со
С
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ изготовления магнитопровода электрической машины | 1982 |
|
SU1133638A1 |
| Способ изготовления магнитопровода электрической машины | 1980 |
|
SU1133637A1 |
| Способ изготовления магнитопровода электрической машины | 1982 |
|
SU1050052A1 |
| Магнитопровод электрической машины | 1981 |
|
SU1137554A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ВИТЫХ ТОРЦОВЫХ МАГНИТОПРОВОДОВ | 1994 |
|
RU2074480C1 |
| Магнитопровод электрической машины | 1982 |
|
SU1078535A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СБОРНОГО МАГНИТОПРОВОДА ТОРЦОВОЙ ЭЛЕКТРИЧЕСКОЙ МАШИНЫ | 2004 |
|
RU2269857C1 |
| Магнитопровод электрической машины | 1985 |
|
SU1343500A1 |
| МАГНИТОПРОВОД ЭЛЕКТРИЧЕСКОЙ МАШИНЫ | 1991 |
|
RU2015604C1 |
| Способ изготовления витого магнитопровода электрической машины | 1982 |
|
SU1043794A1 |
Использование изобретения: электромашиностроение, технология изготовления магнитопроводов, обеспечивающая улучшение коэффициента заполнения сталью зоны ярма и эксплуатационных характеристик. Сущность изобретения: выполняют разделку ленты электротехнической стали с образованием зубцовых выступов. Затем при намотке сплошные участки с двух сторон от средней линии ленты совмещают так, что зубцовые выступы одной стороны располагаются между зубцовыми выступами другой стороны. 4 ил.
Изобретение относится к технологии электромашиностроения, а именно к способу производства магнитопроводов роторов асинхронных двигателей с внешним ротором (АДВР) и магнитопроводов торцовых асинхронных двигателей (ТАД), и может быть использовано при производстве роторов многополюсных двигателей классической конструкции.
Известны способы изготовления цилиндрических и торцовых магнитопроводов с прямоугольной формой поперечного сечения шихтовкой из слоев электротехнической стали в виде набора пластин или навивкой плашмя концентрических витков ленты.
Указанные способы изготовления, применительно к роторам АДВР и ТАД, обуславливают повышенную массу и размеры из-за недостаточного электромагнитного использования зубцов, так как при повышенном зубцовом шаге индукции в зубцах Bz 1 Тл.
Известен также способ изготовления витого магнитопровода, согласно которому штампуют просечки в ленте электротехнической стали, формируют пакет путем навивки и формируют зубцы путем отгибания зубцовых выступов, образованных просечками по ее ширине на длине просечек под углом, соответствующим углу расположения зубцовой зоны. Указанный способ обеспечивает изготовление магнитопроводов, в ко- торых средний диаметр и масса ярма меньше аналогичных величин магнитопровода прямоугольного сечения.
Однако недостатками известного способа, снижающими качество и исключающими возможность его использования при больших углах расположения зубцовой зоны, являются низкий коэффициент заполнения сталью зоны ярма при отгибе зубцовых
vj
4 ГО
ю
4 О
выступов до намотки пакета, или переменное сечение пазов и конусная форма активной поверхности. Кроме того, недостатком известного способа является формирование пазов с большой величиной раскрытия (прорези, расширяясь при намотке или отгибе, формируют открытые пазы).
Цель изобретения - повышение качества магнитопровода путем увеличения коэффициента заполнения сталью зоны ярма, улучшение эксплуатационных характеристик и улучшение массогабаритных показателей.
При использовании изобретения достигается равномерное максимальное запол- нение сталью зоны ярма и зоны зубцов с постоянным вдоль активной длины сечением полузакрытых пазов конусно-плоскостного или конусно-цилиндрического магнитопровода со сниженной на 20-35% массой для ротора АДВР или ТАД с повышенным КПД и пониженными вибрацией и шумом.
Поставленная цель достигается тем, что формируют пакет путем навивки одновре- менно двух лент, смещая их при этом таким образом, чтобы зубцовые выступы одной ленты располагались между зубцовыми выступами другой.
