Изобретение относится к технологии выполнения скоса зубцов в витых штампованных магнитопроводах электрических ма- шин и может быть использовано в электротехнической промышленности.
Известен магнитопровод электрической машины, у которого скос зубцов выполнен за счет разделения магнитопровода в осевом направлении по меньшей мере на две отдельные части, сдвинутые одна относительно другой на величину, не превышающую ширину зубца.
Известен также магнитопровод электрической машины с зубцами, выполненными методом тангенциальной шихтовки, у которого скос зубцов ротора выполнен путем тангенциальной и радиальной их деформации.
Наиболее близким к изобретению по технической сущности и достигаемому результату является магнитопровод электрической машины, содержащий ярмо и зубцовую зону со скосом пазов, выполненную навивкой зубчатых лент на ребро, при этом ширина первого паза каждого последу-
ющего витка зубцовой зоны отличается от ширины других пазов этого витка на величину скоса зубцов, приходящегося на один виток.
Недостатками известного устройства являются сложность выполнения скоса зубцов, обусловленная необходимостью применения пазов с различной их шириной, и завышенная трудоемкость изготовления магнитопровода.
Целью изобретения является упрощение технологии получения скоса зубцов путем выполнения зубчатой ленты магнитопровода с постоянным шагом по зубцам с последующим скручиванием либо раскручиванием витков спирали магнитопровода.
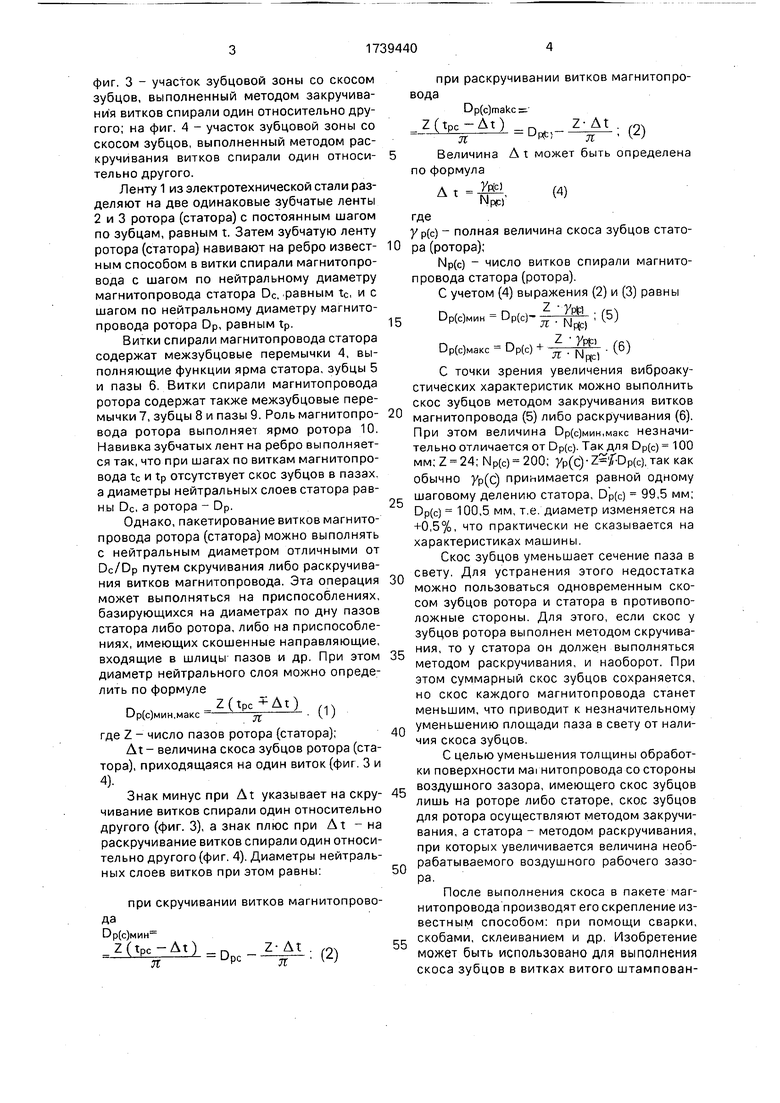
На фиг. 1 представлен магнитопровод электрической машины, выполненный по малоотходной технологии; на фиг. 2 - гладкая лента, разделенная по контуру зубцов на две одинаковые зубчатые ленты ротора (зубчатая лента статора отличается от зубчатой ленты ротора лишь высотой межзубцо- вых перемычек и конфигурацией зубцов); на
сл
с
4 СО Ю 4 О
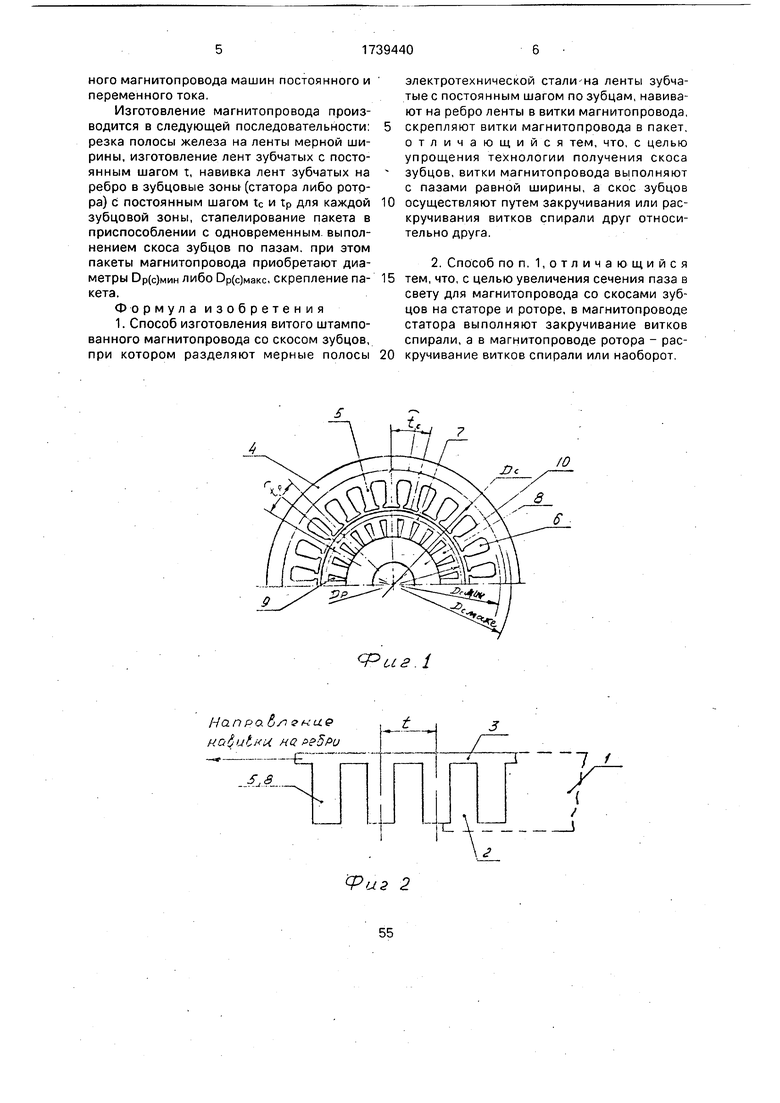
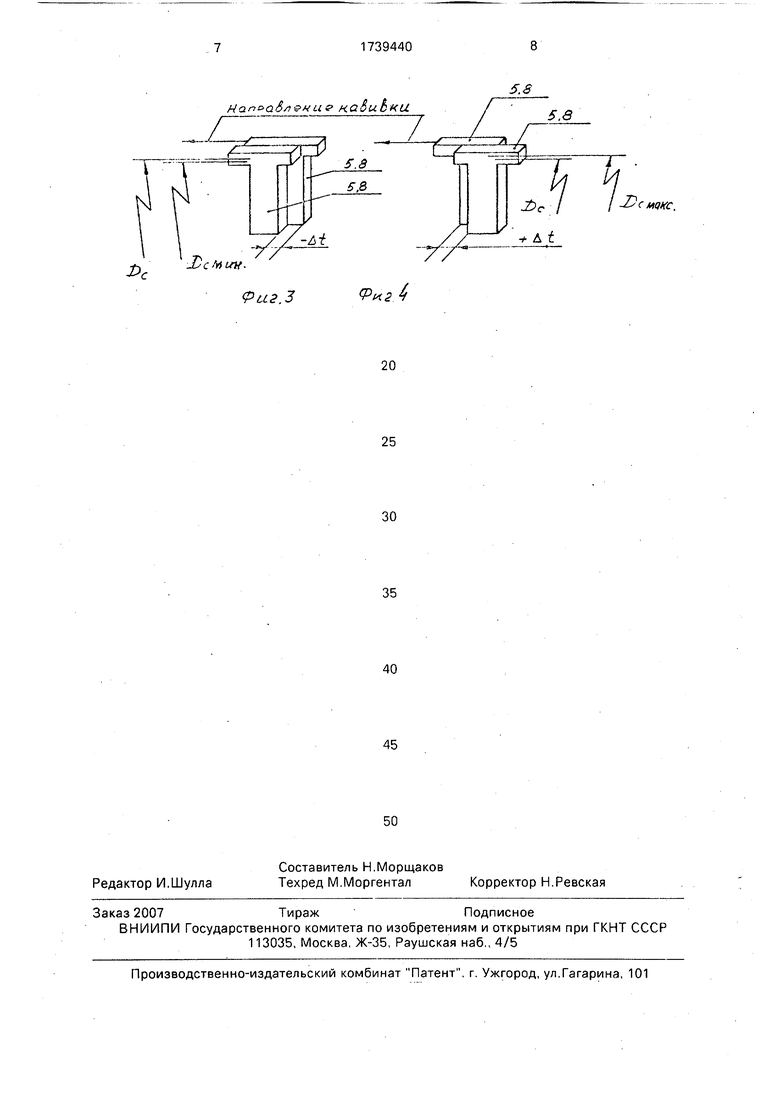
фиг. 3 - участок зубцовой зоны со скосом зубцов, выполненный методом закручивания витков спирали один относительно другого; на фиг. 4 - участок зубцовой зоны со скосом зубцов, выполненный методом раскручивания витков спирали один относительно другого.
Ленту 1 из электротехнической стали разделяют на две одинаковые зубчатые ленты 2 и 3 ротора (статора) с постоянным шагом по зубцам, равным t. Затем зубчатую ленту ротора (статора) навивают на ребро известным способом в витки спирали магнитопро- вода с шагом по нейтральному диаметру магнитопровода статора Dc. равным tc, и с шагом по нейтральному диаметру магнитопровода ротора Dp, равным tp.
Витки спирали магнитопровода статора содержат межзубцовые перемычки 4, выполняющие функции ярма статора, зубцы 5 и пазы 6. Витки спирали магнитопровода ротора содержат также межзубцовые перемычки 7, зубцы 8 и пазы 9. Роль магнитопровода ротора выполняет ярмо ротора 10. Навивка зубчатых лент на ребро выполняется так, что при шагах по виткам магнитопровода tc и tp отсутствует скос зубцов в пазах, а диаметры нейтральных слоев статора равны DC, а ротора - Dp.
Однако, пакетирование витков магнитопровода ротора (статора) можно выполнять с нейтральным диаметром отличными от Dc/Dp путем скручивания либо раскручивания витков магнитопровода. Эта операция может выполняться на приспособлениях, базирующихся на диаметрах по дну пазов статора либо ротора, либо на приспособлениях, имеющих скошенные направляющие, входящие в шлицы пазов и др. При этом диаметр нейтрального слоя можно определить по формуле
() m
(с)мин.максyj I, I J
где Z - число пазов ротора (статора);
At- величина скоса зубцов ротора (статора), приходящаяся на один виток (фиг. 3 и
4).
