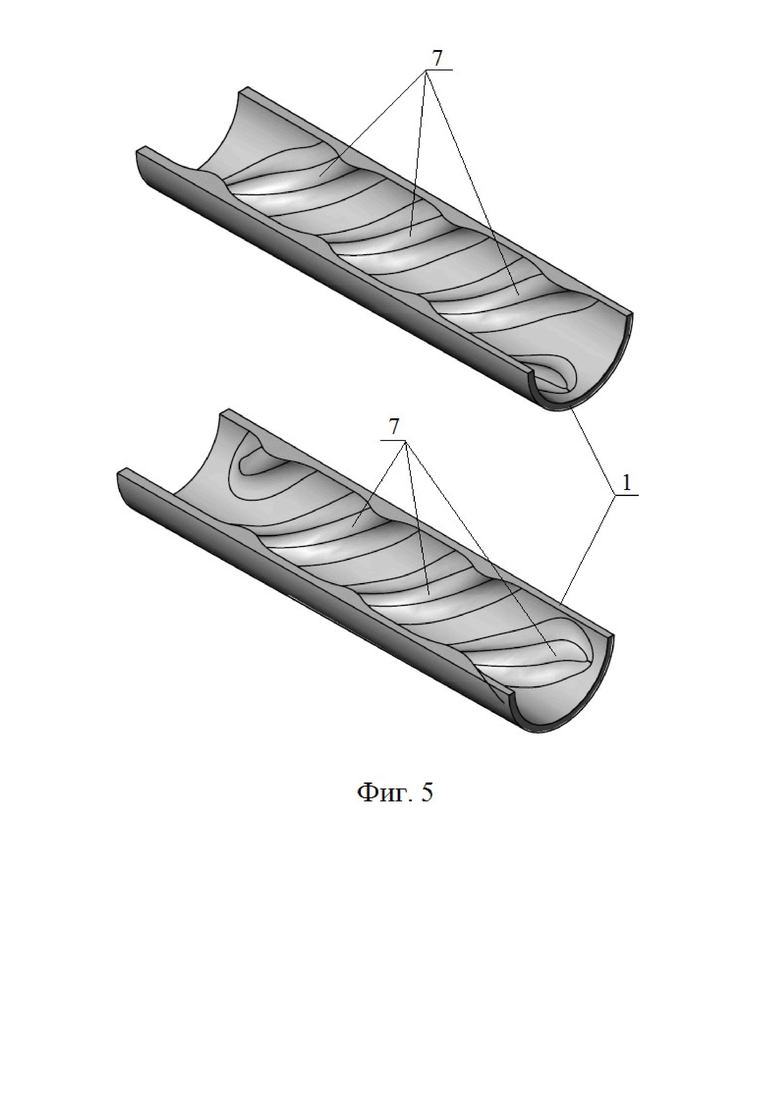
На фиг. 5 – участок дорна с винтовыми выступами, угол подъема угла которых имеет один знак.
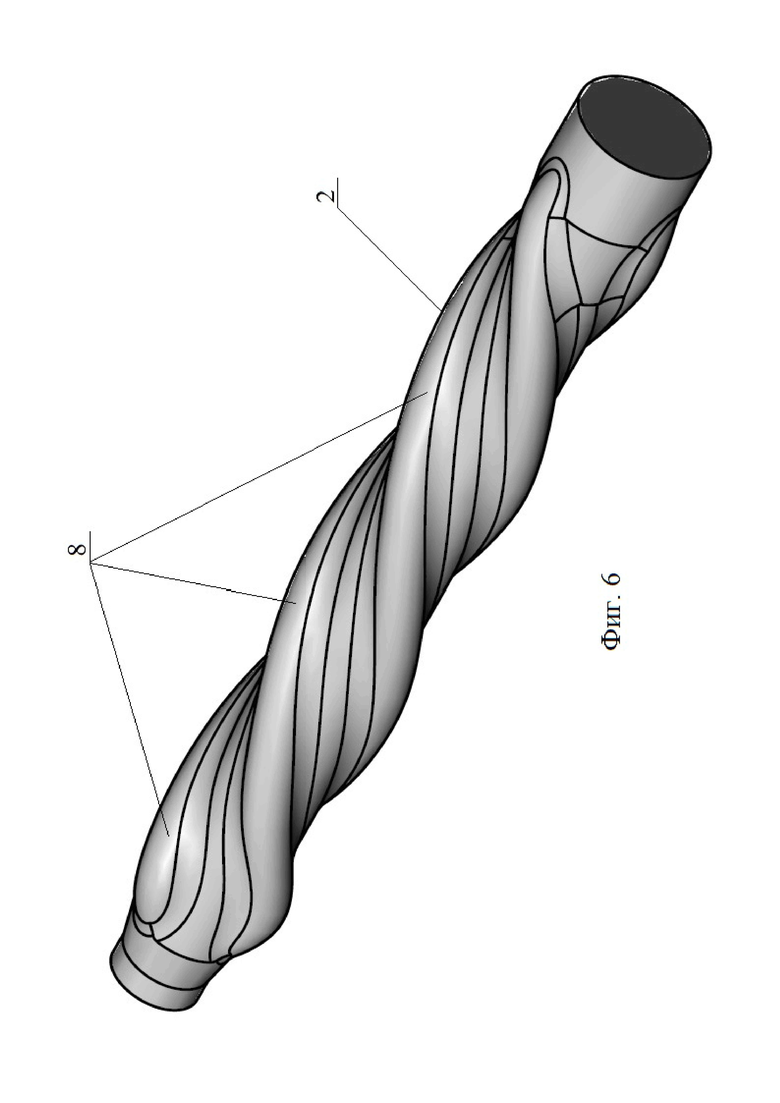
На фиг. 6 – часть заготовки в деформирующем канале, фильера которого приведена на фиг. 4, а дорн на фиг. 5.
