112
Изобретение относится к электромашиностроению, в частности к электрическим машинам, зубцовая зона которых вьтолнена из витой на ребро ленты с предварительно вырубленными пазами, со скосом пазов, необходимых для улучшения виброакустических характеристик машины.
Цель изобретения - упрощение технологии получения скоса зубцов при изготовлении витых магнитопроводов.
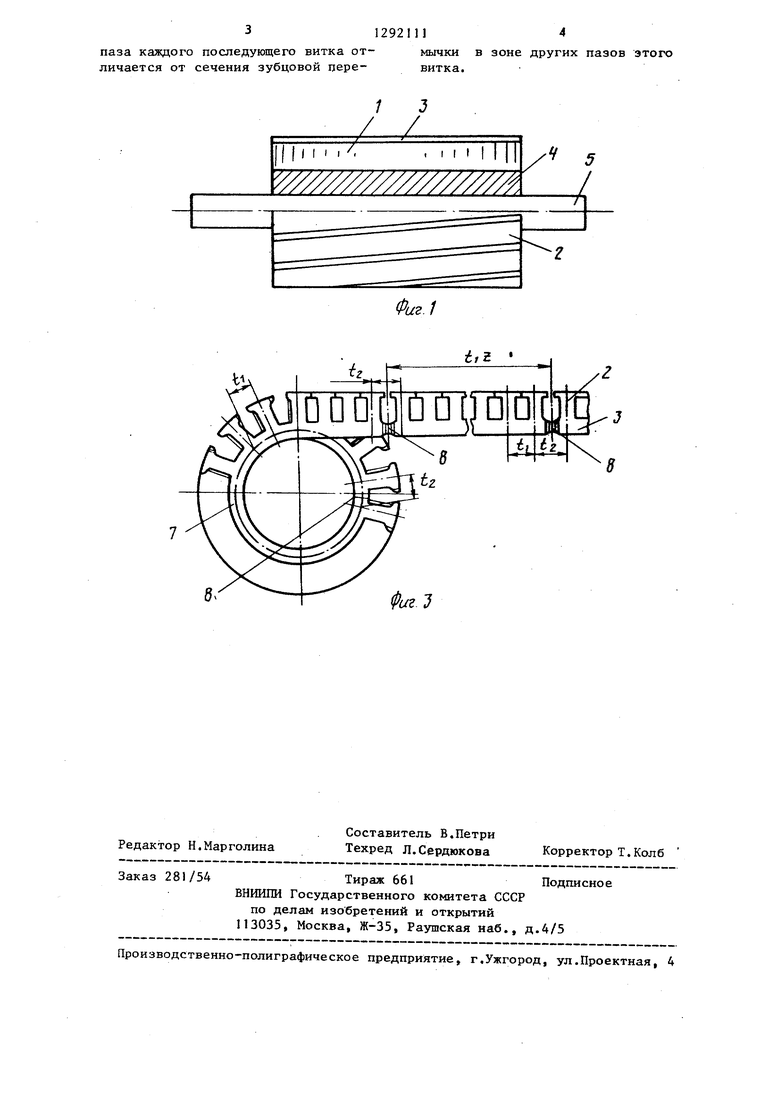
На фиг.1 представлен магнитопровод ротора, продольный разрез; на 4мг. 2 - конструкция зубцовой зоны в процессе получения скоса пазов при навивке зубцовой зоны на ребро; на 4мг. 3 - конструкция ротора в процессе получения скоса зубцов для случая, когда зубцовые перемычки расположены со стороны ярма.
Магнитопровод состоит из зубцовой зоны 1, включающий зубцы 2 и зубцовые перемычки 3, ярма 4. На фиг. 1 показан также вал 5 ротора. Зубцовая зона получается либо методом вырубки двух зубцовых зон из одной ленты безотходным способом (фиг.2), либо малоотходным способом при вырубке зубцовой зоны 1 из одной ленты (фиг.З)
При вырубке и навивке между двумя зубцами 2 образуются пазы 6, предназначенные для укладки обмотки.