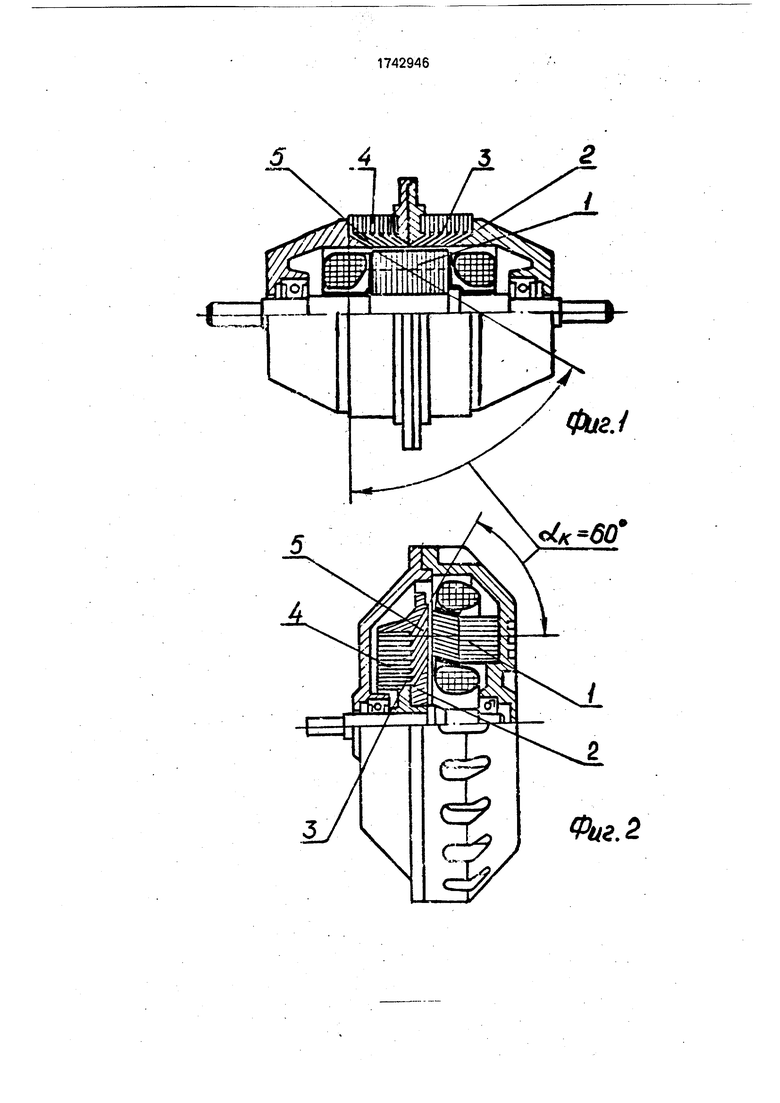
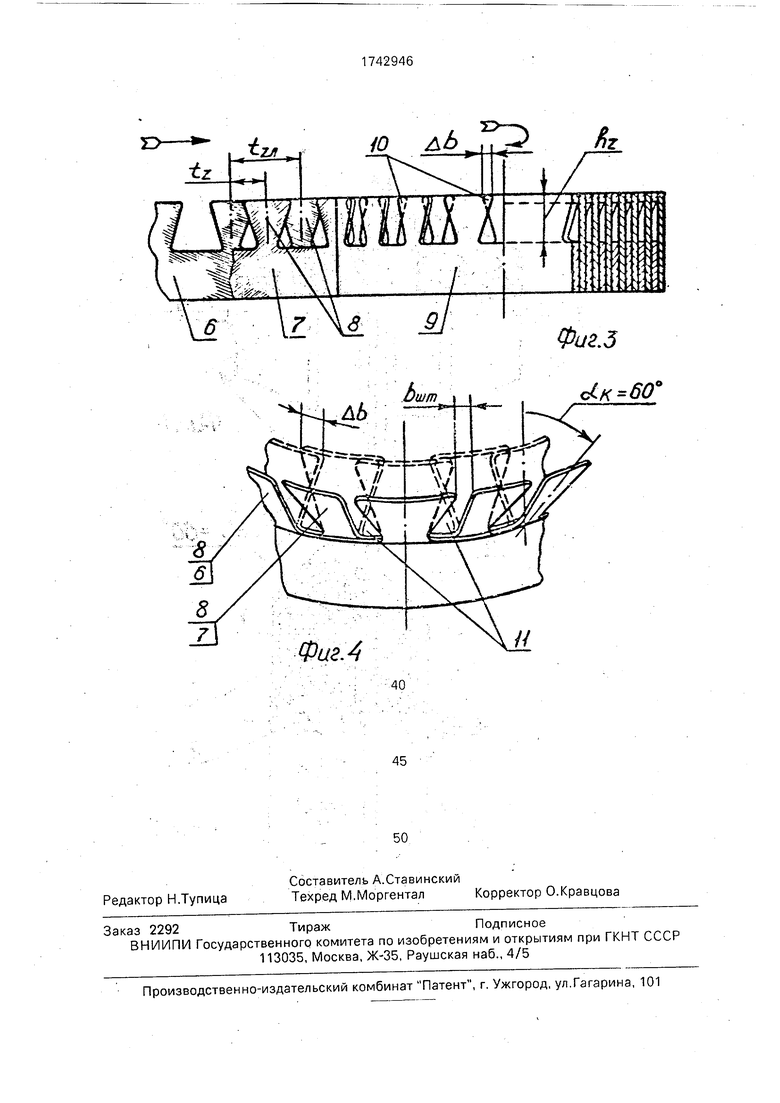
На фиг. 1 и 2 изображены АДВР и ТАД с магнитопроводами, изготовленными предлагаемым способом, общий вид; на фиг. 3 и 4 - схемы, поясняющие реализацию способа.
Каждый из двигателей содержит статор 1 и ротор 2, закрепленные на соответствующих конструктивных элементах. Ротор 2 содержит магнитопровод 3, состоящий из ярма 4 и зубцов 5.
Изготовление магнитопровода 3 каждо- го из двигателей (фиг.1 и 2) осуществляется в следующей последовательности. Выполняют разделку электротехнической стали с образованием двух идентичных лент 6 и 7 с выштампованными с шагом Тгл, равным двойному зубцовому делению tz заготовки (фиг.З), просечками, образующими зубцовые выступы 8. Затем формируют пакет 9 (например - заготовка магнитопровода ТАД, фиг. 3) путем навивки одновременно
двух лент 6 и 7, смещая их при этом таким образом, чтобы зубцовые выступы 8 одной ленты 6 располагались между зубцовыми выступами 8 другой ленты 7. Для улучшения энергетических и виброакустических характеристик разделку лентб и 7 выполняют так, что при их смещении и формировании пакета 9 зубцовые наконечники (коронки зубцов) 10 зубцовых выступов 8 ленты 6 перекрывают зубцовые наконечники 10 другой ленты 7 на величину Д b (фиг.З). Далее формируют зубцы 5 (фиг. 1 и 2) путем отгибания зубцовых выступов 8 на угол av. , равный 60° (фиг.4). При этом образуются полузакрытые пазы 11 (представлены на примере ТАД, фиг. 4) с заданной величиной раскрытия паза ЬШв (т), определяемой соответственно для АДВР и ТТАД выражениями