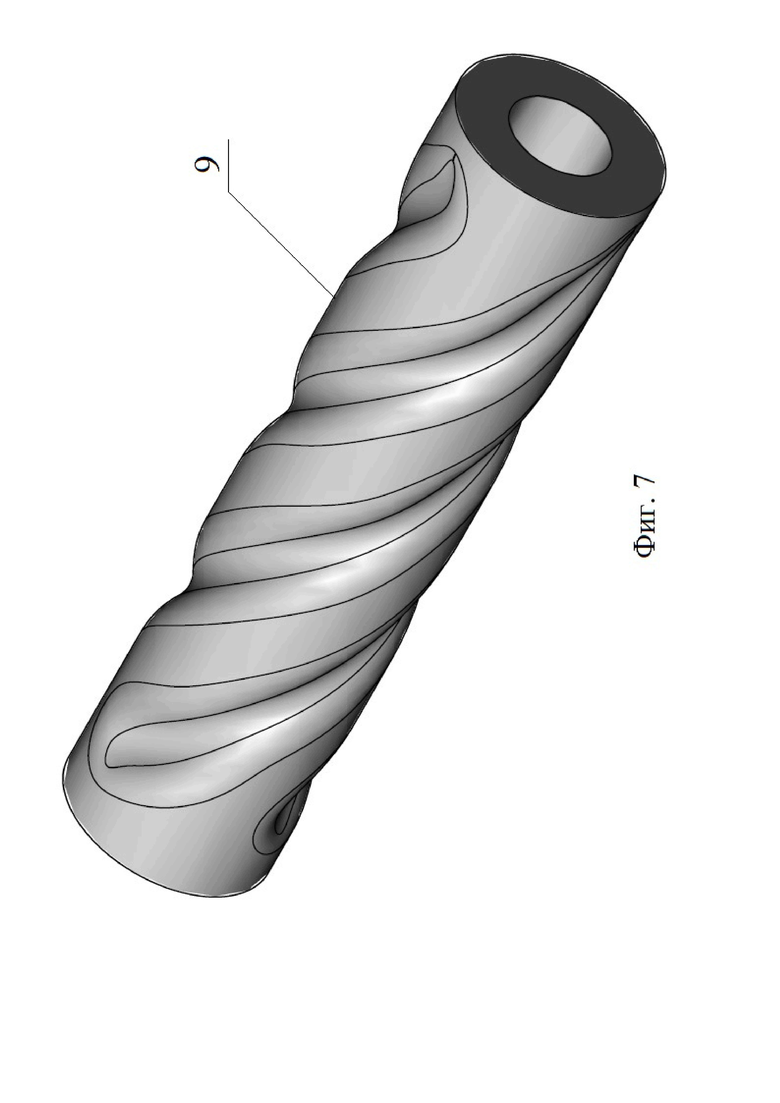
На фиг. 7 – осевое сечение части заготовки материала, приведенной на фиг. 6.
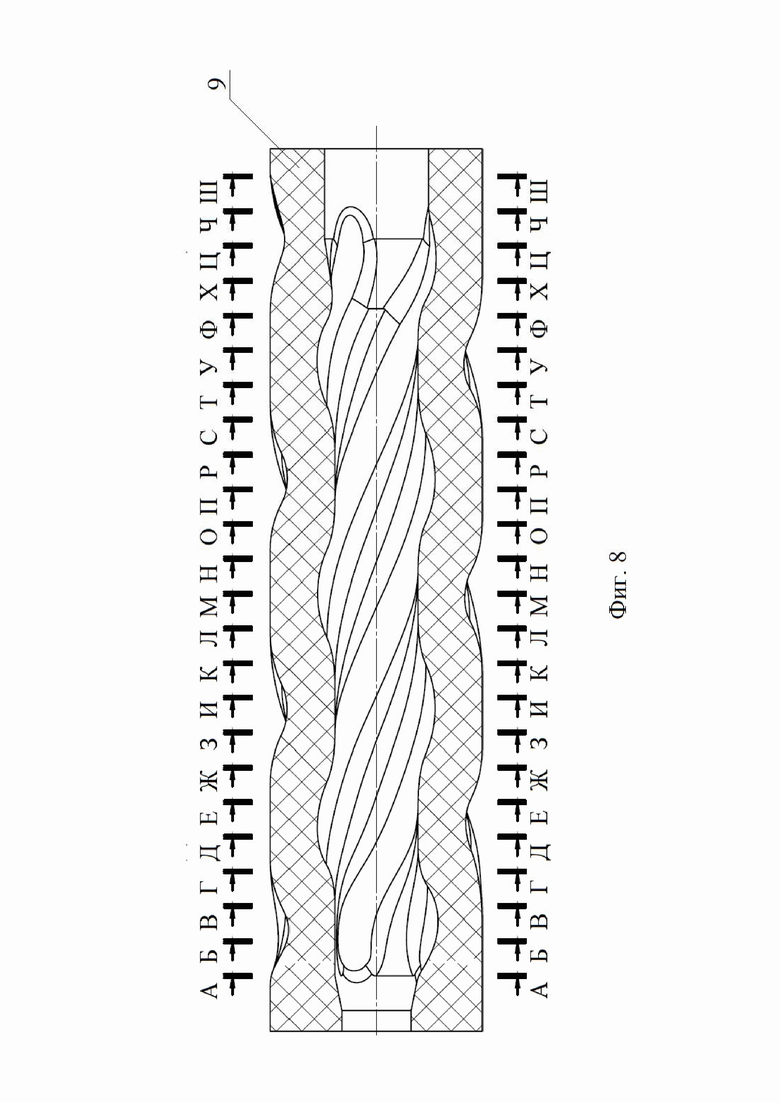
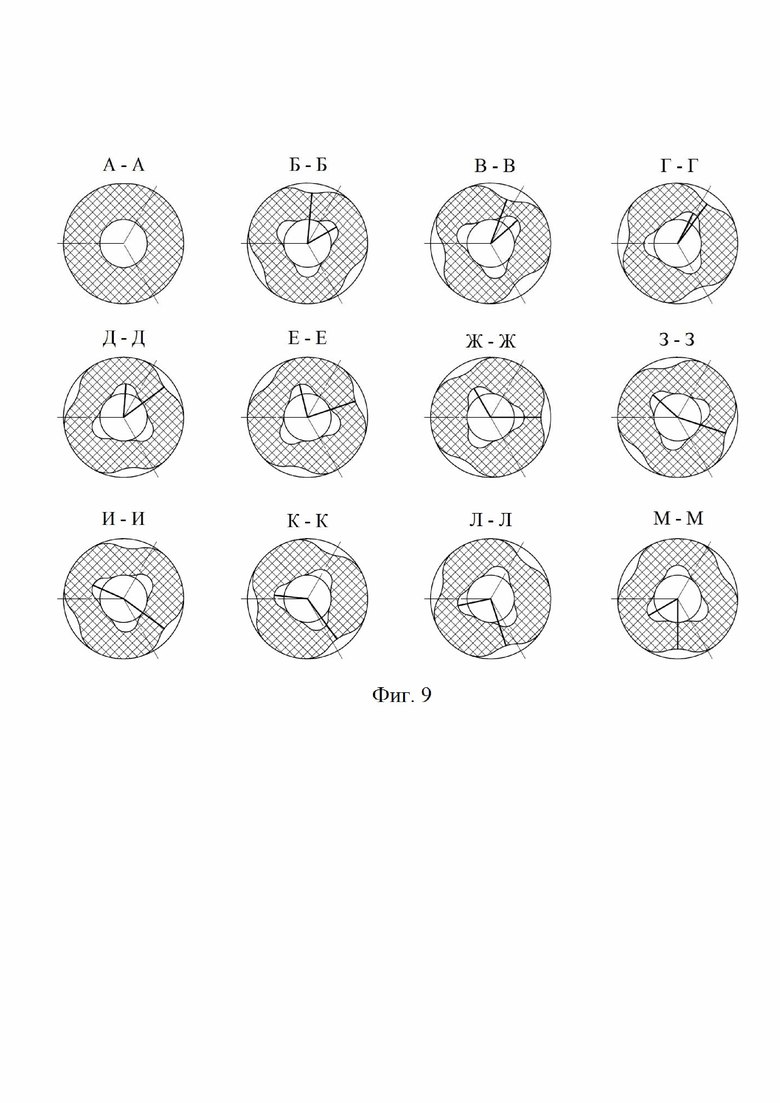
На фиг. 8 – ортогональные к оси фильеры и дорна сечения с А-А по М-М части заготовки, приведенной на фиг. 7.