Скос пазов получается путем изменения шага штамповки по зубцам t,
на tj на одном из шагов. Это лучше всего делать после одного витка на расстоянии шага t,Z, замеренного по нейтральной оси 7. Изменение шага через один виток может производить- ся либо в меньшую его сторону ( t - для левоходового скоса), либо в большую сторону увеличения шага (tj t, - для правоходового скоса, если смотреть со стороны на- вивки). Изменение шага, разделяющего один виток от другого, может быть получено либо в процессе вьш1- тамповки зубцов за счет изменения подачи в штампе один раз через Z зубцов, либо путем деформации зубцо- вого обода после вьштамповки зубцов в ленте.
Наиболее технологичным скосом является праврходовой (,), при котором увеличение щага с t, до t производится путём механической деформации зубцовой перемычки 3, при которой имеют место локальные утон5
11
г Q
0
Q - д
12
чения перемычки (поз.8,фиг.2 и 3). Если необходимо получить скос за счет зубцовых зон статора и ротора, то навивка из зубцовых зон должна быть различной (правоходовой или левоходовой, если смотреть с одной и той же навиваемой стороны ленты). Провоходовая навивка ленты показана пунктиром (фиг.2). Предлагаемое конструктивное решение дает то же техническое качество (улучшение виброакустических характеристик), что и у классических магнитопроводов, но является рациональным для витых непрерывных зубцовых зон, поскольку является непрерывным и высокопроизводительным процессом.
Предлагаемое техническое решение может быть использовано в магнито- проводах электрических машин постоянного и переменного тока. Изго«
товление магнитопровода производится в следующей последовательности: резка полосы железа на ленты мерной ширины; вьпптамповка зубцов в ленте с шагом t, ; увеличение начального шага каждого витка с шага t, до шага tj путем увеличения подачи в штампе один раз за оборот зубцовой зоны, растяжки, раздавливания, раскатки и др, навивка зубцовых зон на предварительно скошенные пазовые направляющие ; сборка и скрепление пакета (при необходимости зона перед скреплением в пакет соединяется с ярмом магнитопроводгО
Затем магнитопровод собирается по известной технологии.
Формула изобретения
1.Магнитопровод злектрической машины, содержащий ярмо и зубцовую зону со скосом пазов, выполненные навивкой лент на ребро, отличающийся тем, что, с целью упрощения технологии изготовления, ширина первого паза каждого последующего витка отличается от ширины других пазов зтого витка на величину скоса пазов, приходящуюся на один виток магнитопровода.
2.Магнитопровод по п.1, о т л и- чающи и с я тем, что, с целью получения скоса пазов путем деформации перемычек между зубцами, сечение
зубцовой перемычки в зоне первого
312921114
паза каждого последующего витка от- мычки в зоне других пазов этого личается от сечения зубцовой пере- витка.