Знак минус при At указывает на скручивание витков спирали один относительно другого (фиг. 3), а знак плюс при At - на раскручивание витков спирали один относительно другого (фиг. 4). Диаметры нейтральных слоев витков при этом равны:
при скручивании витков магнитопровода
Ор(с)мин
Z(tpc-At) Z-At.
п
(2)
при раскручивании витков магнитопровода
Dp(c)
- Z(tpc-At) Z-At . (2) (t5 п W
Величина At может быть определена
по формула
Npp)
(4)
где
У р(с) - полная величина скоса зубцов стато- ра (ротора);
Np(c) - число витков спирали магнитопровода статора (ротора).
С учетом (4) выражения (2) и (3) равны
Вр(с)мин Вр(с)- . : (5)
Z Kg
Ор(с)макс - Dp(c) +
.(6)
71 Npjc)
С точки зрения увеличения виброакустических характеристик можно выполнить скос зубцов методом закручивания витков
магнитопровода (5) либо раскручивания (6). При этом величина Ор(с)мин,макс незначительно отличается от Dp(c). Так для Dp(c) 100 мм; Z 24; Np(c) 200; Ур(с)- Z« jPDp(c}, так как обычно ур(с) принимается равной одному
шаговому делению статора, Dp(c) 99,5 мм; Dp(c) 100,5 мм, т.е. диаметр изменяется на +0,5%, что практически не сказывается на характеристиках машины.
Скос зубцов уменьшает сечение паза в
свету. Для устранения этого недостатка можно пользоваться одновременным скосом зубцов ротора и статора в противоположные стороны. Для этого, если скос у зубцов ротора выполнен методом скручивания, то у статора он должен выполняться методом раскручивания, и наоборот. При этом суммарный скос зубцов сохраняется, но скос каждого магнитопровода станет меньшим, что приводит к незначительному уменьшению площади паза в свету от наличия скоса зубцов.
С целью уменьшения толщины обработки поверхности Mai нитопровода со стороны
воздушного зазора, имеющего скос зубцов лишь на роторе либо статоре, скос зубцов для ротора осуществляют методом закручивания, а статора - методом раскручивания, при которых увеличивается величина необрабатываемого воздушного рабочего зазора.
После выполнения скоса в пакете магнитопровода производят его скрепление известным способом: при помощи сварки,
скобами, склеиванием и др. Изобретение может быть использовано для выполнения скоса зубцов в витках витого штампованного магнитопровода машин постоянного и переменного тока.
Изготовление магнитопровода производится в следующей последовательности резка полосы железа на ленты мерной ширины, изготовление лент зубчатых с постоянным шагом т, навивка лент зубчатых на ребро в зубцовые зоны (статора либо ротора) с постоянным шагом tc и tp для каждой зубцовой зоны, стапелирование пакета в приспособлении с одновременным выполнением скоса зубцов по пазам, при этом пакеты магнитопровода приобретают диаметры Ор(с)мин либо Ор(с)макс, скрепление па- кета.
Формула изобретения 1. Способ изготовления витого штампованного магнитопровода со скосом зубцов, при котором разделяют мерные полосы
электротехнической стали на ленты зубчатые с постоянным шагом по зубцам, навивают на ребро ленты в витки магнитопровода, скрепляют витки магнитопровода в пакет, отличающийся тем, что, с целью упрощения технологии получения скоса зубцов, витки магнитопровода выполняют с пазами равной ширины, а скос зубцов осуществляют путем закручивания или раскручивания витков спирали друг относительно друга.