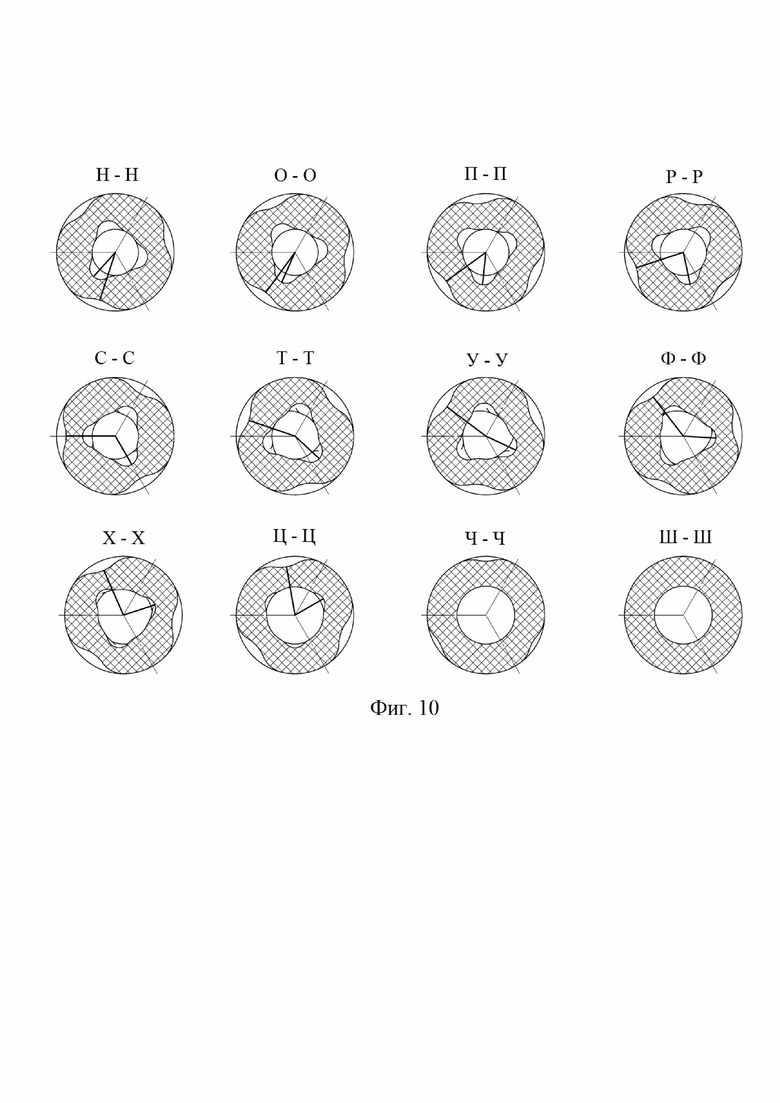
На фиг. 9 – ортогональные к оси фильеры и дорна сечения с Н-Н по Щ-Щ части заготовки, приведенной на фиг. 7.
На фиг. 10 – две половины участка фильеры, винтовые выступы которой имеют углы подъема, знак которых изменяется по ее длине на противоположный.
