Изобретение относится к электромашиностроению, в частности к электрическим машинам, эубцовая зона и ярмо , которых выполнены раздельно.
Цель изобретения - улучшение энергетических показателей, технологичности и повышение надежности.
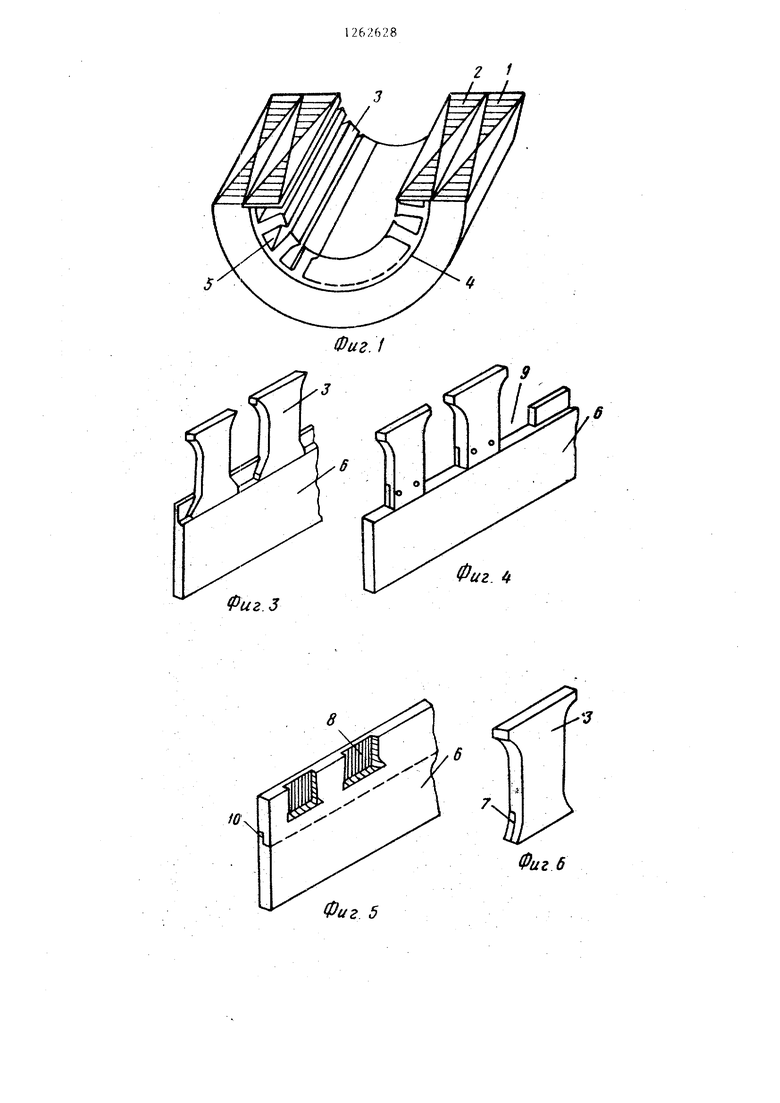
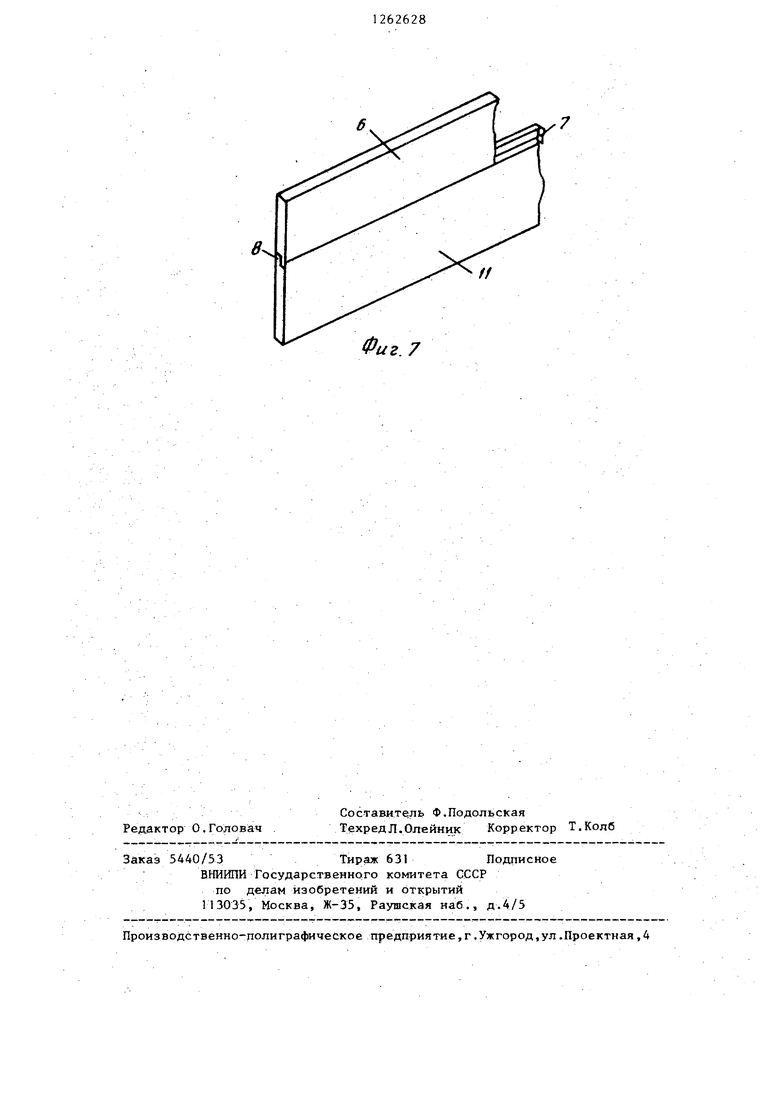
На фиг. показана часть магнитопровода статора, общий вид; на фиг.2соединение части зубцовой зоны в виде зубцов с перемычками между ними с частью ярма; на фиг.З - соединение части зубцовой зоны с зубцами без перемычек с частью ярма; на фиг. 4то же, но с дополнительными тангенциальными выемками в ярме; на фиг.5 часть ярма с выемкой; на фиг.6 - зубец по форме выемки; на фиг.7 - соединение двух частей ярма внахлест.
Магнитопровод электрической машинь1 содержит ярмо 1, навитое на ребро и зубцовую зону 2, состоящую из отдельных- аксиально-шихтованных элементов-гатамповок зубцов 3 и пере1Ф1чек 4 между, ними, образующих паз 5.
Высота перегФтчек ивыемки определяется .исходя из технологических возможностей оборудования дпя навивки -ленты на ребро.
Зубцовая зона 2 с ярмом 1 жестко, соединяется при наложении внахлест отдельных штамповок зубцов 3 с пере№1чками 4 с отдельными витками 6 ярма 1 (фиг.2). При этом с целью сохранения прежней толщины листа при наложении внахлест элементов зубцовой зоны и ярма в них со стороны сочленения выполнены выемки 7 и 8, суммарная глубина которых не превьяиает толщины листа ярма или зубцовой зоны (предполагается, что зубцовая зона и ярмо выполнены из листов одинаковой ТОЛВ5ИНЫ) .
