Изобретение относится к технологическому оборудованию для изготовления витых магнитопроводов и может быть использовано в электрической промышленности.
Цель изобретения - расширение технологических возможностей путем получения магнитопроводов со скосом пазов,
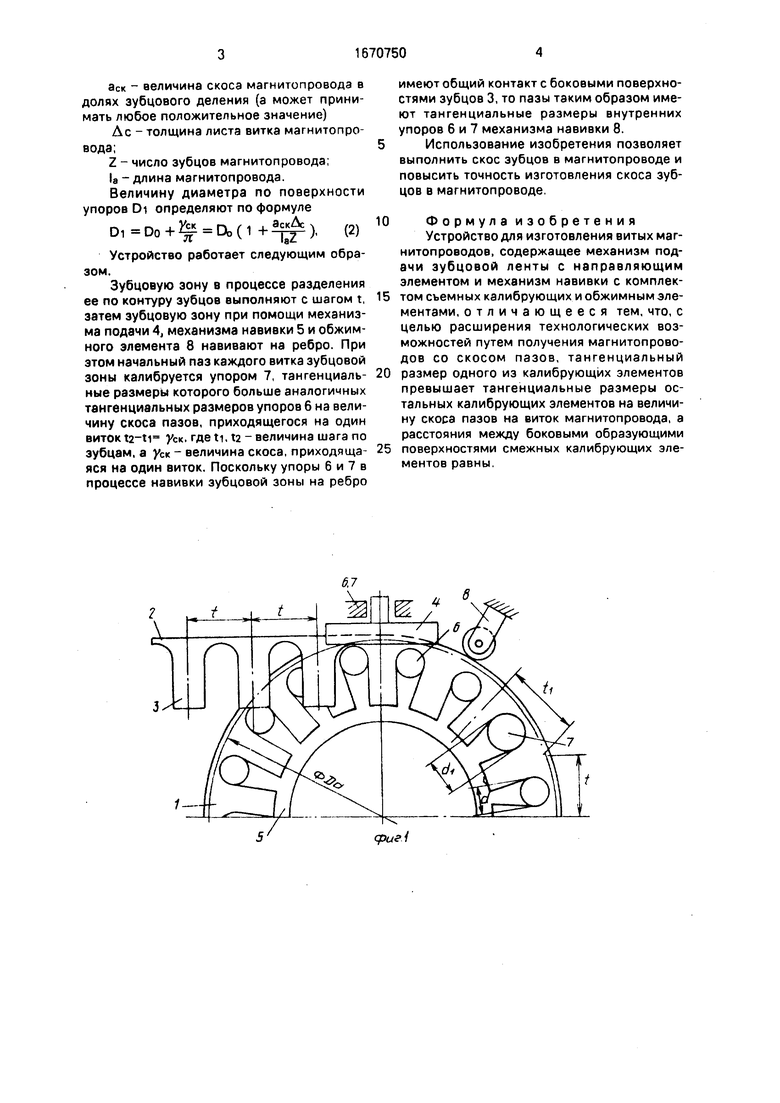
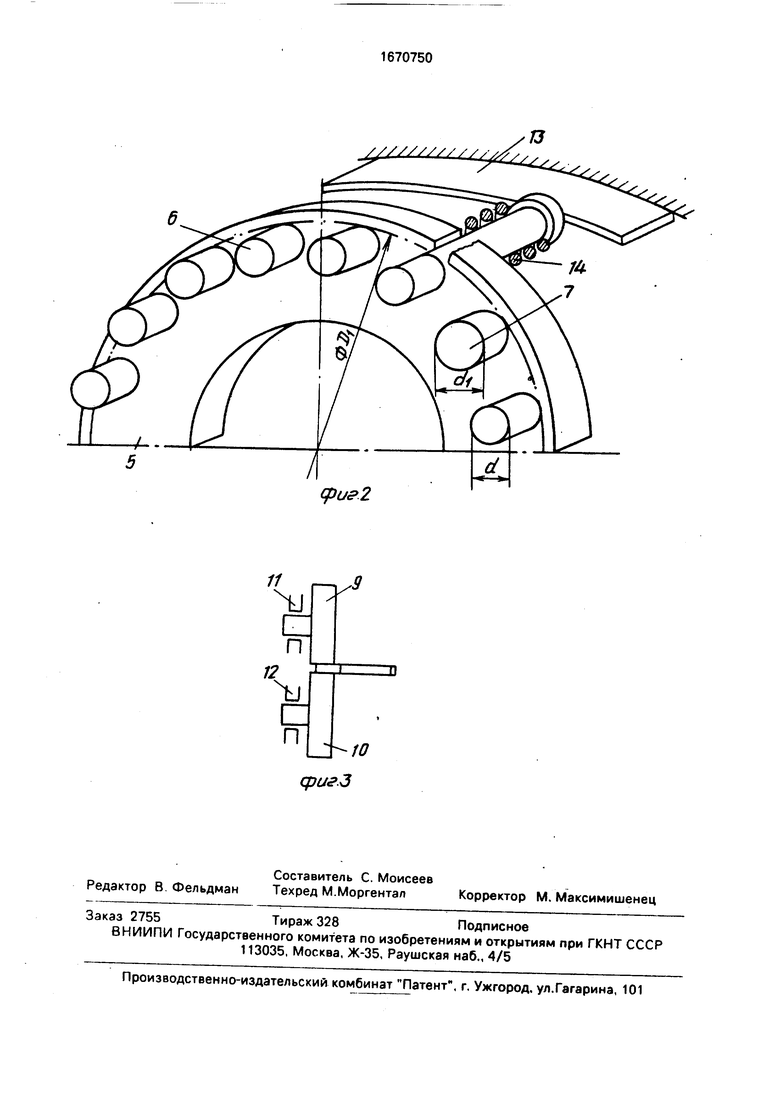
На фиг. 1 изображена зубцовая зона магнитопровода ротора во время навивки; на фиг. 2 - механизм навивки с комплектом съемных калибрующих элементов, на фиг. 3 - кинематическая схема устройства с применением двух прокатных валков.
Устройство содержит механизм для подачи зубцовой ленты 1 с ярмом 2 и зубцами 3, механизм подачи 4 и механизм навивки 5 с комплектом съемных калибрующих 6, 7 и обжимным элементов (упоров). В качестве механизма подачи применяют, например, прокатные валки 9, 10, вращающиеся в подшипниках 11, 12. Прокатные валки 9, 10 выполняют также роль прижимного устройства. (Привод калибрующего узла на чертеже не показан). Перемещение внутренних
калибрующих упоров 6, 7 в процессе навивки зубцовой зоны на ребро выполняют при помощи толкателя 13, позволяющего совместно с пружинами 14 (условно показана пружина лишь на одном калибрующем упоре) осуществлять возвратно-поступательное движение внутренних упоров 6. 7 калибрующего узла, С целью получения скоса пазов наружная поверхность калибрующих упоров (всего число упоров внутреннего калибрующего узла равно числу зубцов магнитопровода) располагается на диаметре, величина которого превышает расчетный диаметр по дну пазов магнитопровода на величину, соответствующую скосу пазов приходящегося на один виток магнитопровода.