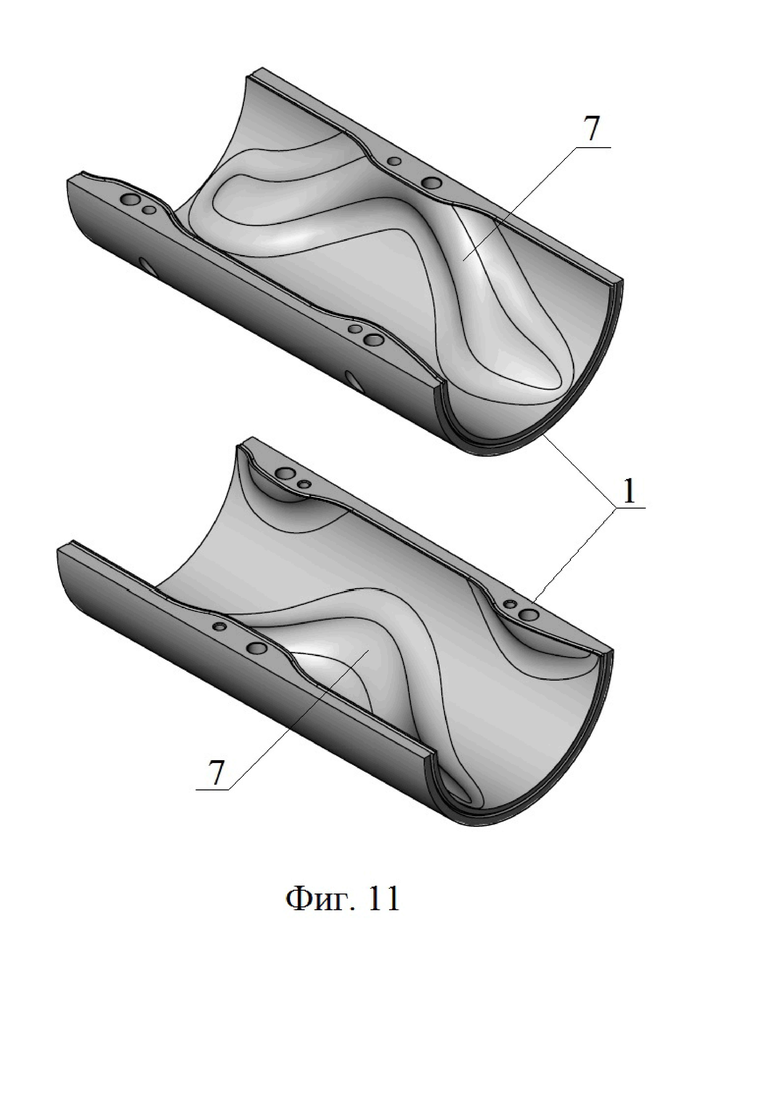
На фиг. 11 – участок дорна, винтовые выступы которого имеют углы подъема, которые изменяют по его длине свой знак на противоположный.
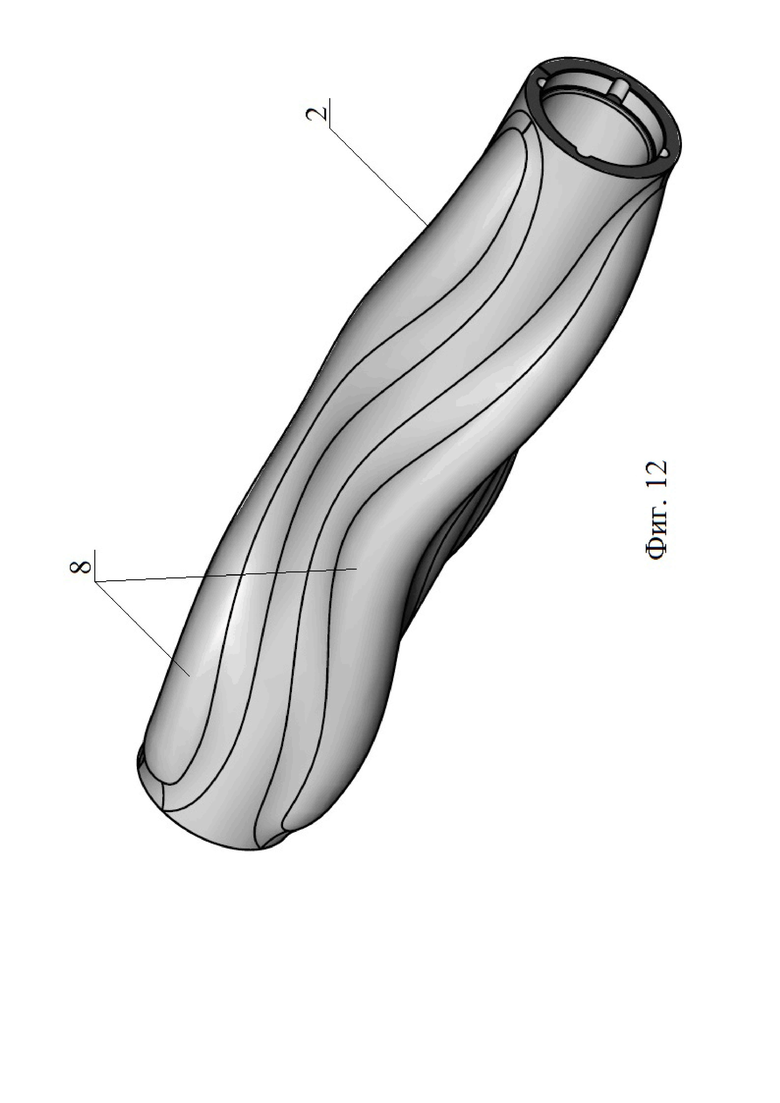
На фиг. 12 – часть заготовки отформованной в деформирующем канале с фильерой, приведенной на фиг. 10, и с дорном, приведенным на фиг. 11.