При сочленении отдельных элементов зубцовой зоны и ярма получается такой эффект, будто бы все они изготовлены из одной заготов.ки (вы.рублено по типу классических машин). этом желательно, чтобы радиальный технологический зазор между зубцовой зоной и ярмом по линиям I-I и .11-11 стремился к нулю (для уменьшения магнитного сопротивления между листами в стыке),хотя радиальный технологический зазор у этого типа соединения не играет существенной роли, так как магнитный поток в .основном проходит через осевой технологический зазор по плоскости Ill-Ill, который очень мал (порядка 0,0010,005 мм) и создает незначительное магнитное и тепловое сопротивление.
; При этом никакой изоляции между зубцовой зоной и ярмом ставить не надо, как зто делается у машин с разъемным магнитопроводом, так-как при таком соединении зубцовая зона
0 и ярмо работают как один шихтованный лист у классической машины, и добавочных потерь в стали от перекрытия стыков противолежащими листами не возникает.
5 При изготовлении зубцовой зоны с предварительно вырубленными пазами (фиг.2) получается низкий коэффици,ент использования стали (0,6-0,8) дпя статбра, а также имеют место
0 трудности получения паза нужной конфигурации как для статора, так и ротора. Этот недостаток устраняется тем, что зубцы 3 выштамповываются без перемычек 4 (фиг.З и 4), при
5 этом получаются пазы и зубцы нужной , конфигурации как у статора, так и ротора, а коэффициент использования стали близок к единице. При таком способе соединения зубец 3 с витком
0 6 ярмо 1 жестко соединяется контактной сваркой склеивания и пр. С целью повышения коэффициента заполнения зубца сталью и увеличения площади паза зубцовая зона с ярмом может
. жестко соединяться (фиг.4). При этом кроме выемок 7 и 8 по толщине листа могут выполняться тангенциальные выемки 9.