2. Способ по п. 1,отличающийся тем, что, с целью увеличения сечения паза в свету для магнитопровода со скосами зубцов на статоре и роторе, в магнитопроводе статора выполняют закручивание витков спирали, а в магнитопроводе ротора - раскручивание витков спирали или наоборот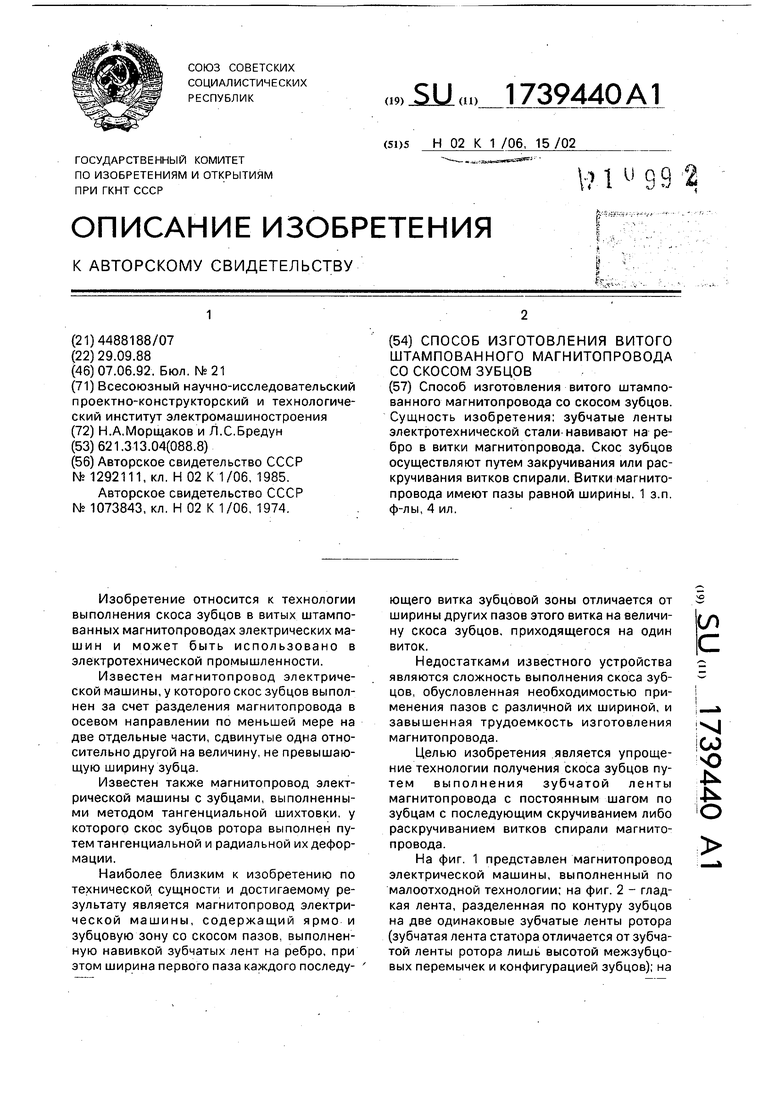
| название | год | авторы | номер документа |
|---|---|---|---|
| Магнитопровод электрической машины | 1985 |
|
SU1292111A1 |
| Устройство для изготовления витых магнитопроводов | 1988 |
|
SU1670750A1 |
| Магнитопровод электрической машины | 1979 |
|
SU884036A1 |
| Магнитопровод торцовой электрической машины | 1980 |
|
SU1077010A1 |
| Заготовка для изготовления магнитопровода электрической машины | 1988 |
|
SU1777204A1 |
| Способ навивки на ребро элементов магнитопроводов электрических машин | 1989 |
|
SU1744765A1 |
| Магнитопровод ротора электрической машины | 1989 |
|
SU1764123A1 |
| Электрическая машина переменного тока | 1979 |
|
SU1053229A1 |
| Способ изготовления витого магнитопровода электрической машины | 1989 |
|
SU1742946A1 |
| Разъемный магнитопровод электрической машины | 1980 |
|
SU1077011A1 |
Способ изготовления витого штампованного магнитопровода со скосом зубцов. Сущность изобретения: зубчатые ленты электротехнической стали навивают на ребро в витки магнитопровода. Скос зубцов осуществляют путем закручивания или раскручивания витков спирали. Витки магнитопровода имеют пазы равной ширины. 1 з.п. ф-лы, 4 ил.
Но. npa.6si .е
Hu&utt i HQ
0рг
/L
Фиг 2
/О
Фиг 1
7
Н&поабл&нUP ка&иЬки
Риг.З
32 мчкс.
Фк2 4
| Магнитопровод электрической машины | 1985 |
|
SU1292111A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Магнитопровод электрической машины | 1980 |
|
SU1073843A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