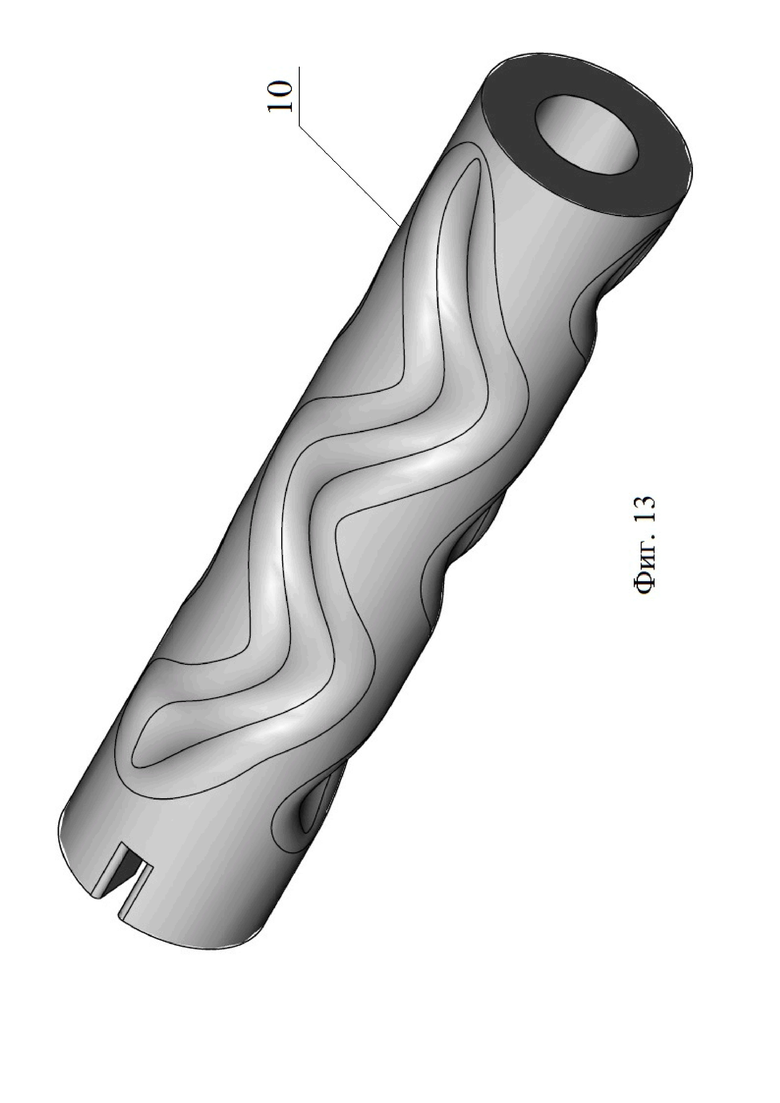
На фиг. 13 – осевое сечение части заготовки, приведенной на фиг. 12.
На фиг. 14 – ортогональные к оси дорна сечения с А'-А' по М'-М' части заготовки, приведенной на фиг. 13.
На фиг. 15 – ортогональные к оси фильеры и дорна сечения с Н'-Н' по Э'-Э' части заготовки, приведенной на фиг. 13.
На фиг. 16 – часть заготовки в деформирующем канале, имеющем по длине канала две группы выступов у фильеры и дорна.
На фиг. 17 – структура материала полого изделия, которое получено предложенным способом на шнековом экструдере и площадь сечения которого на 15% больше площади сечения шнекового тракта; изображение получено с помощью сканирующего электронного микроскопа, ускоряющее напряжение 20,0 кВ, увеличение х1000, детектор сканирующих электронов, шкала 50 мкм.
Способ получения длинномерных полых изделий из дискретных и пластифицированных материалов реализуется на устройстве, которое содержит плунжерный или шнековый пресс, а также фильеру 1 и дорн 2 (фиг. 1). Фильера 1 и дорн 2 образуют по своей длине канал устройства, который включает деформирующий канал 4, формующий канал 5 и калибрующий канал 6. На входе в деформирующий канал 4 перед фильерой 1 расположен дорнодержатель 3. В деформирующем канале 4 рабочие поверхности фильеры 1 и дорна 2 имеют профилированные винтовые выступы 7, 8, расположенные с равным в окружном направлении и одинаковым для фильеры 1 (винтовые выступы 7) и дорна 2 (винтовые выступы 8) угловым шагом. На фиг.2 и 3 показана поверхность и продольное сечение полой заготовки 9, формуемой в деформирующем, формующем и калибрующем каналах 4, 5 и 6 устройства.
Шаг винтовых линий, проходящих по точкам пересечения осей симметрии поперечных сечений винтовых выступов 7, 8 фильеры 1 и дорна 2 с их поверхностью, по длине деформирующего канала 4 одинаков. Углы подъема винтовых выступов 7 фильеры 1 и углы подъема винтовых выступов 8 дорна 2 противоположны по знаку и имеют величину не менее 45°, а суммарная высота винтовых выступов 7 и 8 в любом поперечном сечении фильеры 1 и дорна 2 не превышает ½ ширины зазора между поверхностями фильеры 1 и дорна 2. При этом соотношение высот винтовых выступов фильеры и дорна в любом поперечном сечении может составлять от 1:3 до 3:1.
Примыкающий к деформирующему каналу 4 формующий канал 5 не имеет на поверхностях фильеры 1 и дорна 2 винтовых выступов. В сечениях, ортогональных к оси фильеры 1 и дорна 2, площадь кольцевого зазора между их поверхностями по длине формующего канала 5, как показано на фиг.1-3, последовательно увеличивается, возможно в число раз от 1 до 5, а затем уменьшается так, что форма и размеры указанных сечений формующего канала 5 принимают размеры и форму готового изделия, а размеры и форма ортогональных к оси фильеры 1 и дорна 2 кольцевых сечений между их поверхностями в калибрующем канале 6 соответствуют размерам и форме поперечных сечений готового изделия и по длине канала 6 остаются постоянными.