С точки зрения минимального Mai- нитного сопротивления между зубцом и ярмом целесообразным является коиструктивный вариант по фиг.5. При таком способе соединения элементарный зубец 3 по поверхности касания с ярмом 6 имеет конфигурацию по наружному контуру, соответствующую, выемке в ярме (фиг.2), как показано пунктиром 10.В ряде электрических машин с высокой спинкой ярма имеют место трудности навивки ярма на ребро, кроме этого получается низкий (0,7-0,8) коэффициент заполнения железа ярма пакета. Для устранения этого недостатка ярмо может изготовляться по меньшей мере из двух частей, а смежные части 6 и 11 (фиг.7) могут соединяться между собой по типу соединения зубцовой зоны с ярмом внахлест Конструктивное соединение ярма и зубцовой зоны, а также двух ярм (фиг.1, 2 и 5) производится методом ввинчивания одной части в другую, когда они еще не в сжатом состоянии после навивки обеих частей на ребро а после свинчивания этих частей производится их сжатие и скрепление известными методами. Это техническое решение может быть использовано в магнитопроводах электрических машин постоянного и переменного тока. Изготовление магнитопровода может производится в сле дующей последовательности: резка лен ты железа на полосы по высоте спинки ярма и зубцовой зоны, раскатка выемок на специальных роликах (либо получение выемок путем штамповки, выдавки и т.п., фиг.5), калибровка лен ты ярма и зубцовой зоны по ширине, штамповка зубцов с перемычками или без них, навивка ленты (или лент для составного ярма) ярма на ребро в спе циальном устройстве, навивка в специальном устройстве зубцовой зоны на ребро (только дня зубцовой зоны с пе ремычками) , термообработка зубцовой зоны и ярма, жесткое соединение зубцов с ярмом.известными способами, сборка магнитопровода в специальном приспособлении и жесткое соединение ярма статора при помощи скоб или сварю и посадки на вал ярма ротора, обработка рабочих поверхностей ротора и статора (при необходимости). Последзпощие операции по типу магнито провода классических машин. Вырубка тангенциальных переь«)чек в ярме (фиг.4) может производится ка перед навивкой ленты на ребро, так и после навивки и соединения зубцов с ярмом. Предлагаемое устройство по сравнению с нзвестьпзгм позволяет улучшить энерхетические параметры за счет лучшего использования крайних листов ярма магнитопровода, а также меньшего магнитного сопротивления между зуб- цовой зоной и ярмом при применении витого ярма, повысить надежность работы магнитопровода за счет более жесткого соединения зубцовой зоны с ярмом, автоматизировать процесс сборки простыми средствами, так как соединения зубцовой зоны с ярмом выполняется до сборки всего магнитопровода. Формула изобретения 1. Магнитопровод электрической машины, содержащей соединенные между собой ярмо и зубцовую зону, выполненные из аксиально-шихтованных элементов, отличающийся тем, . что, с целью улучшения энергетических показателей, технологичности и повьппения надежности, в элементах ярма и зубцовой зоны со стороны поверхностей их сочленения выполнены выемки, суммарная глубина которых не превьш1ает наибольшей толщины одного из сопрягаемых элементов, и элементы ярма и зубцовой зоны наложены друг на друга в зоне выемок. 2.Магнитопровод по п.1, о т л ичающий ся тем, что в элементах ярма выполнены дополнительные тангенциальные выемки, дпина которых равна ширине паза, а расстояние между ними равно шагу по зубцам. 3.Магнитопровод по п.1, о т л ичающийся тем, что выемки в ярме имеют форму сопрягаемой с ним части зубца. 4.Магнитопровод по пп.1-3, отличающий ся тем, что ярмо в радиальном направлении выполнено из отдельных частей, элементы которых соединены между собой аналогично соединению ярма и зубцовой зоны.