; 3 / /
5 1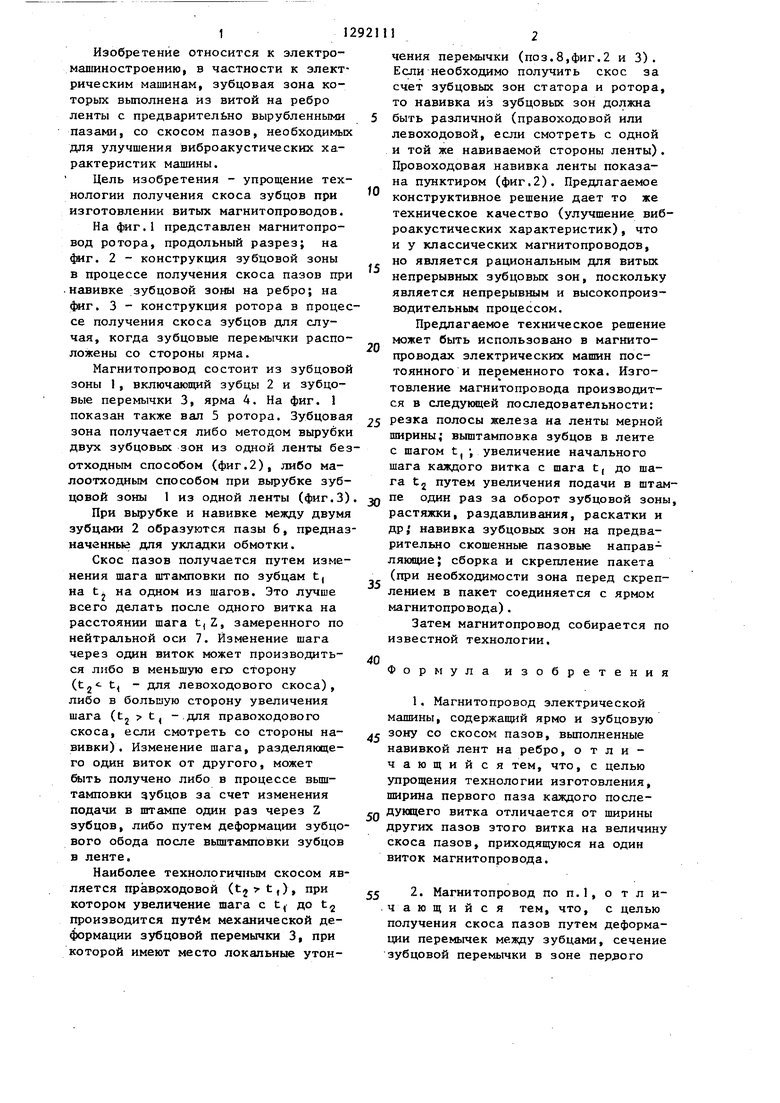
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ изготовления витого штампованного магнитопровода со скосом зубцов | 1988 |
|
SU1739440A1 |
| Устройство для изготовления витых магнитопроводов | 1988 |
|
SU1670750A1 |
| Магнитопровод ротора электрической машины | 1984 |
|
SU1334276A1 |
| Магнитопровод электрической машины | 1984 |
|
SU1262628A1 |
| Магнитопровод электрической машины | 1982 |
|
SU1270834A1 |
| Способ изготовления витого магнитопровода электрической машины | 1989 |
|
SU1742946A1 |
| Магнитопровод статора электрической машины | 1987 |
|
SU1427487A1 |
| Магнитопровод электрической машины | 1979 |
|
SU884036A1 |
| Магнитопровод электрической машины | 1986 |
|
SU1403221A2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СБОРНОГО МАГНИТОПРОВОДА ТОРЦОВОЙ ЭЛЕКТРИЧЕСКОЙ МАШИНЫ | 1997 |
|
RU2142191C1 |
Изобретение относится к электромашиностроению. Цель изобретения - упрощение технологии получения скоса зубцов при изготовлении витых магнитопроводов. Магнитопро- вод состоит из зубцовой soHbJ с зубцами 2 и зубцовыми перемычками 3 и ярма. При вырубке и навивке между двумя зубцами 2 образуются пазы 6. Скос пазов получается путем изменения шага штамповки по зубцам t, на t на одном из шагов. Изменение шага через один виток может производится либо в меньшую его сторону (, - для левоходового скоса), либо в большую сторону увеличения шага (t,j t, - для правоходового скоса, если смотреть со стороны навивки) . Это позволяет увеличить производительность труда. 1 з.п. ф-лы, 3 ил. « (Л 1C со N9
iiZ
Редактор Н.Марголина
Составитель В.Петри Техред Л.Сердюкова
Заказ 281/54Тираж 661Подписное
ВНИИПИ Государственного комитета СССР
по делам изобретений и открытий 113035, Москва, Ж-35, Раушская наб., д.4/5
Производственно-полиграфическое предприятие, г.Ужгород, ул.Проектная, 4
Корректор Т. Кол б
| Магнитопровод электрической машины | 1980 |
|
SU1073843A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Способ изготовления витого ленточного магнитопровода электрической машины | 1982 |
|
SU1035733A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