Винтовые выступы 7, 8 фильеры и дорна могут иметь различный профиль. Предпочтительным является профиль, показанный на фиг. 4. Возможны варианты, когда в сечениях, ортогональных к оси фильеры 1 и дорна 2, образующие боковых поверхностей каждого винтового выступа 7, 8 являются прямыми линиями, которые параллельны осям симметрии винтовых выступов 7, 8 или пересекают их так, что ширина выступов 7, 8 к их вершинам уменьшается.
Высота винтовых выступов 7, 8 фильеры и дорна может быть постоянной по их длине. Возможен также вариант, когда высота каждого винтового выступа 7, 8 фильеры и дорна изменяется по его длине по гладкой периодической функции. Период указанных функций одинаков для всех винтовых выступов 7, 8, а их амплитуда составляет до 1/2 от средней высоты соответствующего винтового выступа 7, 8.
Дорнодержатель 3 включает обод и рёбра, на которых закреплен дорн 2. Число рёбер в данном случае равно трем.
Знак угла подъема каждого винтового выступа 7, 8 фильеры и дорна может быть постоянным по всей их длине (фиг. 5, 6). Полая заготовка 9 материала, формуемая в деформирующем канале 4 с такими выступами, показана на фиг. 7. На фиг. 8 показано продольное сечение заготовки 9, а на фиг. 9 и 10 показано, как в процессе перемещения формуемой заготовки 9 вдоль оси деформирующего канала 4 изменяется форма ее ортогональных к оси фильеры 1 и дорна 2 сечений при вращении ее внутренней и внешней поверхности в оппозитных друг другу направлениях, в котором винтовые выступы 7 и 8 имеют постоянные форму и размеры.
Также возможен вариант устройства, в котором знак угла подъема винтовых выступов 7, 8 фильеры (фиг. 11) и дорна (фиг.12) изменяется на противоположный по длине деформирующего канала 4 по меньшей мере один раз в одном для всех этих выступов сечении, ортогональном к их оси. Полая заготовка 10, формуемая в деформирующем канале 4 с такими выступами, показана на фиг. 13. На фиг. 14 показано продольное сечение заготовки 10, а на фиг. 15 и 16 показано, как в процессе перемещения формуемой заготовки 10 вдоль оси деформирующего канала 4 изменяется форма ее поперечных сечений, ортогональных к оси фильеры и дорна, при вращении внутренней и внешней поверхностей полой формуемой заготовки 10 в оппозитных друг к другу направлениях при однократном изменении направлений их вращений на противоположные в процессе перемещения формуемой заготовки 10 вдоль оси деформирующего канала 4.
Винтовые выступы 7, 8 образуют пары, каждая из которых включает винтовой выступ 7 фильеры и винтовой выступ 8 дорна. Винтовые линии винтовых выступов 7, 8 каждой пары на входе в деформирующий канал 4 перекрещиваются в плоскости, проходящей через ось фильеры 1 и дорна 2 и через хорды профиля ребра дорнодержателя 3. Число пар винтовых выступов, образованных винтовыми выступами 7, 8 фильеры и дорна, кратно числу рёбер дорнодержателя 3.
В предпочтительном исполнении пары винтовых выступов 7, 8 фильеры и дорна образуют две или более групп винтовых выступов 7, 8, расположенных по длине деформирующего канала 4 с промежутками между группами (фиг. 1), при этом в каждой группе число пар винтовых выступов, образованных винтовыми выступами 7, 8 фильеры и дорна, кратно числу рёбер дорнодержателя 3.
Предпочтительно, чтобы пары винтовых выступов 7, 8 каждой группы были смещены в окружном направлении относительно пар винтовых выступов 7, 8 соседней группы на угол до половины окружного угла между рёбрами дорнодержателя 3.
На фиг. 17 показана поверхность полой заготовки 11 в деформирующем канале 4 устройства, состоящем из двух блоков, в каждом из которых расположена группа винтовых выступов 7, 8 фильеры и дорна, ориентация которых смещена вокруг оси фильеры 1 и дорна 3 в данном случае на половину углового шага между ребрами дорнодержателя 3.
На фиг. 18 показана структура излома материала отформованного в данном устройстве полого изделия, из которой следует, что излом материала полого изделия, площадь которого на 15% больше площади сечения шнекового тракта экструзионного пресса, прошел через частицы порошка сверхвысокомолекулярного полиэтилена GUR4150, из которого было получено изделие, а не через границы между ними, что свидетельствует о высокой прочности межграничных связей между частицами материала отформованного изделия.
Способ получения длинномерных полых изделий на шнековых прессах осуществляется следующим образом.
Исходный пластифицированный или дискретный материал, в качестве которого могут использоваться порошковые или гранулированные материалы, а также дробленные на мелкие фракции вторичные продукты, продавливается, как показано на фиг.1, шнеком в деформирующий канал 4 оснастки через каналы дорнодержателя 3, ребрами которого, имеющими форму крыла самолета, формуемая заготовка разрезается на продольные полосы, обтекающие с разной скоростью боковые поверхности ребер. Площадь деформирующего канала 4 в ортогональных к его оси кольцевых сечениях на 10-15% меньше суммарной площади каналов дорнодержателя 3, через которые перемещается материал формуемой заготовки, что создает напряжения сжатия в окружном к оси канала 4 направлении и ортогональном к боковым поверхностям полос заготовки на выходе их из каналов дорнодержателя 3. Относительное скольжение слоев материала на поверхностях контакта этих полос даже при малых величинах давлений их сжатия, как показала практика, способствует залечиванию дефектов структуры материала в этих зонах заготовки.
На входе полой заготовки в деформирующий канал 4 в ее внутреннюю и внешнюю поверхности внедряют равное количество расположенных на профилированных поверхностях фильеры 1 и дорна 2 с одинаковым окружным шагом профилированных винтовых выступов 7 и 8. При этом поверхностям полой заготовки придают ортогональные к ним и оппозитные друг другу по направлению осадки, смещенные в окружном направлении относительно друг друга до половины углового шага винтовых выступов 7 и 8. Такие локальные осадки внутренней и внешней поверхностей полой заготовки дополнительно уменьшают площадь ее поперечных сечений до 40%.