Величину скоса пазов, приходящуюся на один виток, определяют по формуле
ЛОоЗскД;
Ус«ЯГ 1
0)
сг
С
О
sj
о
VI
сл о
где Do - диаметр нейтрального слоя непрерывного края зубцовой зоны;
аск - величина скоса магнитопровода в долях зубцового деления (а может принимать любое положительное значение)
Ас - толщина листа витка магнитопровода;
Z - число зубцов магнитопровода;
1а - длина магнитопровода.
Величину диаметра по поверхности упоров DI определяют по формуле
Db(1+), (2)
Устройство работает следующим образом.
Зубцовую зону в процессе разделения ее по контуру зубцов выполняют с шагом t, затем зубцовую зону при помощи механизма подачи А, механизма навивки 5 и обжимного элемента 8 навивают на ребро. При этом начальный паз каждого витка зубцовой зоны калибруется упором 7, тангенциаль- ные размеры которого больше аналогичных тангенциальных размеров упоров 6 на величину скоса пазов, приходящегося на один виток t2-ti уск. где ti, ta - величина шага по зубцам, а уск величина скоса, приходяща- яся на один виток. Поскольку упоры 6 и 7 в процессе навивки зубцовой зоны на ребро
имеют общий контакт с боковыми поверхностями зубцов 3, то пазы таким образом имеют тангенциальные размеры внутренних упоров 6 и 7 механизма навивки 8.
Использование изобретения позволяет выполнить скос зубцов в магнитопроводе и повысить точность изготовления скоса зубцов в магнитопроводе.