Фиг. /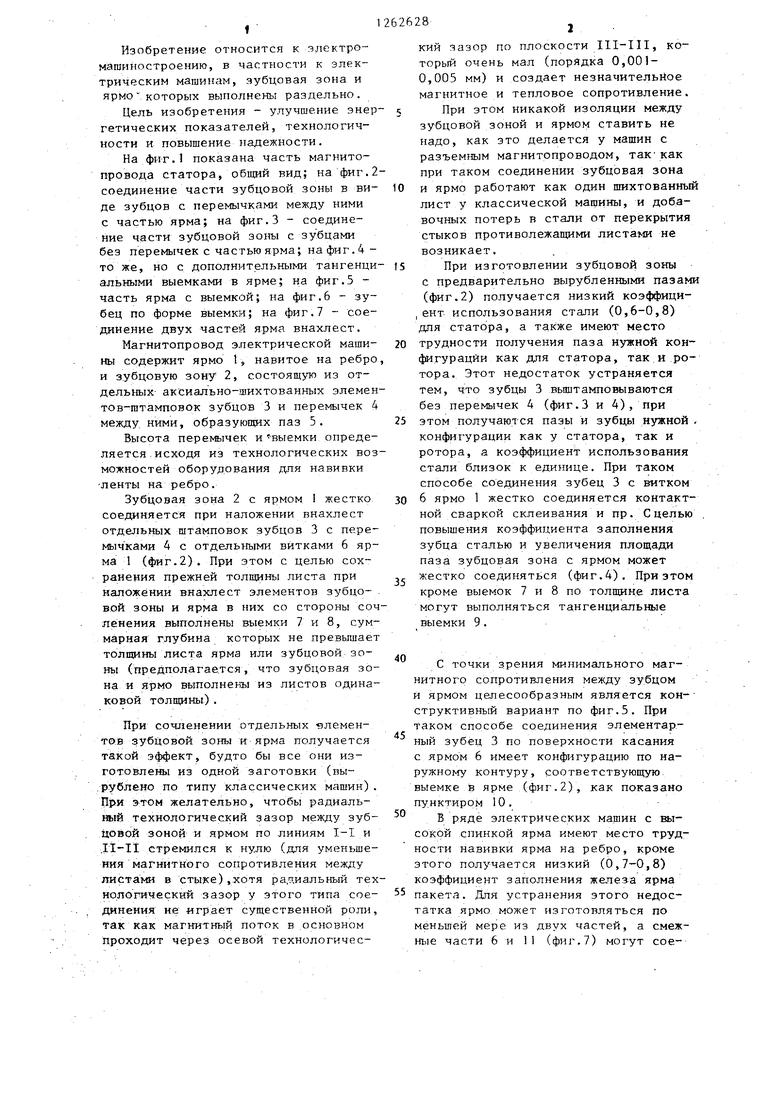

| название | год | авторы | номер документа |
|---|---|---|---|
| Магнитопровод электрической машины | 1986 |
|
SU1403221A2 |
| Разъемный короткозамкнутый ротор электрической машины | 1980 |
|
SU974502A1 |
| Магнитопровод электрической машины | 1984 |
|
SU1302378A1 |
| Способ изготовления магнитопровода электрической машины | 1985 |
|
SU1354346A1 |
| Магнитопровод электрической машины | 1985 |
|
SU1767617A1 |
| Магнитопровод электрической машины | 1982 |
|
SU1078535A1 |
| Магнитопровод электрической машины | 1983 |
|
SU1247986A1 |
| Статор индукторной электрической машины | 1982 |
|
SU1065964A1 |
| Разъемный магнитопровод электрической машины | 1980 |
|
SU1077011A1 |
| Магнитопровод ротора электрической машины | 1988 |
|
SU1594649A1 |
Изобретение относится к электромашиностроению, в частности к электрическим машинам, зубцовая зона и ярмо которых выполнены раздельно. Цель изобретения - улучшение энергетических показателей, технологичности и повьшение надежности. Магнитопровод содержит навитое на ребро ярмо 1 и зубцовую зону, состоящую из отдельных аксиально-шихтованных элементов зубцов 3 и перемычек 4 между ними, образующих паз. Зубцовая зона с ярмом 1 жестко соединяются при наложении внахлест элементов зубцов 3 с отдельными витками 6 ярма методом ввинчивания. При этом в элементах зубцовой зоны и ярма со стороны сочленения выполнены выемки 7 и 8. По толщине листа могут выполняться тангенциальные выемки. В варианте выполнения зубец 3 по поверхности касания с ярмом имеет конфигурацию, по наружному контуру соответствующую выемке в ярме. В машинах с высокой спинкой ярма последнее может изготовляться из нескольких частей, ко(Л торые соединяются между собой по типу соединения зубцовой зоны с ярмом внахлест. Данная конструкция позволяет уменьшить магнитное сопротивление между зубцовой зоной и ярмом а также автоматизировать процесс сбор|ки. 3 3.п.ф-лы, 7 ил.
8
Фиг 5
| СПОСОБ ПРОИЗВОДСТВА ДИАБЕТИЧЕСКИХ ВАФЕЛЬ (ВАРИАНТЫ) | 2010 |
|
RU2433660C1 |
| Приспособление для съемки жилетно-карманным фотографическим аппаратом со штатива | 1921 |
|
SU310A1 |
| 0 |
|
SU279251A1 |