Расположенные в деформирующем канале 4 на профилированных поверхностях фильеры 1 и дорна 2 профилированные винтовые выступы 7, 8, цилиндрические винтовые линии которых имеют по длине деформирующего канала 4 одинаковый шаг и оппозитные друг другу знаки угла их подъема, вращают в процессе перемещения заготовки вдоль оси деформирующего канала 4 внутреннюю и внешнюю поверхности заготовки вокруг оси деформирующего канала устройства в оппозитных друг к другу направлениях, что вызывает как в окружном, так и в продольном направлениях деформации сдвига в материале формуемой полой заготовки, достигающие своих максимальных значений, как это показано на фиг. 9, 10, в тех зонах заготовки, в которых цилиндрические винтовые линии винтовых выступов 7, 8 фильеры и дорна перекрещиваются и расстояния между ними минимально. В этих же зонах достигают своих максимальных значений и локальные радиальные деформации осадки полой заготовки.
При этом интенсивность всех типов деформаций заготовки изменяется по гладким периодическим функциям в окружном направлении с количеством циклов, как показано на фиг. 9, 10, равным отношению угла закручивания поверхностей заготовки к окружному углу между винтовыми выступами 7 и 8.
Показанные на фиг. 11 и 12 поверхности фильеры 1 и дорна 2 в деформирующем канале 4 имеют винтовые выступы 7 и 8, которые в одной и той же плоскости, ортогональной к оси устройства, изменяют направления, под которыми они пересекают образующие осесимметричных поверхностей фильеры 1 и дорна 2, на противоположные, что, как показано на фиг. 13, 15 и 16, вызывает при перемещении формуемой полой заготовки через эту плоскость изменение направлений относительного вращения поверхностей полой заготовки, и, соответственно, изменяют и направления поверхностей сдвига в материале полой заготовки, а также изменяют направления относительного скольжения материала вдоль этих поверхностей. Такие изменения схемы деформации заготовки ведут к перестройке направлений и расположений систем магистральных полос сдвига и располагающихся в этих полосах микроповерхностей сдвига, вовлекая при каждом таком переходе в процессы относительного скольжения дополнительно и новые структурные единицы материала.
В зонах изменения направлений вращения внутренней и наружной поверхности формуемой заготовки, через которые в процессе ее перемещения вдоль деформирующего канала 4 проходит весь объем материала формуемой заготовки, материал заготовки получает также в плоскостях, ортогональных к оси деформирующего канала 4, дополнительные сдвиговые деформации, вызванные оппозитными друг другу по направлению относительными смещениями слоев материала, расположенных на входе и выходе его из этих локальных зон.
Этот принцип деформационной проработки материала, вызывающий его макро- и микроструктурные перестройки при каждом изменении типа и направлений приложенных к заготовке деформационных воздействий, позволяет проводить объемную многофакторную структурную проработку материала формуемой заготовки, что, как показала практика, и реализуется в предлагаемом способе.
Поскольку при прохождении полой заготовки через деформирующий канал 4 максимальные величины сумм всех полученных ее материалом деформаций локализованы, как показано на фиг. 9,10 и 15,16, в зонах, прилегающих к плоскостям, которые проходят через ось фильеры 1 и дорна 2 и в которых перекрещиваются винтовые линии, проходящие по точкам пересечения осей симметрии поперечных сечений винтовых выступов 7, 8 фильеры 1 и дорна 2 с поверхностью этих выступов 7, 8, то для восстановления монолитной структуры материала в тех зонах формуемой полой заготовки, которые были разрезаны на продольные полосы при продавливании ее через каналы дорнодержателя 3 в деформирующий канал 4 оснастки наиболее эффективно располагать не менее одного раза в деформирующем канале 4 эти плоскости так, чтобы они, как показано на фиг.9,10 и 15,16, совпадали по направлениям с плоскостями, которые проходят через ось фильеры 1 и дорна 2 и через хорды профилей ребер дорнодержателя 3, что обеспечит максимальную деформационную обработку материала этих наиболее дефектных зон.
Для получения однородной структуры материала по всему объему формуемого полого изделия деформационную обработку заготовки в деформирующий канале 4 проводят в несколько последовательных этапов, в каждом из которых, зоны максимальной деформационной обработки материала полой заготовки смещают в окружном направлении относительно таких же зон в предыдущем блоке оснастки на угол до половины окружного угла между ребрами дорнодержателя 3.
Для получения крупногабаритных полых изделий, площадь которых может быть равна или больше площади сечения рабочего цилиндра экструзионного пресса, площадь кольцевого зазора между поверхностями фильеры и дорна по длине формующего канала 5 устройства увеличивают в число раз до 5, а затем уменьшают до размеров и формы поперечных сечений готового изделия, геометрические характеристики которых фиксируются и в калибрующем канале 6 устройства.