Формула изобретения Устройство для изготовления витых маг- нитопроводов, содержащее механизм подачи эубцовой ленты с направляющим элементом и механизм навивки с комплектом съемных калибрующих и обжимным элементами, отличающееся тем, что, с целью расширения технологических возможностей путем получения магнитопрово- дов со скосом пазов, тангенциальный размер одного из калибрующих элементов превышает тангенциальные размеры остальных калибрующих элементов на величину скоса пазов на виток магнитопровода, а расстояния между боковыми образующими поверхностями смежных калибрующих элементов равны.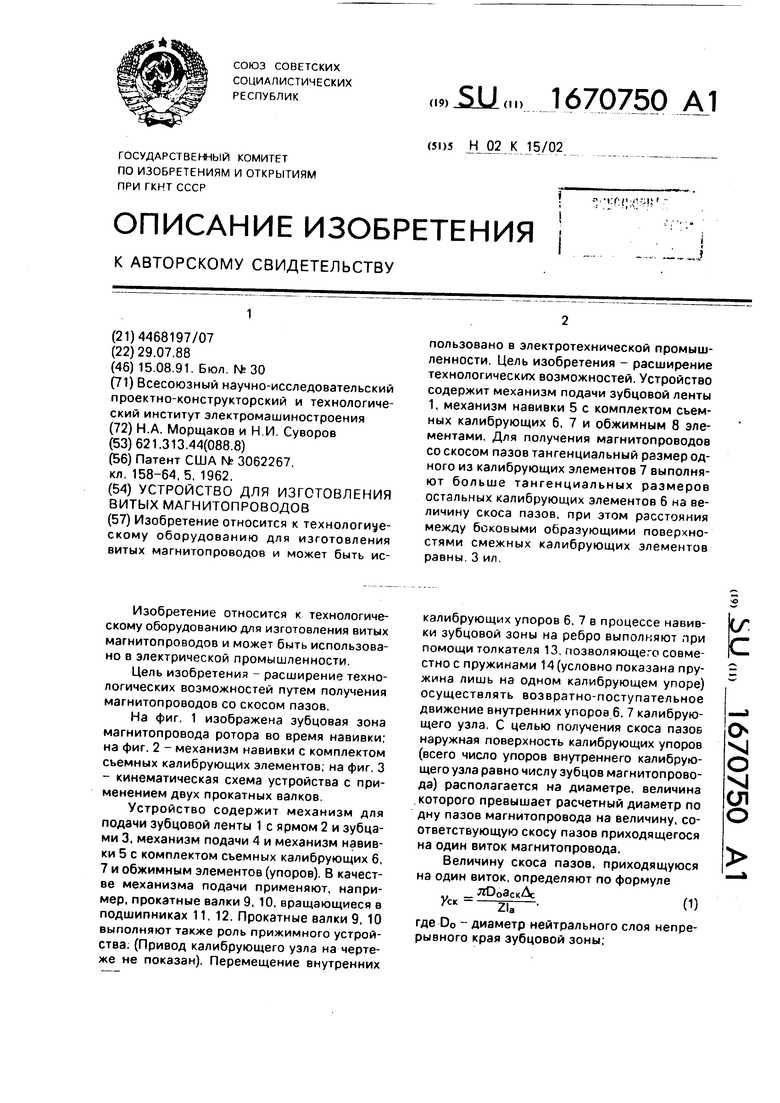
| название | год | авторы | номер документа |
|---|---|---|---|
| Магнитопровод электрической машины | 1985 |
|
SU1292111A1 |
| Способ изготовления витого штампованного магнитопровода со скосом зубцов | 1988 |
|
SU1739440A1 |
| Способ изготовления витого ленточного магнитопровода электрической машины | 1982 |
|
SU1035733A1 |
| Способ изготовления магнитопровода электрической машины | 1988 |
|
SU1624608A1 |
| Магнитопровод электрической машины | 1982 |
|
SU1270834A1 |
| Магнитопровод ротора электрической машины | 1984 |
|
SU1334276A1 |
| Установка для изготовления витого магнитопровода электрической машины | 1991 |
|
SU1791910A1 |
| Заготовка для изготовления магнитопровода электрической машины | 1988 |
|
SU1777204A1 |
| Магнитопровод электрической машины | 1984 |
|
SU1262628A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СБОРНОГО МАГНИТОПРОВОДА ТОРЦОВОЙ ЭЛЕКТРИЧЕСКОЙ МАШИНЫ | 1997 |
|
RU2142191C1 |
Изобретение относится к технологическому оборудованию для изготовления витых магнитопроводов и может быть использовано в электротехнической промышленности. Цель изобретения - расширение технологических возможностей. Устройство содержит механизм подачи зубцовой ленты 1, механизм навивки 5 с комплектом съемных калибрующих 6, 7 и обжимным 8 элементами. Для получения магнитопроводов со скосом пазов тангенциальный размер одного из калибрующих элементов 7 выполняют больше тангенциальных размеров остальных калибрующих элементов 6 на величину скоса пазов, при этом расстояния между боковыми образующими поверхностями смежных калибрующих элементов равны. 3 ил.
cpuffi
фиг2
// 9
4J
12
4J п
D
10
| Патент США № 3062267, кл | |||
| Система механической тяги | 1919 |
|
SU158A1 |