JlUB
гу ,
- hz (1 - cos гд) - Д b
Ьш « П Ok -ДЬ
где hz - высота зубцового выступа 8 (фиг.3(1;) z - число зубцов магнитопровода 3 ротора 2 АДВР и ТАД.
Формула изобретения
Способ изготовления витого магнитопровода электрической машины, согласно которому штампуют просечки в ленте из электротехнической стали, формируют пакет путем навивки и формируют зубцы путем отгибания зубцовых выступов, образованных просечками по ее ширине на длине просечек под углом, соответствующим углу расположейия зубцовой зоны, отличающийся тем, что, с целью повышения качества магнитопровода путем увеличения коэффициента заполнения сталью зоны ярма, улучшения эксплуатационных характеристик и улучшения массогабаритных показателей, формируют пакет путем навивки одновременно двух лент, смещая их при этом таким образом, чтобы аубцовые выступы одной ленты располагались между зубцовыми выступами другой.
tz
-ZJI
Фиг Л
Ю
Фиг.З
| Лещенко A.M | |||
| Технология изготовления статоров торцовых электрических машин | |||
| - Технология электротехнического производства, 1975, №9, с | |||
| Переносная печь для варки пищи и отопления в окопах, походных помещениях и т.п. | 1921 |
|
SU3A1 |
| Способ изготовления витого магнитопровода электрической машины | 1982 |
|
SU1043794A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