Изобретение относится к производству длинномерных изделий из порошков различных, в том числе и полимерных, материалов, а также из пластифицированных масс путем их экструзии и может быть использовано для изготовления длинномерных полых изделий с различной формой поперечных сечений, площадь которых равна или больше площади сечения экструдера. Способ получения длинномерных полых изделий из дискретных и пластифицированных материалов путем уплотнения материала, подачи его через каналы между ребрами дорнодержателя в канал устройства, образованный фильерой и дорном, деформационной обработки заготовки материала с образованием полой заготовки, формования и калибрования полой заготовки с получением готового изделия. При этом деформационную обработку заготовки осуществляют путем придания ей осадки и деформаций сдвига воздействием на нее профилированными выступами, расположенными на части длины фильеры и дорна с равным в окружном направлении и одинаковым для фильеры и дорна угловым шагом. Причем используют устройство с профилированными выступами в виде винтовых выступов, осадку полой заготовке придают в направлениях, ортогональных к поверхностям полой заготовки и оппозитных друг другу по направлению со смещением в окружном направлении относительно друг друга до половины углового шага винтовых выступов, а в процессе перемещения полой заготовки вдоль канала путем воздействия на нее винтовыми выступами придают её внутренней и наружной поверхностям оппозитные друг другу вращения, вызывающие в материале полой заготовки деформации сдвига, достигающие максимальных значений в зонах полой заготовки, в которых расстояние между ее поверхностями минимально. При этом площадь деформирующего канала в ортогональных к его оси кольцевых сечениях на 10-15% меньше суммарной площади каналов дорнодержателя. Причем обеспечивают максимальные величины сумм приданных заготовке деформаций в тех зонах заготовки, в которых материал был разрезан ребрами дорнодержателя при подаче его в канал устройства, а деформационная обработка проводится вдоль канала в несколько последовательных этапов, при этом на каждом последующем этапе зоны заготовки с максимальными величинами сумм деформаций смещены в окружном направлении относительно указанных зон на предыдущем этапе на угол до половины окружного шага между указанными зонами. Технический результат заявленного изобретения заключается в обеспечении возможности получения из дискретных и пластифицированных материалов длинномерных полых изделий с беспористой, бездефектной и однородной структурой материала, максимальная площадь поперечного сечения которых равна или больше площади сечения шнекового или плунжерного тракта экструзионного пресса. 2 з.п. ф-лы, 18 ил.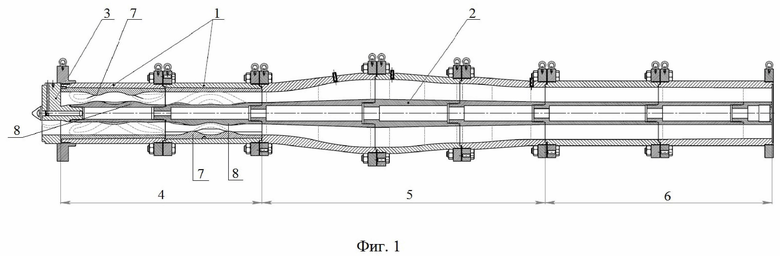
1. Способ получения длинномерных полых изделий из дискретных и пластифицированных материалов путем уплотнения материала, подачи его через каналы между ребрами дорнодержателя в канал устройства, образованный фильерой и дорном, деформационной обработки заготовки материала с образованием полой заготовки, формования и калибрования полой заготовки с получением готового изделия, при этом деформационную обработку заготовки осуществляют путем придания ей осадки и деформаций сдвига воздействием на нее профилированными выступами, расположенными на части длины фильеры и дорна с равным в окружном направлении и одинаковым для фильеры и дорна угловым шагом, отличающийся тем, что используют устройство с профилированными выступами в виде винтовых выступов, осадку полой заготовке придают в направлениях, ортогональных к поверхностям полой заготовки и оппозитных друг другу по направлению со смещением в окружном направлении относительно друг друга до половины углового шага винтовых выступов, а в процессе перемещения полой заготовки вдоль канала путем воздействия на нее винтовыми выступами придают её внутренней и наружной поверхностям оппозитные друг другу вращения, вызывающие в материале полой заготовки деформации сдвига, достигающие максимальных значений в зонах полой заготовки, в которых расстояние между ее поверхностями минимально, при этом площадь деформирующего канала в ортогональных к его оси кольцевых сечениях на 10-15% меньше суммарной площади каналов дорнодержателя, причем обеспечивают максимальные величины сумм приданных заготовке деформаций в тех зонах заготовки, в которых материал был разрезан ребрами дорнодержателя при подаче его в канал устройства, а деформационная обработка проводится вдоль канала в несколько последовательных этапов, при этом на каждом последующем этапе зоны заготовки с максимальными величинами сумм деформаций смещены в окружном направлении относительно указанных зон на предыдущем этапе на угол до половины окружного шага между указанными зонами.
2. Способ по п. 1, отличающийся тем, что в процессе перемещения полой заготовки вдоль канала направления вращений ее внутренней и наружной поверхностей изменяют в одних и тех же поперечных сечениях канала один или более раз на противоположные и тем самым в зонах изменения направлений вращения внутренней и внешней поверхностей заготовки придают материалу заготовки дополнительные деформации сдвига в плоскостях, ортогональных к оси канала.
3. Способ по п. 1, отличающийся тем, что после деформационной обработки формование полой заготовки осуществляют при ее перемещении вдоль канала путем её сжатия в осевом направлении и увеличения площади ее поперечных сечений и последующей вытяжки полой заготовки в осевом направлении с уменьшением площади и изменением формы ее поперечных сечений до площади и формы поперечного сечения готового изделия, после чего осуществляют калибрование полой заготовки при сохранении размеров ее поперечных сечений постоянными и соответствующими размерам и форме поперечных сечений готового изделия.
| СПОСОБ ФОРМОВАНИЯ ДЛИННОМЕРНЫХ ПОЛЫХ ИЗДЕЛИЙ ИЗ ПОРОШКОВЫХ И ПЛАСТИФИЦИРОВАННЫХ МАСС И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ (ВАРИАНТЫ) | 2012 |
|
RU2492965C1 |
| СПОСОБ ЭКСТРУЗИИ ПЛАСТИЧНЫХ И ПЛАСТИФИЦИРОВАННЫХ МАТЕРИАЛОВ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2004 |
|
RU2272707C2 |
| ЭКСТРУЗИОННАЯ ГОЛОВКА ДЛЯ ИЗГОТОВЛЕНИЯ ПОЛИМЕРНЫХ ОБОЛОЧЕК ОБРАМЛЕНИЯ ТРУБ | 1998 |
|
RU2134640C1 |
| US 4147748 A, 03.04.1979 | |||
| Гидравлический привод тормозов автомобиля | 1979 |
|
SU918140A2 |

